CIP-2021 : B21D 35/00 : Procedimientos que combinan los métodos de tratamiento incluidos en los grupos B21D 1/00 - B21D 31/00 (B21D 21/00 tiene prioridad).
CIP-2021 › B › B21 › B21D › B21D 35/00[m] › Procedimientos que combinan los métodos de tratamiento incluidos en los grupos B21D 1/00 - B21D 31/00 (B21D 21/00 tiene prioridad).
Notas[t] desde B21 hasta B32: CONFORMACION
CIP2021: Invenciones publicadas en esta sección.
Canalización tubular longitudinal que incluye un órgano intercalar y procedimientos de montaje y de combadura de una canalización de este tipo.
(13/05/2020) Canalización tubular longitudinal que comprende:
- un tubo externo de transporte de fluido que tiene una porción combada externa ,
- un tubo interno de transporte de fluido, montado en el tubo externo , que tiene una porción combada interna sustancialmente coaxial a la porción combada externa y
- un órgano intercalar , que incluye un cuerpo longitudinal flexible, que está posicionado entre la porción combada interna y la porción combada externa y que se extiende de manera coaxial a dichas porciones combadas , estando el órgano intercalar configurado para transmitir unos esfuerzos de combadura entre dicho tubo externo y dicho tubo interno cuando dicho tubo externo está combado, incluyendo el órgano intercalar unos medios de paso de fluido longitudinal entre el tubo interno y el tubo externo , incluyendo el órgano…
Producto formado en prensa y método para diseñar el mismo.
(01/01/2020). Solicitante/s: NIPPON STEEL CORPORATION. Inventor/es: SAITO, MASAHIRO, ITO, YASUHIRO, NAKAZAWA,YOSHIAKI, OTSUKA,KENICHIRO, YASUYAMA,MASANORI, TOKUNAGA,MASATOSHI.
Un producto formado en prensa que comprende una pieza en bruto a medida compuesta por una pluralidad de láminas de metal unidas por soldadura a tope, en donde
el producto formado en prensa incluye una sección de brida (10d) y un área en forma de arco en la que está abierto un borde periférico interior (14b) en el área de la sección de brida (10d), caracterizado por que
una línea de soldadura (L) de la pieza en bruto a medida se cruza con el borde periférico interior (14b) del área en forma de arco y un borde periférico exterior (14a) del área en forma de arco,
un ángulo (θ) formado por la línea de soldadura (L) y una dirección de deformación principal máxima es de 17 a 84°.
PDF original: ES-2774475_T3.pdf
Chapa de acero metalizada con Al para prensado en caliente y proceso para la fabricación de chapa de acero metalizada con Al para prensado en caliente.
(04/09/2019) Una chapa de acero metalizada con Al usada para prensado en caliente, que comprende: una chapa de acero;
una capa de metalizado de Al o aleación de Al que contiene al menos un 50 % en masa de Al y formada sobre una superficie o ambas superficies de la chapa de acero; y
una capa de revestimiento superficial formada sobre la capa de metalizado de Al o aleación de Al,
en la que la capa de revestimiento superficial contiene un compuesto de zinc, y el compuesto de zinc está depositado sobre la chapa de acero metalizada con Al en una cantidad igual o mayor que 0,3 g/m2 e igual o menor que 1,5 g/m2, como cantidad de zinc metálico para una superficie, y la cantidad de deposición de zinc en cualquier región de 1 mm2 continua es de 1,5 g/m2 o menos,
en la que la cantidad de deposición de zinc en cualquier región continua…
Anillos de matriz con vibración ultrasónica.
(28/08/2019) Una matriz , que comprende:
un anillo de matriz generalmente cilíndrico que comprende una superficie final y que tiene un modo de flexión radial (RB0) de vibración en el que la superficie final oscila entre un estado cóncavo y uno convexo; y
un tubo de montaje coaxial con el anillo de matriz y que se extiende desde la superficie final del anillo de matriz;
caracterizado por que el tubo de montaje se une a la superficie final del anillo de matriz en un radio en el que la amplitud de la oscilación de la superficie final está en un mínimo.
Viga perfilada con una resistencia a la flexión elevada a partir de banda fría así como procedimiento para su fabricación.
