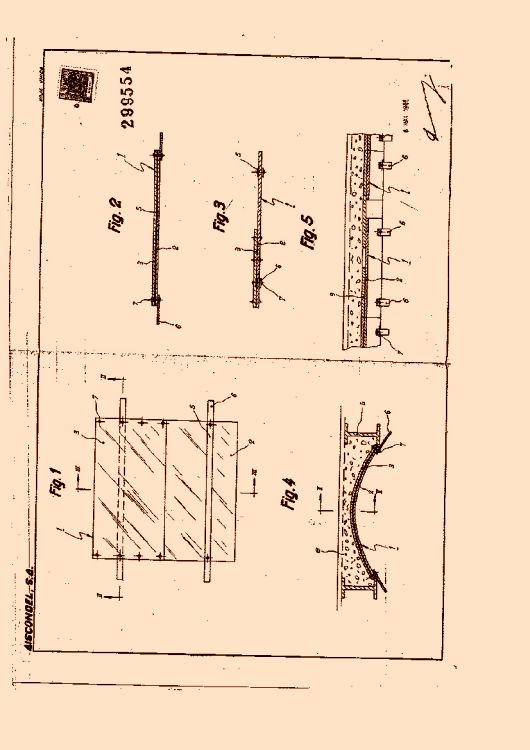
PERFECCIONAMIENTOS EN LA CONSTRUCCIÓN DE ENCOFRADOS PARA BOVEDILLAS.
Sección de la CIP Construcciones fijas
(16/07/1964). Ver ilustración. Clasificación: E04G.
{kind=link}
Resumen no disponible.
Sección de la CIP Construcciones fijas
(16/07/1964). Ver ilustración. Clasificación: E04G.
Resumen no disponible.
Sección de la CIP Necesidades corrientes de la vida
(16/06/1964). Ver ilustración. Clasificación: A01G.
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/1963). Ver ilustración. Clasificación: B29D, B29B.
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(16/10/1963). Ver ilustración. Clasificación: B21D.
Resumen no disponible.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(16/12/1962). Clasificación: F16L.
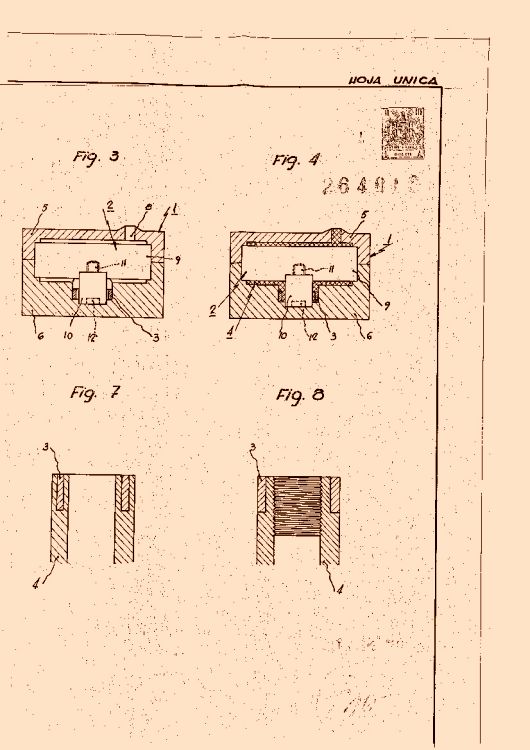
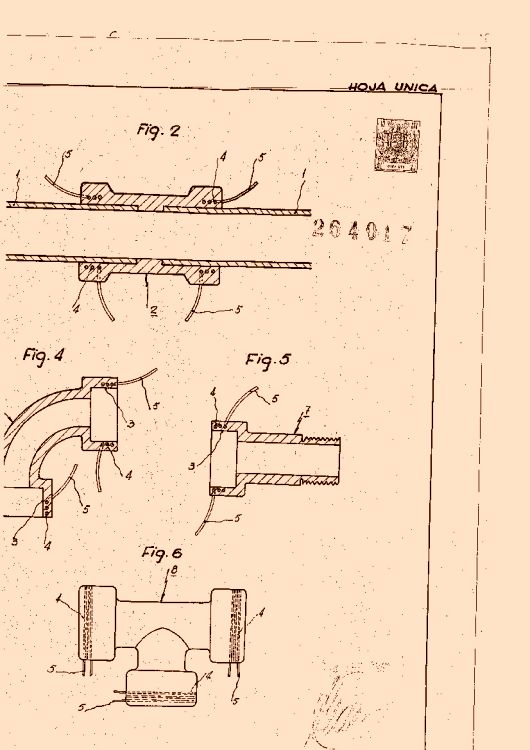
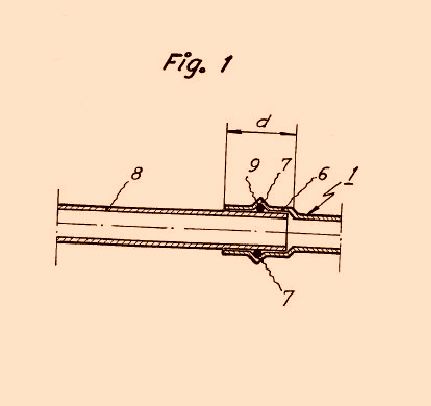
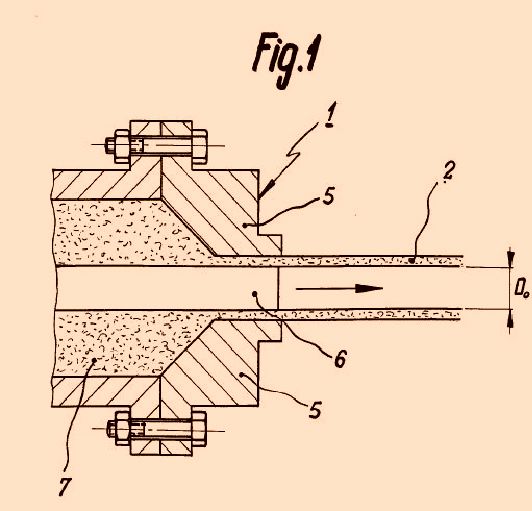
Sistema mejorado de montaje de tuberías acoplables, caracterizado por el hecho de que los dos tubos que se acoplan, quedan enchufados uno dentro del otro por sus extremos, de manera que el extremo del tubo por el que penetra el extremo del consecutivo, presenta una expansión, en la que existe una garganta anular quedando introducido en ella funcionalmente, un aro elástico también anular, teniendo dicha garganta la forma conveniente para resultar como tope tanto en uno como en otro