CIP-2021 : B24B 5/307 : Soportes de piezas.
CIP-2021 › B › B24 › B24B › B24B 5/00 › B24B 5/307[2] › Soportes de piezas.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[n] desde B24B 1/00 hasta B24B 27/00: - En los grupos B24B 1/00 - B24B 27/00, en lo que se refiere a cristal, los términos "trabajo de muela" y "pulido" se consideran equivalentes.
Notas[g] desde B24B 5/00 hasta B24B 15/00: Trabajo con muela de superficies de formas especiales
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B24 TRABAJO CON MUELA; PULIDO.
B24B MAQUINAS, DISPOSITIVOS O PROCEDIMIENTOS PARA TRABAJAR CON MUELA O PARA PULIR (por electroerosión B23H; tratamiento por chorro abrasivo B24C; grabado o pulido electrolítico C25F 3/00 ); REAVIVACION O ACONDICIONAMIENTO DE SUPERFICIES ABRASIVAS; ALIMENTACION DE MAQUINAS CON MATERIALES DE RECTIFICAR, PULIR O ALISAR.
B24B 5/00 Máquinas o dispositivos para trabajar con muela superficies de revolución de piezas, incluyendo aquéllas que trabajan superficies planas adyacentes; Accesorios a este efecto (B24B 11/00 - B24B 21/00 tienen prioridad; máquinas o dispositivos de acabado que utilizan bloques abrasivos animados de un movimiento a la vez axial y rotativo B24B 33/00).
B24B 5/307 · · Soportes de piezas.
CIP2021: Invenciones publicadas en esta sección.
Procedimiento y dispositivo de rectificado cilíndrico simultáneo sin puntos de varias piezas de trabajo.
(08/10/2019) Procedimiento de rectificado cilíndrico simultáneo sin puntos de varias piezas de trabajo dotadas al menos seccionalmente de simetría de revolución, en el que las piezas de trabajo a rectificar entre al menos una muela de rectificado y al menos una muela de regulación se disponen una tras otra sobre un equipo de apoyo en la dirección de los ejes de rotación de las piezas de trabajo y en el que se inclina en un ángulo de inclinación (α) el eje de rotación de la muela de regulación con respecto a un plano especialmente horizontal que discurre paralelamente a los ejes de rotación de las piezas de trabajo y al eje de rotación de la muela de rectificado, caracterizado por que las piezas de trabajo están dispuestas durante el rectificado con un decalaje en altura…
Procedimiento y rectificadora cilíndrica para el rectificado cilíndrico sin centros.
(15/02/2017) Procedimiento para el rectificado cilíndrico sin centros de piezas de trabajo con un contorno rotacionalmente simétrico, en el que la pieza de trabajo se rectifica mediante un disco rectificador y es apoyado, guiado y frenado en su rotación por un dispositivo de apoyo , y en el que el sentido de movimiento de la superficie circunferencial del disco rectificador y de la pieza de trabajo en el punto de contacto está orientado en la misma dirección, y sólo el disco rectificador es accionado para girar causando por si sólo el accionamiento de giro de la pieza de trabajo , caracterizado porque el disco rectificador se aproxima con efecto de rectificado a la pieza de trabajo en rotación, y una primera y una segunda superficies de contacto están dispuestas…
Rectificadora cilíndrica sin centros y procedimiento para el rectificado sin centros con disco regulable desplazable en altura.
(19/03/2014) Rectificadora cilíndrica sin centros con una rueda rectificadora y un disco regulable (10, 20; 10', 20'), que se pueden asentar lateralmente en una pieza (30, 30'), que se puede sujetar entre estos discos (10, 20; 10', 20') y con una platina (40; 40') de soporte rígida para soportar la pieza (30; 30') dispuesto y dimensionado de tal modo, que un eje (A-30; A-30') de rotación de la pieza (30; 30') y un eje (A-10; A-10') de la rueda (10; 10') rectificadora se hallen en un plano (P; P') común, caracterizada porque un ajuste (D; D') de la altura desacoplado cinemáticamente de la posibilidad de asiento lateral del disco (20, 20') regulable de su eje ( A-20; A-20') de rotación puede…
RECTIFICADORA CILINDRICA SIN CENTROS.