(12/06/2019) Procedimiento para la fabricación de una viga perfilada de chapa de acero con una resistencia a la flexión elevada, que presenta al menos una primera área de aplicación de fuerza (40a), en la que al menos están dispuestas una primera y una segunda alma (60a, 60b) que discurren en ángulo con respecto al área de aplicación de fuerza (40a), que se extienden a lo largo de la longitud de la viga perfilada , con las siguientes etapas de procedimiento:
- laminar la banda de acero con un grosor esencialmente constante en grosores diferentes de tal modo que se genera una zona (4a) con grosor de material aumentado asociada a la primera área de aplicación de fuerza (40a) y una primera y una segunda zona (6a, 6b) con grosor de material disminuido que se une a ambos lados a esta zona…
Método para cortar usando un troquel de prensa.
(15/05/2019). Solicitante/s: NIPPON STEEL CORPORATION. Inventor/es: MATSUNO,TAKASHI, YOSHIDA,TOHRU, YASUTOMI,TAKASHI.
Un método de corte que usa una prensa de estampación, comprendiendo el método de corte:
para una pieza de trabajo que comprende una primera chapa de metal y una segunda chapa de metal unidas en una porción de soldadura y una zona afectada por el calor alrededor de la porción de soldadura, colocando la pieza de trabajo en una posición relativa a un punzón y cortando la pieza de trabajo moviendo el punzón y un troquel uno con relación al otro en la posición en la que la pieza de trabajo está situada, para cizallar a lo largo de la porción de soldadura de la pieza de trabajo , caracterizado porque el punzón incluye una porción saliente que sale hacia la pieza de trabajo para que una porción plana del punzón , tal como la porción saliente comience a cortar una o más de la zona afectada por el calor o la porción de soldadura antes de que la porción plana corte la pieza de trabajo.
PDF original: ES-2781212_T3.pdf
Lámina de acero chapado y método de estampación en caliente de una lámina de acero chapado.
(05/03/2019). Solicitante/s: NIPPON STEEL & SUMITOMO METAL CORPORATION. Inventor/es: KUROSAKI,Masao, MAKI,Jun, SUGIYAMA,SEIJI.
Una lámina de acero aluminizado para la estampación en caliente, caracterizada por que comprende una capa aluminizada formada en una cara o en ambas caras de una lámina de acero, donde la capa aluminizada consiste del 3 al 15 % en peso de Si, aluminio e impurezas inevitables y una capa de revestimiento de la superficie superpuesta en la capa o capas aluminizadas, y que contiene al menos ZnO que tiene una estructura cristalina de wurtzita a y opcionalmente un componente de resina y/o un agente de acoplamiento de silano, en donde el contenido de ZnO en la capa de revestimiento de la superficie en cada cara de la lámina de acero es de 0,5 a 7 g/m2 como Zn.
PDF original: ES-2702819_T3.pdf
Sistemas y procedimientos de prensado.
(27/02/2019) Un sistema de prensado para producir componentes estructurales conformados en caliente, comprendiendo el sistema de prensado un cuerpo inferior fijo , un cuerpo superior móvil y un mecanismo configurado para proporcionar una progresión de prensado hacia arriba y hacia abajo del cuerpo superior móvil con respecto al cuerpo inferior fijo, en el que el sistema de prensado comprende además:
una herramienta de enfriamiento configurada para enfriar una chapa previamente calentada que comprende:
troqueles de enfriamiento de acoplamiento superior e inferior , comprendiendo cada troquel de enfriamiento una o más superficies de trabajo que, en uso, están enfrentadas a la chapa, caracterizado…
Método para la fabricación de un componente por conformación de una pletina de acero.
(26/02/2019) Método para la fabricación de un componente por conformación de una pletina de acero a temperatura ambiente, que presenta una alta conformabilidad y sensibilidad reducida a las fisuras de los bordes cortados o estampados mecánicamente en la pletina, en el que la pletina es recortada previamente de una banda o chapa a temperatura ambiente, en el que en algunos casos son realizadas a temperatura ambiente otras etapas de fabricación, como por ejemplo operaciones de estampación o corte, para conseguir escotaduras o perforaciones en la chapa o la pletina, y a continuación la pletina así procesada es conformada a temperatura ambiente en una o varias etapas para obtener un componente, caracterizado por que, independientemente de la conformación en un componente en cualquier momento después del recorte de la pletina y cualesquiera otras operaciones de…
Proceso de fabricación de alta productividad de piezas de acero revestidas y endurecidas con prensa.