sentido, por choque del aro contra la pared de la garganta en caso de que el esfuerzo sea en orden a tender a una penetración y por aplastamiento del aro contra la pared del tubo que queda interiormente, obligado a ello por la inclinación de la pared que posee la tal garganta anular, manteniendo a su vez el aro elástico, tanto en una como en otra posición, una estanqueidad interior perfecta.
Sección de la CIP Técnicas industriales diversas y transportes
(16/12/1962). Ver ilustración. Clasificación: B29D.
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(01/11/1962). Ver ilustración. Clasificación: B21C.
Resumen no disponible.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/11/1962). Ver ilustración. Clasificación: F16J.
Resumen no disponible.
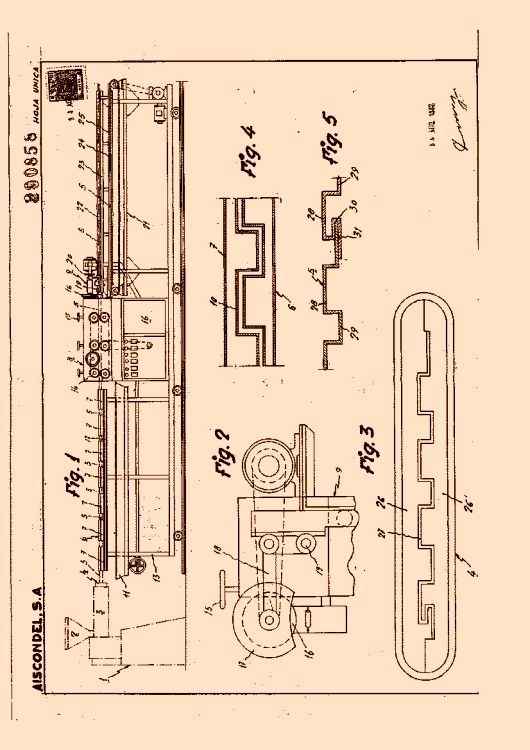
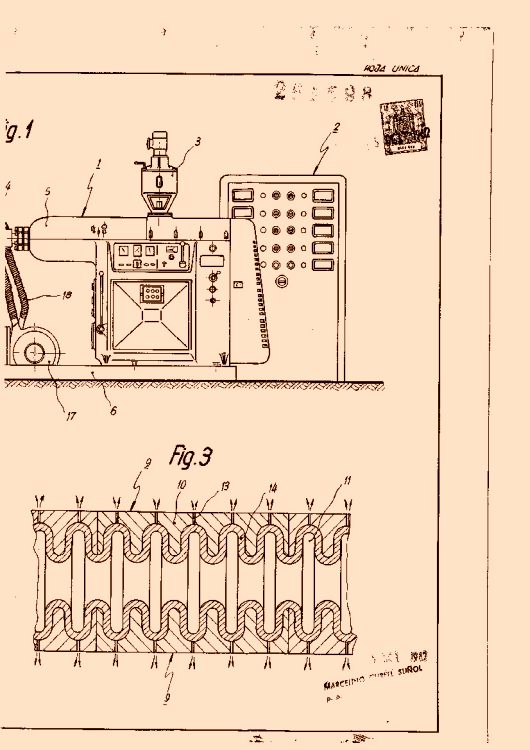
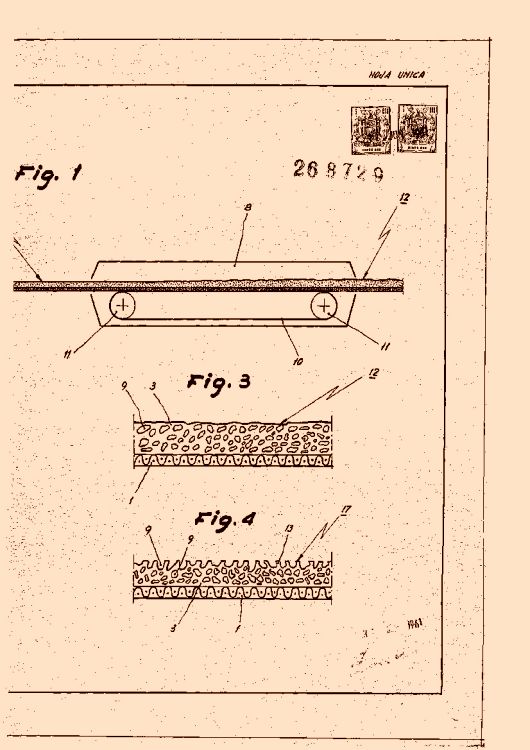
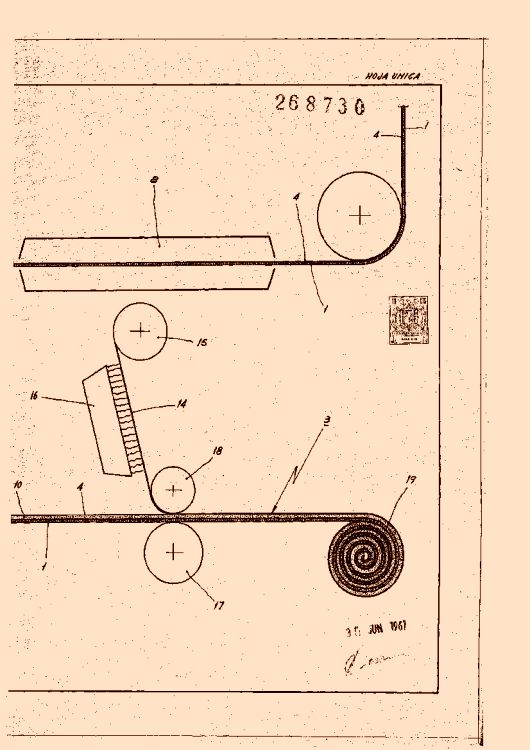
(01/11/1962) Perfeccionamientos en la fabricación de láminas contínuas onduladas longitudinalmente, caracterizados por el hecho de que una lámina plana de material termoplástico es obtenida mediante una prensa de extruir provista de una ranura extendida para la salida de la lámina con las dimensiones transversales convenientes, la cual es objeto de una operación de calandrado, a través de unos cilindros de presión, en orden a comunicarle uniformidad de espesor para ajustarlo al calibre deseado, penetrando