CIP-2021 : B22D 23/00 : Procedimientos de colada no previstos en los grupos B22D 1/00 - B22D 21/00 (fabricación de polvos metálicos por colada B22F 9/08;
soldadura aluminotérmica B23K 23/00; refusión de metales C22B 9/16).
CIP-2021 › B › B22 › B22D › B22D 23/00[m] › Procedimientos de colada no previstos en los grupos B22D 1/00 - B22D 21/00 (fabricación de polvos metálicos por colada B22F 9/08; soldadura aluminotérmica B23K 23/00; refusión de metales C22B 9/16).
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B22D 11/00 hasta B22D 27/00: Procedimientos especiales de colada; Máquinas o aparatos ad hoc
B22D 23/02 · Colada directa o colada en chorro.
B22D 23/04 · Moldeo por inmersión (inmersión en caliente o procedimientos de inmersión para aplicar un revestimiento en estado fundido sin afectar a la forma de la pieza C23C 2/00).
B22D 23/06 · Fusión del metal, p. ej. partículas metálicas, dentro del molde.
B22D 23/10 · · Colada bajo escoria electroconductora.
CIP2021: Invenciones publicadas en esta sección.
(01/03/2019). Solicitante/s: GIMENEZ BLASCO, Maria. Inventor/es: GIMENEZ BLASCO,Maria.
El equipo de moldeo comprende al menos un bastidor con una tapa destinada a fijar una primera parte de un molde y con una mesa , configurada para poder unirse a la tapa , y destinada a fijar una segunda parte de dicho molde entre los que se conforma una pieza. El equipo comprende un mecanismo de volteo con un raíl curvo , unida al menos a la tapa o a la mesa , y con posibilidad de rotación, y con una corona , montada sobre el raíl curvo y vinculada a un motor mediante el que se acciona su movimiento. El raíl curvo está montada sobre unos elementos de apoyo dispuestos en el bastidor en puntos del perímetro exterior de la corona por lo que no es necesario un eje físico para voltear el molde.
PDF original: ES-2702527_A1.pdf
Procedimiento y dispositivo para la fundición de una pieza de fundición.
(27/02/2019) Procedimiento para la fundicion de una pieza de fundicion de acuerdo con el principio de fundicion basculante, en el que el metal fundido se vierte desde por lo menos un recipiente de colada basculante en un molde de fundicion con un espacio hueco de molde que refleja la forma de la pieza de fundicion, y en el que el por lo menos un recipiente de colada y el molde de fundicion en una primera etapa se disponen de manera mutuamente adyacente, caracterizado por que en una etapa siguiente se apacigua el bano de metal fundido , situandose el por lo menos un recipiente de colada y el molde de fundicion…
Procedimiento de formación de un tubo sin soldadura de titanio y/o de aleaciones de titanio.
(02/01/2019) Un procedimiento de formación de secciones de tubo de titanio o de aleación de titanio sin soldadura, comprendiendo el procedimiento las etapas de:
(a) disponer un sustrato para formar un tubo , y un manguito de una sección de tubo en el sustrato , teniendo la sección de tubo un extremo desde el que sobresale el sustrato .
(b) pulverizar partículas de titanio o de aleación de titanio, en general en paralelo a un eje longitudinal del sustrato , para impactar en una cara de extremo del extremo y hacer que las partículas se unan a, y se acumulen en la cara de extremo del tubo para formar el tubo ; y
(c) aplicar una fuerza de compresión a la cara de extremo del tubo para desplazar el tubo formado longitudinalmente con respecto al sustrato con el fin de extraer el tubo…
Dispositivo y su uso, así como canal de colada para la colada por basculamiento de componentes.
(07/06/2017). Solicitante/s: KSM CASTINGS GMBH. Inventor/es: LANGE,UWE, OPPELT,HOLGER, STRUBE,ANDREAS.
Dispositivo para la colada de componentes, preferentemente de metal ligero, según el principio de la colada por basculamiento, con un molde de colada que puede bascular alrededor de su eje longitudinal , un canal de colada dispuesto en la dirección longitudinal del molde de colada en este, cuyo lado longitudinal orientado hacia el molde de colada presenta al menos dos salidas a la cavidad de molde o respectivamente al menos una salida a al menos dos cavidades de molde dispuestas una al lado de la otra y que no tienen ninguna comunicación de fluidos entre sí, presentando el canal de colada una división que está realizada de tal modo que en el momento del basculamiento del molde de colada junto con el canal de colada fluyen volúmenes predeterminados de masa fundida de colada a través de las salidas , estando prevista entre las salidas en el interior del canal de colada una limitación para la división , descendiendo la limitación respectivamente hacia las salidas.