(05/12/2018). Solicitante/s: Arcelormittal. Inventor/es: SANADRES, MICHEL, DESSAIN,CHRISTINE.
Plancha o un cuerpo prerrevestido que incluye un sustrato de acero para un tratamiento térmico 1 coronado, sobre, al menos, una parte de al menos una de sus caras principales, de un prerrevestimiento 2, que incluye al menos una capa de aluminio o de aleación de aluminio, coronado, sobre al menos una parte del prerrevestimiento, de una capa polimerizada 3 de un espesor comprendido entre 2 y 30 micrómetros, compuesta por un polímero que no incluye silicio y cuya cantidad de nitrógeno es inferior a un 1 % en peso expresado en comparación con dicha capa, dicha capa polimerizada con pigmentos carbonados en una cantidad comprendida entre un 3 y 30 % en peso, expresada en comparación con dicha capa.
PDF original: ES-2692819_T3.pdf
Tanque estanco y térmicamente aislante que consta de bandas metálicas.
(03/12/2018) Tanque estanco y térmicamente aislante integrado en una estructura portadora, constando la estructura portadora de una pluralidad de paredes portadoras, constando el tanque de una pluralidad de paredes de tanque fijadas cada vez a una pared portadora respectiva, constando una pared de tanque de:
una barrera de aislamiento térmico retenida en la pared portadora, presentando la barrera de aislamiento térmico una superficie de soporte plana paralela a la pared portadora respectiva,
una barrera de estanqueidad soportada por la barrera de aislamiento y constando de una estructura repetida que consta alternativamente de una virola metálica alargada y un ala de soldadura alargada conectada a la superficie de soporte y sobresaliendo con respecto a…
Plancha de acero chapada en Al, método de estampado en caliente de la plancha de acero chapada en Al.
(14/11/2018) Una plancha de acero chapada en Al que comprende:
una plancha de acero;
una capa de chapado de Al que está formada en una superficie o en ambas superficies de la plancha de acero y contiene al menos un 85% o más de Al en masa porcentual, del 3 al 15% de silicio y opcionalmente hierro; y
una capa de recubrimiento superficial que está laminada en la superficie de la capa de chapado de Al y contiene ZnO, uno o más compuestos de potenciación de la lubricidad, y un aglutinante orgánico, en la que el compuesto de potenciación de la lubricidad es un compuesto que incluye uno o más elementos de metales de transición seleccionados entre Ti, Mn, Ni, Cu y Zr,
el compuesto es sulfato de níquel,…
Contenedor y procedimiento para la fabricación de un contenedor.
(02/08/2017). Solicitante/s: MUHR UND BENDER KG. Inventor/es: BERGER, THOMAS.
Contenedor que comprende soportes y revestimientos , fabricándose al menos un elemento de los soportes y de los revestimientos de chapa con un grosor de chapa variable a lo largo de la longitud más larga del elemento, de manera que las secciones finales del elemento presenten un grosor de chapa mayor que al menos una sección intermedia; y presentando el elemento una zona conformada que se extiende en dirección longitudinal del elemento.
PDF original: ES-2643023_T3.pdf
Método para producir un componente de chapa metálica conformado y templado al menos por zonas y herramienta de de temple a presión que permite fabricar tal componente.
(12/07/2017). Solicitante/s: KIRCHHOFF AUTOMOTIVE DEUTSCHLAND GMBH. Inventor/es: LÖCKER,Markus.
Un método para producir un componente de chapa metálica conformado y, al menos por zonas, endurecido, particularmente un componente de chapa de acero , con al menos una perforación producida en el mismo, en cuyo método una pieza elemental es calentada hasta la temperatura de formación, se conforma posteriormente en una herramienta y es endurecida a continuación, al menos por zonas, mediante un temple correspondiente, en donde dicha al menos una perforación en la pieza elemental se produce durante el curso de un proceso de troquelado antes de endurecer la pieza elemental , caracterizado por que la pieza metálica separada de la pieza elemental mediante troquelado se vuelve a alimentar a la perforación , permanece en la misma durante la duración del proceso de temple y solamente se expulsa durante o después de retirar el componente de chapa de acero de la herramienta , en la que está sujetado durante el temple.