seguidamente, previo reblandecimiento, en un dispositivo de moldeo cuyas superficies operativas confieren a la lámina las pertinentes ondulaciones de acuerdo con el perfil transversal oportuno, disponiéndose de unos medios de…
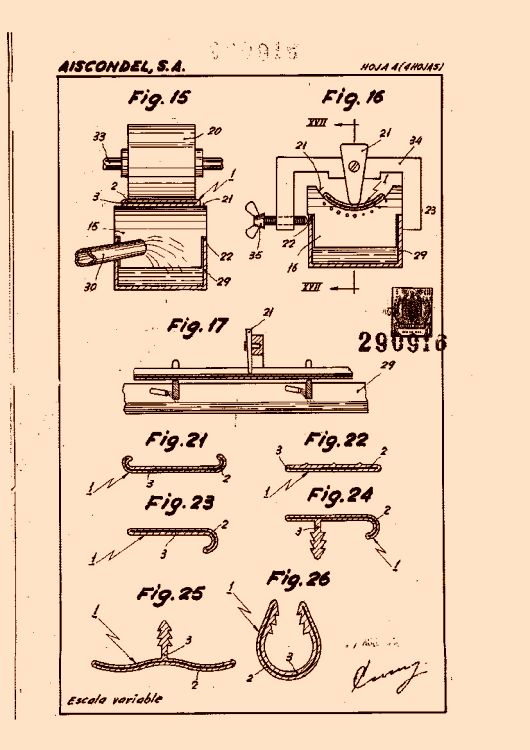
(01/11/1962) Perfeccionamientos en la fabricación de perfiles compuestos, caracterizados por el hecho de que, estando constituídos por una cinta metálica, preferentemente folio de aluminio, recubierta en su totalidad por un material plástico transparente, preferentemente aceetobutirato de celulosa, la cinta, proveniente de un dispositivo almacenador, se caldea en orden a eliminar su humedad, y a disminuir el salto térmico entre la cinta metálica y el material plástico fundido para mejorar la adherencia entre ambos, pasando seguidamente dicha cinta, a través de un cabezal, en comunicación con una máquina de extrusión que proporciona el material plástico fundido exento de humedad por precalentamiento en la misma máquina, por el…
Sección de la CIP Técnicas industriales diversas y transportes
(16/10/1962). Ver ilustración. Clasificación: B21B.
Perfeccionamientos en la fabricación de láminas continuas onduladas transversalmente, caracterizados por el hecho de que en una máquina de extrusión de materia plástica se obtiene una lámina plana continua, la cual, a medida que se va estruendo, pasa a los cilindros de una calandra, de donde, tras pasar