(16/06/2006) Rectificadora cilíndrica sin centros para rectificado pasante y en penetración de piezas cualesquiera , con un primer eje de posicionamiento motorizado XS para un cabezal de rectificado , con una muela de rectificado y un segundo eje de posicionamiento XR motorizado, que transcurre en paralelo al eje de posicionamiento XS para un cabezal de regulación provisto de una muela de regulación , donde los ejes de posicionamiento XS y XR están dispuestos en ángulo recto respecto de los ejes de rotación de la muela de rectificado y de la muela de regulación , y con un asiento de pieza dispuesto básicamente entre el cabezal de rectificado y el cabezal de regulación , donde otro eje de posicionamiento YW, accionado, orientado en ángulo recto…
PROCEDIMIENTO Y DISPOSITIVO PARA EL RECTIFICADO CILINDRICO SIN PUNTA.
(16/07/2005). Ver ilustración. Solicitante/s: ERWIN JUNKER MASCHINENFABRIK GMBH. Inventor/es: JUNKER, ERWIN.
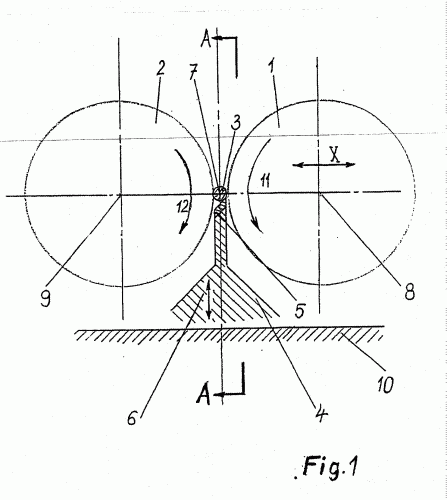
Procedimiento para el rectificado cilíndrico sin punta, en el que la pieza de trabajo simétrica rotatoria se encuentra, durante el proceso de rectificación, entre el disco de rectificar , el disco de regulación y la regla de apoyo y en el que la distancia entre el disco de rectificar y el disco de regulación así como el ajuste de la altura y/o la posición inclinada de la regla de apoyo durante el proceso de rectificación se pueden variar de una manera automática selectiva de conformidad con el proceso de rectificación en curso, caracterizado porque el ajuste de la altura y/o la posición inclinada de la regla de apoyo se controla por medio de un programa de funcionamiento establecido, que tiene en cuenta las modificaciones necesarias para el tipo de pieza de trabajo determinado, se desarrolla en función del tiempo de rectificación y se repite para cada pieza de trabajo individual.
MAQUINA DE MECANIZACION, EN PARTICULAR SUPERACABADO, DE SUPERFICIES CILINDRICAS DE PIEZAS DE REVOLUCION, MEDIANTE UNA BANDA ABRASIVA DE DESPLAZAMIENTO TANGENCIAL.
(16/12/2003). Ver ilustración. Solicitante/s: SOCIETE DES PROCEDES ET MACHINES SPECIALES. Inventor/es: BONACHERA, RICHARD.
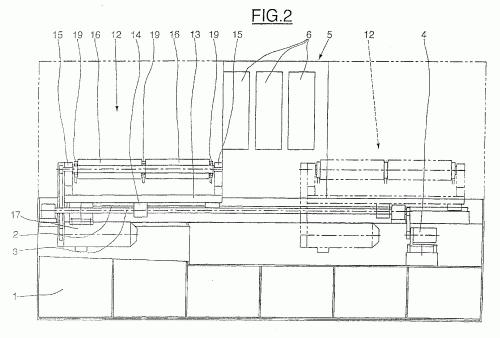
MAQIUNA DE MECANIZADO POR BANDA(S) ABRASIVA(S) DE PIEZAS DE REVOLUCION SOPORTADAS POR AL MENOS UN PAR DE RODILLOS PARALELOS. PARA EL PASO DE LAS PIEZAS BAJO EL (LOS) PUESTO(S) DE MECANIZADO 6, LOS RODILLOS DE SOPORTE 16 ARRASTRADOS EN ROTACION CONSTAN DE UN MOVIMIENTO DE TRASLACION PARALELAMENTE A SUS EJES. PREFERENTEMENTE, LOS RODILLOS 16 ESTAN MONTADOS SOBRE UNA MESA 13 MOVIL EN TRASLACION, QUE PUEDE TAMBIEN LLEVAR MEDIOS DE POSICIONAMIENTO 19 PARA LAS PIEZAS QUE HAY QUE MECANIZAR.
{kind=link}
{kind=link}