PDF original: ES-2640920_T3.pdf
Procedimiento y dispositivo para fabricar una pieza conformada parcialmente templada.
(28/09/2016) Procedimiento para fabricar una pieza conformada metálica parcialmente templada, que comprende los pasos siguientes:
calentar (S10) un semiproducto de una chapa de acero endurecible conformable en caliente a una temperatura de temple;
conformar en caliente (S20) el semiproducto calentado en un dispositivo combinado de conformación en caliente-corte para obtener una pieza conformada tridimensional , presentando el dispositivo combinado de conformación en caliente-corte una parte de útil superior y una parte de útil inferior que se cierran para conformar en caliente el semiproducto ;
recortar…
Sistema de prensado para templado y procedimiento.
(14/09/2016) Un sistema de prensado para la fabricación de componentes estructurales conformados en caliente, comprendiendo el sistema un cuerpo inferior fijo, un cuerpo superior móvil y un mecanismo configurado para proporcionar progresión de prensado hacia arriba y hacia abajo del cuerpo superior móvil con respecto al cuerpo inferior fijo, en el que el sistema comprende:
• una herramienta de enfriamiento configurada para enfriar una chapa previamente calentada que comprende:
- troqueles de enfriamiento de acoplamiento superior e inferior , comprendiendo cada troquel de enfriamiento una o más superficies de trabajo que, en uso, están enfrentadas a la chapa, caracterizado porque
-…
Dispositivo y procedimiento para la producción de una pieza perfilada alargada.
(22/06/2016). Solicitante/s: VOESTALPINE KREMS GMBH. Inventor/es: ROUET,CHRISTIAN.
Procedimiento para la producción de una pieza perfilada alargada , en el que a partir de una banda plana , particularmente una banda metálica, mediante laminado se produce una banda perfilada y la banda perfilada se estampa por secciones, por lo que al menos una sección longitudinal de la banda perfilada se desplaza respecto a por lo menos otra sección longitudinal en una dirección perpendicular a la extensión longitudinal de la banda perfilada , y procedimiento en el que la banda se cantea de tal manera, que tras el estampado las secciones longitudinales desplazadas una contra tengan diferentes secciones transversales , caracterizado porque la banda plana antes del perfilado se cantea de tal manera que mediante el estampado de la banda canteada y perfilada las secciones longitudinales desplazadas una contra otra tengan diferentes secciones transversales.
PDF original: ES-2623818_T3.pdf
Pieza metálica con orientación de deformación controlada.
(11/05/2016). Solicitante/s: AUTOTECH ENGINEERING, A.I.E.. Inventor/es: JONSSON, MARTIN, CAZES, CHRISTOPHE, HASEGAWA, ATSUSHI, GATARD,GREGORY, MIURA,YUSUKE.
Pieza metálica, especialmente diseñada para la realización de un vehículo automóvil, que presenta al menos dos zonas de resistencia mecánica más débil que el cuerpo de la pieza, dispuestas respectivamente a ambos lados de una sección mediana longitudinal (PM) de dicha pieza caracterizada porque dichas al menos dos zonas están situadas de forma alterna en lugares separados longitudinalmente a lo largo de la pieza, sin que dichas zonas sean adyacentes.
PDF original: ES-2633822_T3.pdf
Procedimiento de producción para piezas de chapa de magnesio y aluminio de alta resistencia.