por una zona de calefacción, en la que la lámina adquiere el justo grado de plasticidad, ésta se introduce a todo su ancho entre dos series de rodillos, constituyentes de un dispositivo ondulador, dispuestas a manera de bandas sin fin, giratorias en sentidos contrarios, en las que los rodillos de cada serie, dotados de libertad de giro, son equidistantes entre sí y con los de la otra serie, entre los que están recíprocamente intercalados, siendo regulable esta última distanciación en orden a variar la amplitud de la ondulación de la lámina, tras lo cual, y una vez enfriada ésta, se procede a su arrollamiento.
Sección de la CIP Construcciones fijas
(01/02/1962). Ver ilustración. Clasificación: E05C.
Resumen no disponible.
Sección de la CIP Textiles y papel
(01/12/1961). Ver ilustración. Clasificación: D06N3/00.
Resumen no disponible.
Sección de la CIP Textiles y papel
(01/10/1961). Ver ilustración. Clasificación: D06N3/00.
Resumen no disponible.
Sección de la CIP Construcciones fijas
(16/07/1961). Ver ilustración. Clasificación: E04B.
Resumen no disponible.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(16/03/1961). Ver ilustración. Clasificación: F16L.
Resumen no disponible.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(16/03/1961). Ver ilustración. Clasificación: F16L.
Resumen no disponible.
Sección de la CIP Necesidades corrientes de la vida
(16/11/1960). Ver ilustración. Clasificación: A61L.