PDF original: ES-2635690_T3.pdf
Procedimiento para la colada de una pieza de fundición.
(09/11/2016) Procedimiento para la colada de una pieza de fundición según el principio de colada por basculamiento, en el que una masa fundida metálica se trasvasa desde al menos un recipiente de colada basculante a un molde de colada con una cavidad de molde que reproduce la pieza de fundición, en donde la masa fundida metálica se saca directamente de un horno de achique con el recipiente de colada , se forma una película de óxido metálico en el recipiente de colada , en la superficie de la masa fundida metálica , y el recipiente de colada que contiene la masa fundida metálica y la película de óxido metálico que flota sobre ella es conducido hasta el molde de colada y se trasvasa la masa fundida metálica del recipiente de colada al molde de colada , mediante un giro conjunto del recipiente de colada y el molde…
Procedimiento para la producción de piezas de fundición por medio de una técnica de fundición a partir de una masa fundida de metal.
(12/10/2016) Procedimiento para la producción de piezas de fundición mediante la técnica de fundición a partir de una masa fundida de metal utilizando
- un molde de fundición dispuesto en una máquina de fundición (G) de manera que puede pivotar alrededor de un eje de pivotado con orientación horizontal (HS), que define un espacio interior hueco del molde que refleja la respectiva pieza de fundición que se va a fundir, y que presenta
- una tapa que limita el espacio interior hueco del molde por uno de sus lados, en la que está prevista por lo menos una abertura de llenado para introducir la masa fundida de metal (S) dentro del espacio interior hueco del molde ,
- una pared lateral de referencia que topa con la tapa , y que limita el espacio interior…
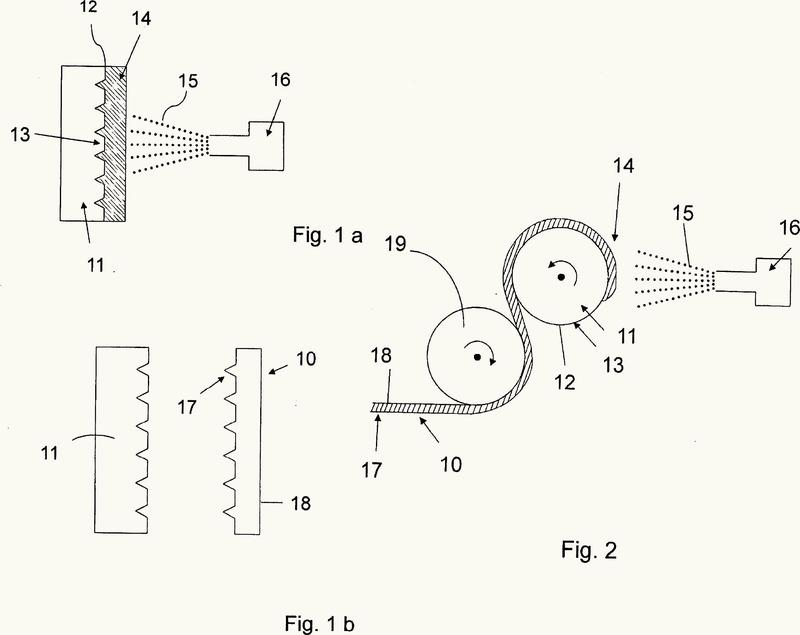
Lámina de reducción de la fricción y procedimiento para su fabricación.
(02/03/2016). Ver ilustración. Solicitante/s: Airbus Defence and Space GmbH. Inventor/es: GAMMEL,FRANZ, ROHR,OLIVER.
Procedimiento para la fabricación de una lámina metálica de reducción de la fricción por medio de estructura estratificada, en el que la lámina de reducción de la fricción está constituida por la realización al menos una vez de las siguientes etapas, que comprende:
- preparación de un molde de referencia , que presenta sobre al menos una superficie una estructura que corresponde a una forma negativa de al menos una estructura de reducción de la fricción ;
- aplicación de al menos una sección de capa de un polvo metálico sobre la al menos una superficie del molde de referencia de tal manera que la al menos una sección de capa se forma como material metálico;
- desprendimiento de la al menos una sección de capa desde el molde de referencia , de manera que se forma la lámina metálica de reducción de la fricción , que presenta sobre al menos una superficie una estructura lámina de reducción de la fricción.
PDF original: ES-2575243_T3.pdf
Procedimiento de producción de un componente de motor y componente de motor.