(11/05/2016) Procedimiento de producción para piezas de chapa de magnesio y aluminio de alta resistencia en una fabricación industrial caracterizado por una gran variedad de artículos fabricados, en el que todas las etapas de procedimiento tecnológicas transcurren de manera continua temporizadas unas después de otras así como de manera controlada en una herramienta de múltiples etapas manteniendo temperaturas de trabajo condicionadas por el material de trabajo así como específicas para las piezas y las piezas de chapa producidas en su totalidad pueden descargarse y expulsarse de la herramienta de múltiples etapas en una posición de descarga y expulsión por medio de medios de transporte estructurados de manera específica para las piezas, caracterizado
porque directamente tras desenrollar del rollo la cinta de chapa orientada…
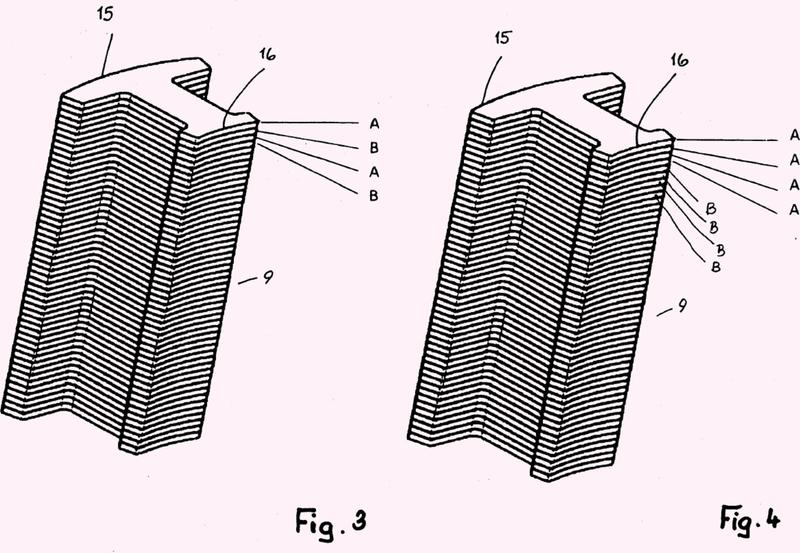
Procedimiento para la producción de productos finales conformados a partir de pilas de láminas.
(06/04/2016). Ver ilustración. Solicitante/s: Kienle + Spiess GmbH. Inventor/es: Bauer,Steffen.
Procedimiento para la producción de productos finales en base a pilas de láminas , en el que a partir de una banda de chapa se troquelan laminas (A, B) sin simetría rotacional, que para conformar la pila de láminas están apiladas en una unidad de rotación y unidas entre sí, estando las láminas (A, B) troqueladas en una carrera de troquelado dispuestas giradas mutuamente dentro de la banda de chapa , caracterizado porque cada lámina o al menos alguna de ellas (A, B) después de la carrera de troquelado mediante una unidad de rotación son giradas en torno a un eje dispuesto fuera de la pila de láminas que conforma un producto final, de modo que las láminas (A, B) dispuestas giradas entre sí tras el troquelado, se encuentran exactamente apiladas en la unidad de rotación para producir el producto final.
PDF original: ES-2576286_T3.pdf
Estación de atemperado para atemperar llantones de chapa.
(27/01/2016). Ver ilustración. Solicitante/s: BENTELER AUTOMOBILTECHNIK GMBH. Inventor/es: ADELBERT,STEFAN, TRIPPE,CARSTEN, WULFES,DIETER, DANGER,ELISABETH.
Estación de atemperado para el atemperado de llantones de chapa y/o componentes de chapa con una herramienta superior y una herramienta inferior y al menos una fuente de atemperado para el calentamiento, estando configurada la fuente de atemperado como fuente de calentamiento por resistencia eléctrica, pudiéndose disponer en la herramienta superior y/o la herramienta inferior placas de atemperado sustituibles para el atemperado conductivo, caracterizada por que la propia placa de atemperado está configurada como resistencia eléctrica, pudiéndose calentar la placa de atemperado a por encima de 1000 grados Celsius.
PDF original: ES-2606204_T3.pdf
Método de fabricación de revestimientos interiores para vasija de presión.