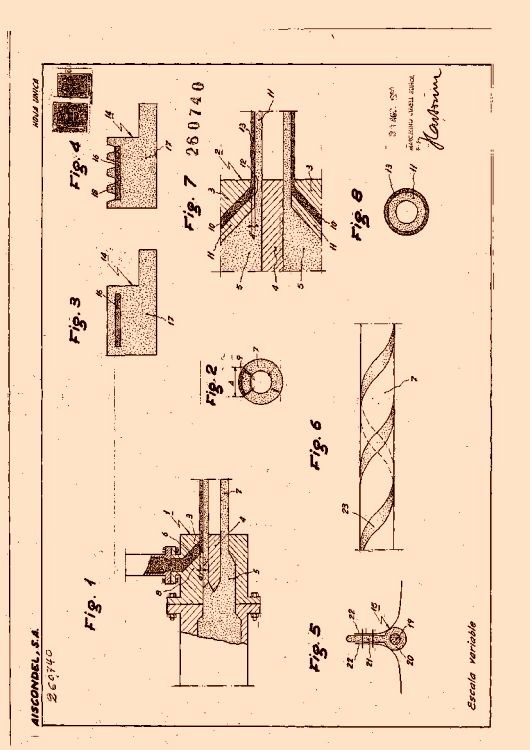
Procedimiento de fabricación de tubos esterilizados, caracterizado porque a medida quie se extruye el tubo, en material termoplástico, se inyecta, en el interior del mismo y a la temperatura de extrusión, aire esterilizado por medio de una conducción que desemboca en el núcleo central de la boquilla de extrusión, llenando constantemente, dicho aire, la totalidad de tubo extruido.
Sección de la CIP Técnicas industriales diversas y transportes
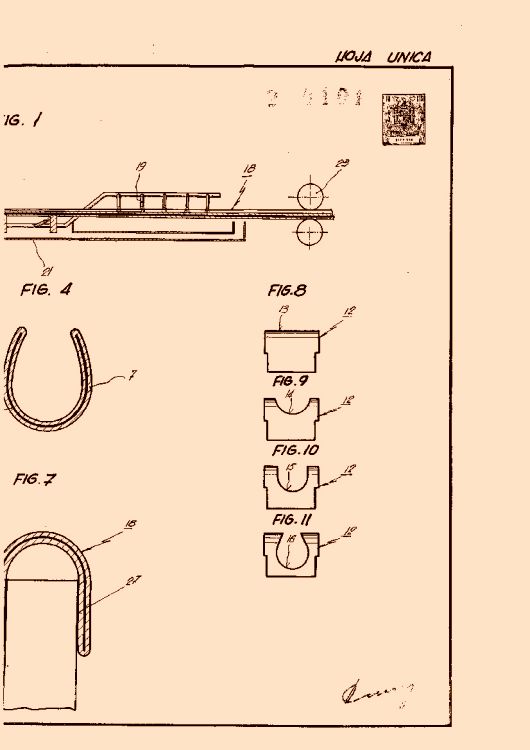
(16/11/1960). Ver ilustración. Clasificación: B21C.
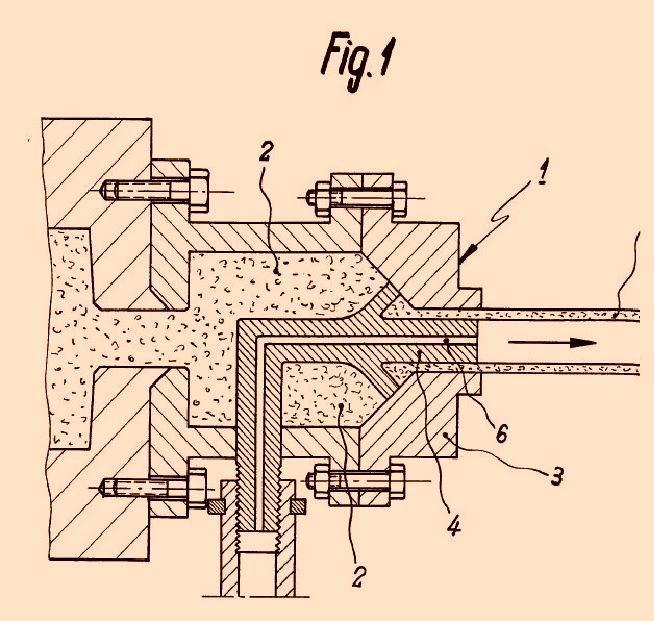
Procedimiento de conformación de acoplamientos de perfiles huecos, caracterizado porque el extremo del perfil de material termoplástico sometido a deformación, es calentado a una temperatura comprendida entre la de plastificación y fluidificación; aislando el interior de dicho extremo del resto del perfil mediante un émbolo y un tapón, una vez introducido dicho extremo en un molde de forma correspondiente a la del acoplamiento, e inyectando, a continuación, un fluido a presión en el interior del extremo estanco.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/1960). Ver ilustración. Clasificación: B21C23/00.