(30/11/2015) Procedimiento de producción de un componente de motor, en particular de un émbolo para un motor de combustión, en el que se cuela una aleación de aluminio en el procedimiento de colada en coquilla por gravedad,
en el que la aleación de aluminio está compuesta por los siguientes elementos de aleación:
silicio: del 6% en peso al 10% en peso, opcionalmente del 8,5% en peso al 10% en peso,
níquel: del 1,2% en peso al 2% en peso,
cobre: del 8% en peso al 10% en peso,
magnesio: del 0,5% en peso al 1,5% en peso,
hierro: del 0,1% en peso al 0,7% en peso, opcionalmente del 0,4% en peso al 0,6% en peso manganeso: del 0,1% en peso al 0,4% en peso,
circonio: del 0,2% en peso…
Procedimiento para fundir un material, molde de fundición para fundir un material, así como uso de un molde de fundición para fundir una pieza de fundición.
(25/11/2015) Procedimiento para fundir un material llevando al mismo a un estado fluido mediante calentamiento e introducción en un molde de fundición de acuerdo con el principio de gravedad, caracterizado por que la introducción del material en la cavidad del molde de fundición se realiza desde abajo de acuerdo con el principio de la fundición a sifón, introduciéndose el material, visto en la dirección de flujo del mismo, en primer lugar en una cubeta de colada de un canal de colada, después a través del canal de colada, después a través de un espacio de almacenamiento situado delante de la cavidad y dispuesto por debajo de la misma y desde allí fluye a la cavidad,…
Aparato de colada de aleación.
(10/12/2013) Un aparato de colada que permite el flujo y alimentación por gravedad de aleación en una operación decolada, en el que el aparato tiene una vasija de suministro para mantener un suministro de aleación , unhorno en el cual está contenida la vasija , y en el que se puede calentar la vasija para mantener elsuministro de aleación a una temperatura de colada adecuada, un molde montado lateralmente por fuera de lavasija en relación con el horno , un conducto que proporciona comunicación entre la vasija y el molde , y medios para inclinar de modo reversible un conjunto que incluye el horno , la vasija y elmolde alrededor de un eje horizontal X para permitir o impedir el flujo de aleación desde la vasija a unacavidad del molde definida por el molde ; caracterizado…
Procedimiento de moldeo por fusión e instalación de moldeo para llevar a cabo el procedimiento.
(23/10/2013) Procedimiento de moldeo por fusión para producir una pieza moldeada con una matriz ,donde
• la masa fundida a verter se introduce en un recipiente ;
• después de llenar el recipiente con la masa fundida a verter, la matriz se mueve sobre elrecipiente ;
• el recipiente se une de forma hermética con la matriz ;
• la matriz y el recipiente giran conjuntamente, de modo que la masa fundida fluye desde elrecipiente a la matriz ;
• la matriz y el recipiente se separan entre sí; y
• la pieza moldeada se extrae de la matriz .
Procedimiento para colar una pieza colada a partir de una masa fundida de metal.
(11/09/2013) Procedimiento para colar una pieza colada (G) a partir de una masa fundida de metal (M), que comprende lassiguientes etapas:
a) proporcionar un molde de colada (F), montado en un bastidor giratorio, que comprende una cavidad demoldeo (H) que conforma la pieza colada (G), un sistema de alimentación para alimentar la cavidad demoldeo (H) con masa fundida de metal (M) y un canal de vertido , a través del cual el sistema dealimentación puede llenarse con masa fundida de metal, en el que el sistema de alimentación estádispuesto en relación con la cavidad de moldeo del molde de colada (F) de tal modo que, con el molde de colada(F) girado hasta una posición de llenado, el llenado de la cavidad de moldeo (H) con la masa fundida de metal(M) tiene lugar a través del sistema de alimentación en contra de la dirección de acción de la gravedad,…
Método de preparación de una estructura metálica adecuada para el procesamiento de metal semisólido.
(17/05/2013) Método para la formación de un metal o aleación semisólidos que tiene estructuras de granos no dendríticos, queutiliza burbujas de gas, que comprende:
una primera etapa de calentamiento del metal o la aleación por encima de la temperatura de fusión de las mismaspara disponer de un metal o aleación líquidos;
una segunda etapa de circulación de burbujas de gas a través, como mínimo, de un medio sólido insertado en dichometal o aleación líquidos o dispuesto en los mismos, enfriando de este modo dicho metal o aleación líquidos hastauna temperatura por debajo de dicha temperatura de fusión de los mismos, mientras se agita dicho metal o aleaciónlíquidos con las burbujas de gas y se forman fracciones sólidas en las mismas;…
PROCEDIMIENTO Y DISPOSITIVO DE COLADO MEDIANTE ROTACION.