(20/01/2016) Un método para fabricar un revestimiento interior para uso en una vasija de presión, de tal manera que método comprende las etapas de:
(a) Proporcionar una semienvuelta en forma de copa, de aleación de aluminio, con un extremo de corona cerrado y una parte superior abierta, de tal modo que la semienvuelta tiene una región de tambor con paredes más delgadas, una región de extremo (20a) situada en la parte superior abierta, con paredes más gruesas, y una zona de transición intermedia (20b) de un espesor gradualmente estrechado;
(b) Embutir en frío la semienvuelta utilizando un punzón con paredes…
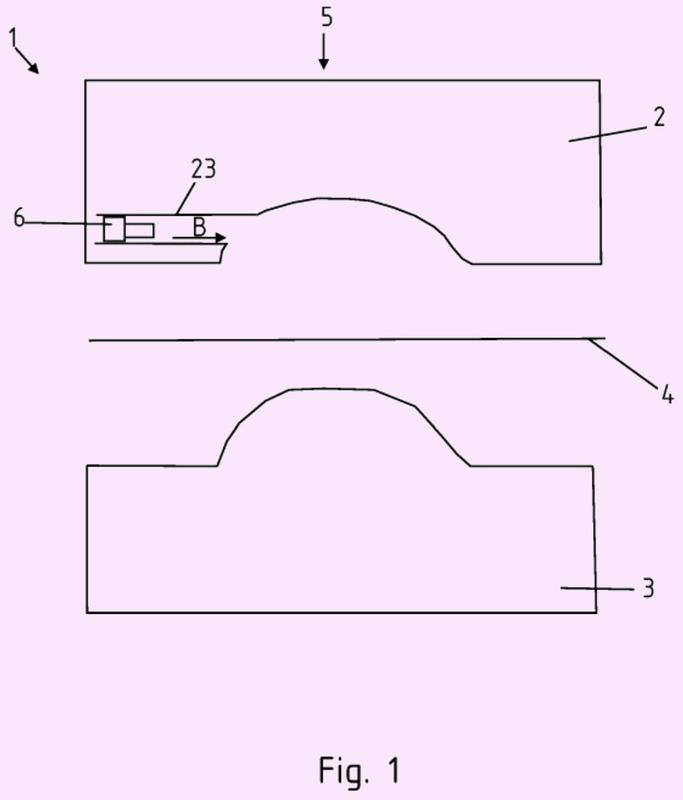
Herramienta de conformación con troquel de perforación.
(20/01/2016). Ver ilustración. Solicitante/s: BENTELER AUTOMOBILTECHNIK GMBH. Inventor/es: FORTMEIER,GÜNTER.
Herramienta de conformación para la conformación por compresión de una pletina , presentando una herramienta superior y una herramienta inferior , quedando al estar la herramienta de conformación cerrada, un espacio hueco de molde entre la herramienta superior y la herramienta inferior y proporcionándose un troquel de perforación desplazable relativamente frente a la herramienta de conformación en una dirección de movimiento (B), el cual puede introducirse al menos en el espacio hueco de molde y estando alojado el troquel de perforación elásticamente con al menos otro grado de libertad de movimiento, estando orientado el grado de libertad de movimiento transversalmente con respecto a la dirección de movimiento (B), caracterizada por que el troquel de perforación está alojado de manera giratoria en una zona de base.
PDF original: ES-2563303_T3.pdf
Procedimiento para la producción de componentes endurecidos en prensa.
(29/04/2015) Procedimiento para la producción de componentes endurecidos en prensa, particularmente componentes de carrocería de vehículos de motor, a partir de una pletina de chapa de acero no endurecida conformable en caliente, en el que la pletina se conforma en caliente y se endurece en una herramienta de prensas dando lugar a un perfil de chapa, fabricándose primeramente una pletina, cuya geometría se corresponde esencialmente a la realización del componente terminado y a continuación, se conforma la pletina en una herramienta de conformado en caliente dando lugar al componente y se endurece en prensa, después de lo cual el componente se provee de un revestimiento de superficie, caracterizado por que el componente se enfría durante el endurecimiento en prensa a una temperatura inferior…
Procedimiento para producir una puerta, una tapa o una pared de un aparato doméstico.
(11/09/2013) Procedimiento para producir una puerta barnizada o una tapa barnizada o una pared barnizada de un aparatorefrigerador y/o congelador, que comprende el paso de la embutición de una chapa barnizada para configurar lapuerta, la tapa o la pared , en donde la chapa presenta una región plana, que forma la cara delantera,respectivamente trasera, de la que al menos una cara se embute de tal modo que discurre formando un ángulo conla región plana, caracterizado porque antes de la embutición se realiza el barnizado de la chapa con la utilización deun barniz húmedo, en donde el barniz húmedo usado presenta una elasticidad tan grande, que se hace posibleincluso en estado de revenido o secado una embutición de la…
PROCEDIMIENTO PARA FABRICAR UNA PIEZA PERFILADA.