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/1960). Ver ilustración. Clasificación: B65D.
Procedimiento de fabricación de fundas para revestimientos, caracterizado por realizarse en las siguientes fases: extrusión de la funda; calentamiento de dicha funda a temperatura inferior a la de extrusión; inyección de un fluido a presión en su interior en orden a producir su dilatación hasta las dimensiones interiores de un molde limitador en la que es colocado previamente;.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/1960). Ver ilustración. Clasificación: B21C23/00.
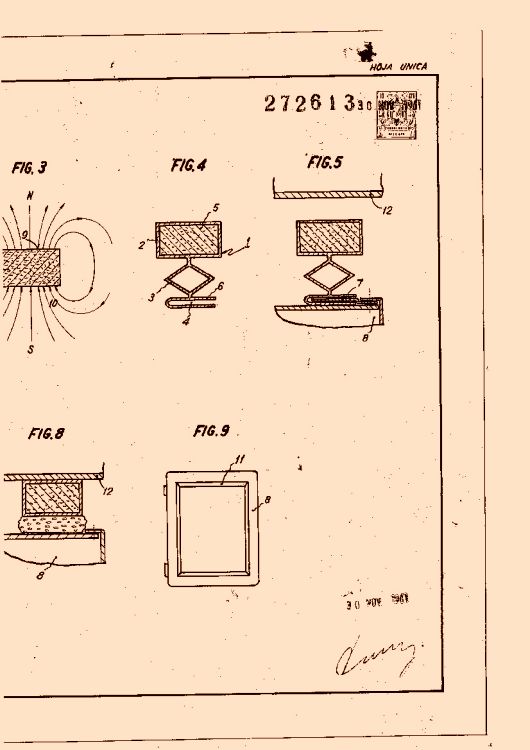
Procedimiento de fabricación de bandas complejas por extrusión, caracterizado porque de acuerdo con él se realiza una aportación de material termoplástico, en estado fluido, sobre una banda flexible, como mínimo, en proceso contínuo, siendo arrastradas dichas bandas a través de la boquilla de estrusión, y resultando una banda prismática primaria que después es sometida a su gradual deformación por doblado según líneas longitudinales, hasta alcanzar el perfil deseado que finalmente, es sometido a refrigeración.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(16/09/1960). Ver ilustración. Clasificación: F16L.
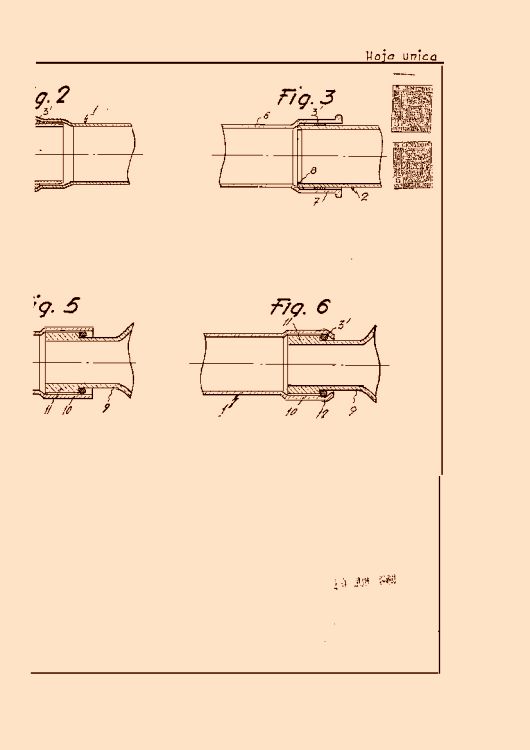
Nuevo sistema de montaje de tuberías acoplables, caracterizado por realizar la unión entre el extremo de un tubo y el consecutivo por medio del alojamiento del extremo de uno de ellos en una expansión cilíndrica del extremo del otro, cuyo diámetro interior es sensiblemente superior al exterior del tubo alojado, estando provista interiormente, dicha expansión, de una regata anular en la cual, formando junta estanca entre ella y el tubo alojado, se encuentra un aro elástico, siendo tal regata susceptible de ser conformada sobre el aro elástico como molde, por calentamiento, y posterior deformación, del cloruro de polivinilo constituyente de la tubería.
