7 patentes, modelos y diseños de ALCAN TECHNOLOGY & MANAGEMENT LTD.
PLACA DE PLASTICO ESPUMADO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/02/2007). Inventor/es: RAKUTT, DIETMAR, BERGER, LUKAS. Clasificación: B32B3/18, B32B37/00.
Elemento estructural de forma plana que contiene una pluralidad de segmentos de cuerpo yuxtapuestos en un plano y unidos uno con otro, hechos de un material sintético termoplástico espumado, caracterizado porque el elemento estructural es completamente de plástico y los segmentos de cuerpo están mutuamente soldados en sus superficies laterales de empalme con formación de costuras de soldadura planas que se cruzan en la vista en planta del elemento estructural de forma plana, formando las costuras de soldadura planas una capa intermedia pobre en poros o exenta de poros a base de plástico fundido de los segmentos de cuerpo en forma de una estructura nervada que actúa con efecto rigidizante y que presenta una configu ración reticular en la vista en planta del elemento estruc tural de forma plana.
PARACHOQUES PARA UN VEHICULO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/2006). Ver ilustración. Inventor/es: FRANK, SIMON. Clasificación: B60R19/18, B60J5/04.
Parachoques para un vehículo, que comprende un perfil hueco extruido en una aleación de metal ligero y constituido por paredes del perfil dispuestas a distancia una de otra como cabeza de compresión y cabeza de tracción, respectivamente, así como por un par de paredes transversales que unen las paredes anteriores, estando dispuesto un engrosamiento de refuerzo en el espacio interior del perfil en al menos una zona de esquina entre una pared transversal y la pared interior del perfil unida con ésta, caracterizado porque el engrosamiento de refuerzo está provisto de un entrante conformado a manera de ranura que discurre en dirección aproximadamente paralela a la pared contigua del perfil, estando limitado el entrante conformado por un nervio longitudinal a cierta distancia (f) de la pared del perfil.
PROCEDIMIENTO PARA FABRICAR PIEZAS CONFORMADAS DE CHAPA DE ALUMINIO CON SUPERFICIE DECORATIVA.
(16/05/2006) Procedimiento para fabricar piezas de chapa conformadas resistentes a la intemperie y a la corrosión a partir de aluminio o una aleación de aluminio con superficie decorativa aplicando un procedimiento de revestimiento en bobina, que comprende sucesivamente los pasos siguientes: - habilitación de una banda de aluminio o de una aleación de aluminio, - eventualmente, desengrasado continuo de la banda, - eventualmente, abrillantamiento electroquímico, químico o mecánico de la banda eventualmente desengrasada, - pretratamiento continuo de la banda eventualmente desengrasada y/o abrillantada para producir una capa de pretratamiento adecuada como substrato de adherencia para una capa de barniz, - barnizado continuo de la banda pretratada con un barniz de sol-gel constituido por un…
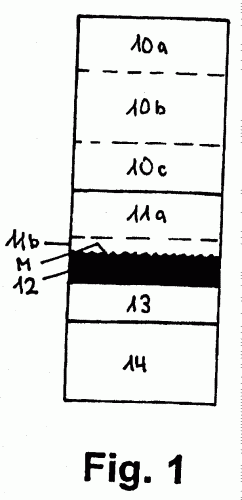
PROCEDIMIENTO PARA FABRICAR UN LAMINADO PARA TUBOS.
Secciones de la CIP Técnicas industriales diversas y transportes Física
(16/03/2006). Ver ilustración. Inventor/es: HUMMEL, OTTO. Clasificación: B32B27/32, B65D65/40, B32B3/30, G03H1/02.
Procedimiento para fabricar un material multicapa para tubos con una capa de barrera que está dispuesta entre capas de plástico y que inhibe el paso de vapor de agua y gases, y con una holograma generado por una microestampación (M) en una de las capas (12, 23, 33, 43, 50d) del material para tubos, en cuyo procedimiento se ensamblan las distintas capas formando el material multicapa para tubos, caracterizado porque la capa (12, 23, 33, 43, 50d) prevista para recibir el holograma es estampada en forma de una lámina y la lámina provista del holograma es unida con las demás capas a fin de obtener el material para tubos.
(01/07/2004) Reflector para radiación electromagnética, en especial para radiación infrarroja, luz visible y radiación ultravioleta, resistente a la intemperie y a la corrosión, con alta reflexión total, que contiene un cuerpo de reflector de aluminio o de una aleación de aluminio con una superficie reflectante, o que contiene un cuerpo de reflector con una capa de reflexión de aluminio o de una aleación de aluminio que forma una superficie reflectante, conteniendo el reflector una capa protectora de un barniz sol-gel, transparente, de cierre, que se encuentra situada en el exterior, caracterizado porque, la superficie reflectante de aluminio o de una aleación de aluminio presenta una rugosidad Ra inferior a 0, 1 im según DIN 4761 a 4768, y el barniz sol-gel es de un polisiloxano obtenido a partir de una solución alcohólica de silano y de una solución acuosa…
DETERMINACION DEL ESTADO DE SOLIDEZ DE UN CUERPO METALICO PRECALENTADO CON PROPIEDADES TIXOTROPICAS.
Sección de la CIP Física
(16/06/2004). Inventor/es: PLATA, MIROSLAW, ARNOLD, GREGOIRE, BAGNOUD, CHRISTOPHE. Clasificación: G01N3/24.
Dispositivo de medición para la determinación del estado de solidez y/o de la porción de líquido del metal de un cuerpo metálico precalentado con propiedades tixotrópicas, caracterizado porque el dispositivo de medición contiene uno o varios alambres de corte , dispuestos a distancia entre sí, para el corte del cuerpo metálico tixotrópico y está previsto un accionamiento para el movimiento progresivo del alambre de corte y para el corte del cuerpo metálico con el alambre de corte y medios para la determinación de la fuerza de corte ejercida por el accionamiento sobre el alambre de corte y para la determinación de la velocidad del alambre de corte.
PROCEDIMIENTO PARA TRANSFORMAR UN PERFIL DE PARTIDA O PIEZA DE TRABAJO SIMILAR Y PERFIL PARA ELLO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/2004). Ver ilustración. Inventor/es: LEPPIN, CHRISTIAN, GEHRIG, MARKUS. Clasificación: B21D1/00.
Procedimiento para transformar un perfil de partida o una pieza de trabajo similar que presenta un espacio perfilado por medio de un proceso de transformación por doblado y por medio de una alta presión interna generada en el espacio perfilado sellado por un medio operativo que puede hacerse circular, obteniéndose un perfil final, especialmente para transformarlo hasta que el perfil final se aplique a la pared de un espacio de moldeo, caracterizado porque, antes de la transformación por alta presión interna, se transforma el perfil de partida (10, 10a, 15, 16) en una sección transversal con propiedades de doblado favorables, a cierta distancia de sus extremos libres y también transversalmente a su eje longitudinal (A), por medio de paredes de flanco del perfil de partida dobladas hacia dentro en sección transversal, por medio de formación de arrugas durante el doblado, por medio de aplastamiento o por medio de perfiles planos puestos de canto producidos en un procedimiento de extrusión.
{kind=link}
{kind=link}
{kind=link}