(09/04/2013) La invención concierne a un procedimiento para fabricar una pieza perfilada a partir de un semiproducto de acero templable, especialmente una pletina, en el que se calienta el semiproducto hasta la temperatura de austenitización y a continuación se le conforma y bonifica, y en el que se retira al menos un fragmento o trozo del semiproducto por troquelado o corte de este último, a continuación, en lugar del fragmento o trozo, se aporta una pieza preforma plana con un espesor diferente en comparación con el semiproducto y/o hecha de otro material y/o dotada de otras propiedades del material, y se suelda dicha pieza preforma con el semiproducto a lo largo del canto o contorno de contacto de la misma, y seguidamente se realiza el calentamiento, conformación y bonificación de la pieza perfilada completa .
PROCESO DE ELABORACIÓN DE CLAVIJAS CONECTORAS CILÍNDRICAS PARA CONEXIÓN ELÉCTRICA Y CLAVIJAS CONECTORAS ELABORADAS MEDIANTE ESTE PROCESO.
(07/02/2012) Un proceso de elaboración de una clavija conectora cilíndrica para conexión eléctrica caracterizada por las siguientes etapas: a), clasificar, seleccionar una tira de cobre con un ancho de 21-25 mm y grosor de 0,4 - 0,6 mm y ponerla en un alimentador ; b) estampar y estirar, enviar dicha tira de cobre a un troquel progresivo de estiramiento con el citado alimentador para estiramiento progresivo continuo hasta que la clavija conectora cilíndrica semi-terminada (1') se adecue a una especificación; c) cortar el extremo, cortar uniformemente el extremo de la dicha clavija conectora cilíndrica semi-terminada (1') que se adecua a la especificación; d) extrusión que se forma sobre un torno, colocar la dicha clavija conectora cilíndrica semi-terminada (1') con el extremo del corte…
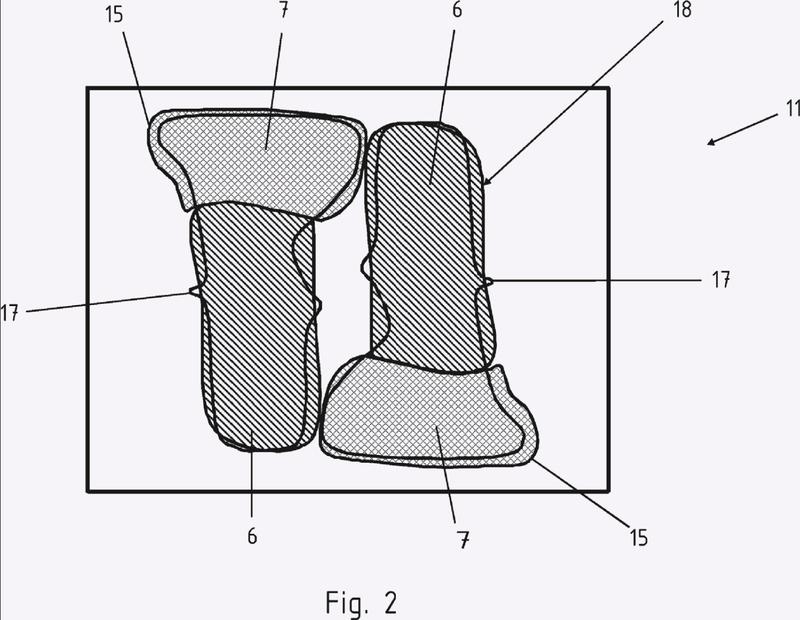
PROCEDIMIENTO DE FABRICACION DE UN SOPORTE DE PATAS PARA SOMIERES Y SOPORTE DE PATAS OBTENIDO.
(03/03/2011) Procedimiento de fabricación de un soporte de patas para somieres y soporte de patas obtenido.El procedimiento consiste en realizar un progresivo troquelado sobre una plancha de acero , hasta conseguir un cuerpo tubular cuyo cierre longitudinal se efectúa por engarce de unas pestañas conformadas en la plancha . El cuerpo tubular obtenido es un cuerpo de pata que incluye dos orejetas entre las que articula una pieza de fijación al somier. El soporte de patas está formado por dos cuerpos de pata unidos mediante tornillos con un travesaño intermedio . Tanto los cuerpos de pata como el travesaño intermedio y las piezas de articulación se obtienen en cada caso por estampado y en una pieza única, con ausencia total…
UTIL PARA RECORTAR Y REBORDEAR PIEZAS DE TRABAJO PLANAS.