Sección de la CIP Construcciones fijas
(01/08/1960). Ver ilustración. Clasificación: E04B.
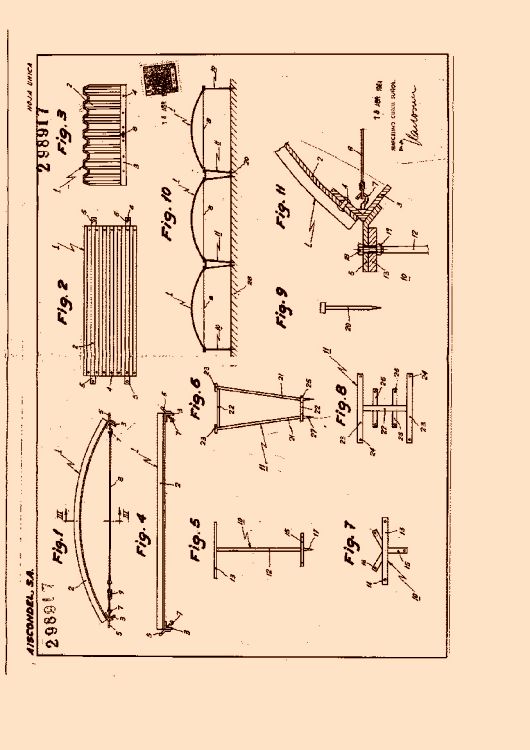
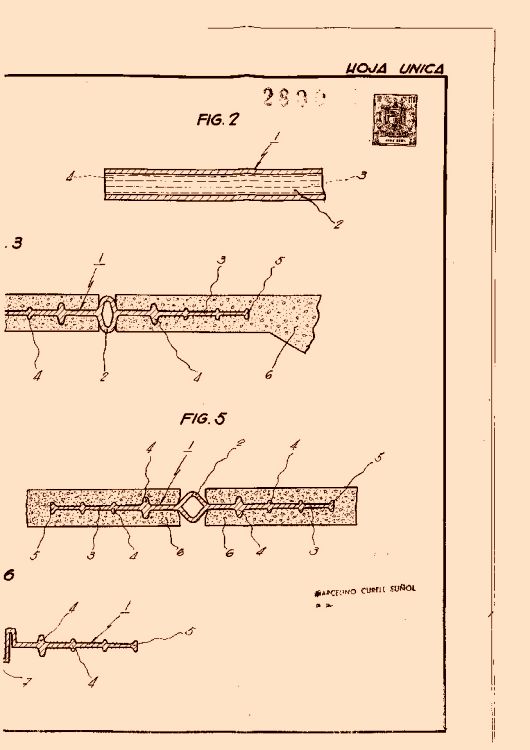
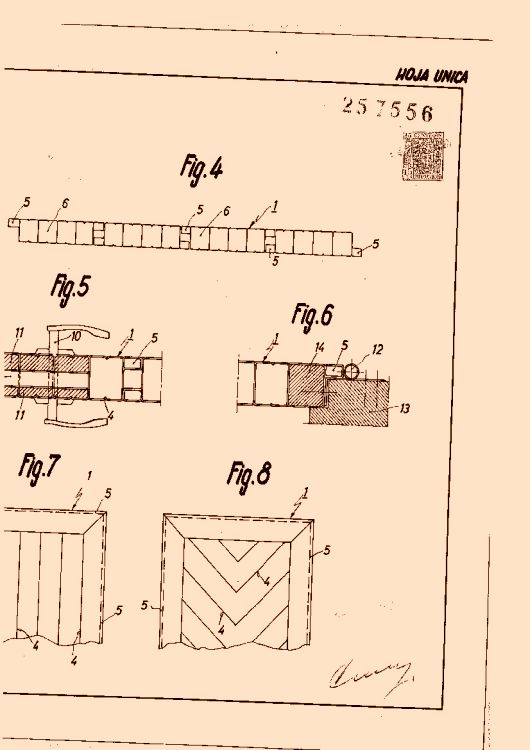
Procedimiento de fabricación de paramentos, caracterizado por realizarse a base de perfiles prismáticos huecos con refuerzos internos, extruídos en longitudes indefinidas en substancias termoplásticas, los cuales están provistos de rebordes longitudinales de unión a los perfiles contiguos en ambos lados, constituyéndose, por unión de varios de dichos perfiles, una superficie continua.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}