(03/11/2010) Útil para recortar y rebordear una pieza de trabajo plana, en especial una pieza embutida, con una primera pieza y una segunda pieza del útil, con un macho y con un pisador entre los que se puede fijar la pieza de trabajo y con una mordaza de corte y de rebordeado, desplazable con relación a la pieza de trabajo fija en una dirección (l) de trabajo, con un elemento antagonista de corte asignado a ella en el que asienta la pieza de trabajo durante el proceso de corte y que es soportado por el elemento soporte, con el que el elemento antagonista de corte puede ser desplazado, una vez realizado el proceso de corte, acoplado…
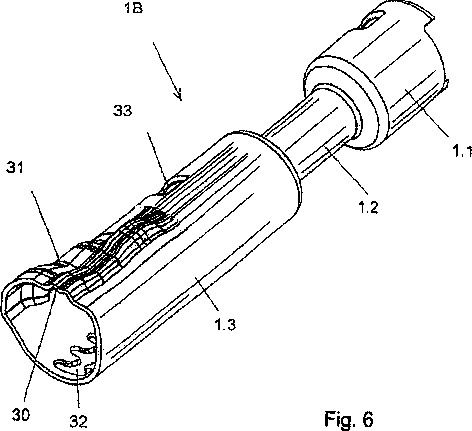
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE COMPONENTES.
(18/11/2009). Ver ilustración. Solicitante/s: FISCHER HYDROFORMING CHEMNITZ GMBH & CO. KG. Inventor/es: SCHULZE, BERND, JURASCHEK, PETER.
Procedimiento para la fabricación de un componente (1B) empleando una pieza de trabajo de partida (1A) que está provista de una cavidad y que presenta una pared con una superficie interior y una superficie exterior , en donde la pieza de trabajo de partida (1A) es convertida en una preforma (1V) en una primera operación de conformación ejecutada en una herramienta de conformación a alta presión interna (IHU) y a continuación la preforma (1V) es transformada en la forma requerida del componente (1B) en una segunda operación de conformación realizada en una herramienta de conformación por medio de un procedimiento de conformación que actúa sobre la superficie exterior en dirección a la cavidad de la preforma (1V), caracterizado porque un macho de apoyo encaja en la preforma (1V) durante la segunda operación de conformación.
PROCEDIMIENTO PARA EL PUNZONADO Y PLEGADO DE PLANCHAS PARA MAQUINAS DE OFFSET.
(01/05/2008). Ver ilustración. Solicitante/s: DECOPRES INDUSTRIAL 2004, S.L. Inventor/es: LA HABA VAZQUEZ,JOSE MANUEL, LIZOAIN GOÑI,FERNANDO, VELASCO GARCIA,KOLDO JOSU, FERNANDEZ FERNANDEZ,JOSE, MARTINEZ ITURMENDI,JOSE LUIS.
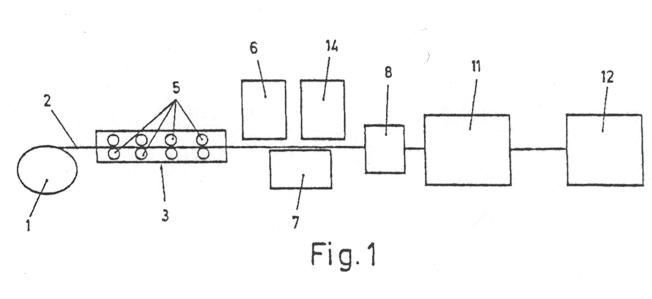
Procedimiento para el punzonado y plegado de planchas para máquinas de offset que consiste en un módulo de recepción de producto, un módulo de lectura de códigos de producto, un módulo gestor , un centro de punzonado y plegado, un módulo de visión artificial y un apilador múltiple de producto acabado.
PROCESO DE FABRICACION DE PERFILES TAPAJUNTAS.
(01/10/2007). Ver ilustración. Solicitante/s: MURO BAGLIETTO,JULIO. Inventor/es: MURO BAGLIETTO,JULIO.
Proceso de fabricación de perfiles tapajuntas, mediante el cual se realizan los tapajuntas en una sucesión de operaciones consecutivas, a partir de una alimentación de suministro continuo de una pletina a procesar, hasta la envoltura final de los tapajuntas formados, los cuales, se determinan por corte de la pletina mediante una troqueladora en tramos que comprenden a los tapajuntas provistos con una conformación extrema para el colgado de exposición.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}