(01/08/2006) Procedimiento de colado mediante rotación en el que un molde para colado incluye una abertura lateral del molde , se encuentra orientado hacia la parte superior y está instalado sobre un zócalo y, el molde para colado terminado es girado con el zócalo unos 180º alrededor de un eje de rotación horizontal , de manera que la abertura lateral del molde se encuentre orientada hacia la parte inferior, un recipiente de colado , que incluye una abertura lateral girada hacia la parte superior, está lleno de masa fundida para un ciclo de colado y, el recipiente de colado lleno de masa fundida es unido, de forma hermética, por su abertura lateral a la abertura lateral del molde , orientado hacia la parte inferior del molde para colado , el molde para colado es girado con el recipiente de colado unido a unos 180º alrededor…
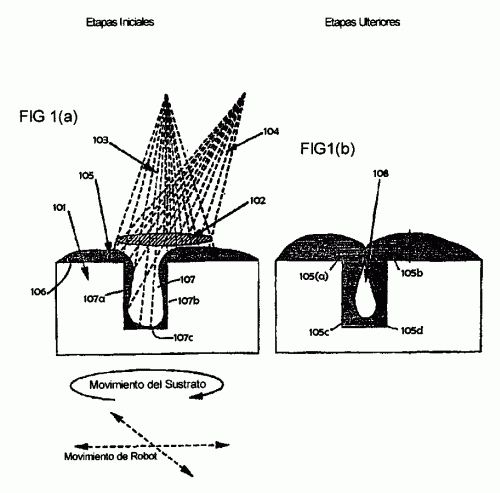
PROCEDIMIENTO DE DEPOSITO POR PULVERIZACION.
(01/05/2006). Ver ilustración. Solicitante/s: SPRAYFORM HOLDINGS LIMITED FORD GLOBAL TECHNOLOGIES, INC. Inventor/es: ROCHE, ALLEN, DENNIS, JORDAN, RICHARD, MICHAEL, BETTS, JONATHAN, GRANT, PATRICK, NEWBERY, PIERS.
Un procedimiento para producir un molde, matriz, herramienta metálica u otro cuerpo de grosor significativo o un revestimiento, comprendiendo el procedimiento dirigir una pulverización que comprende gotitas metálicas fundidas llevadas por un gas propulsor hacia una superficie de objeto de un substrato o diseño para acumular un depósito metálico o revestimiento que comprende el molde, herramienta, matriz, cuerpo o revestimiento de la superficie del objeto o diseño, en el que en una o más etapas predeterminadas durante la pulverización se pulverizan gotitas de un tamaño distribuido alrededor de una media gausiana de 200 micras y por encima y en una o más de otras etapas se pulverizan gotitas que tienen un tamaño por debajo de 150 micras y en el que las gotitas mayores son pulverizadas inicialmente sobre la superficie del objeto del substrato o diseño.
MOLDE DE FUNDICION, QUE ABARCA UNAS PIEZAS DE MOLDE EXTERIORES Y MACHOS DE MATERIAL DE MOLDE INTRODOCIDOS EN EL.
(16/05/2005). Ver ilustración. Solicitante/s: VAW MANDL & BERGER GMBH. Inventor/es: WILLFORT, PETER, BOHN, HORST.
Molde de fundición, que abarca piezas de molde exteriores, machos interiores colocados dentro, hechos de material de molde y un macho de tapa que lo cierra, de material de molde, - donde las superficies del molde exterior y las superficies de los machos interiores y del macho de tapa forman entre sí un hueco de molde, - donde los machos internos están colocados en múltiples capas uno encima de otro y están tensados en un flujo de fuerza continuo entre las piezas de molde exterior y el macho de tapa de cierre , - donde las piezas de molde exterior abarcan una placa de base que está unida de modo mecánico en relación con las piezas laterales móviles , y - donde el molde de fundición está colgado de modo giratorio alrededor de un eje horizontal.
PROCEDIMIENTO DE FABRICACION DE UNA PIEZA METALICA, TAL COMO UNA PARTE DE RUEDA DESTINADA A LA RODADURA DE UN VEHICULO, Y UNA RUEDA DE ESTA CLASE.
(16/04/2005) Procedimiento de fabricación de una rueda metálica destinada al rodaje de un vehículo, comprendiendo la citada rueda un disco de rueda y una llanta , o de una parte de rueda , estando constituida la citada parte de rueda por un disco metálico de rueda o por una llanta metálica , comprendiendo el citado procedimiento, en una etapa inicial , el conformado de la citada rueda o parte de rueda por medio de un material metálico que presenta una estructura tixotropa y un estado semisólido, caracterizado porque comprende, además, las etapas posteriores siguientes: (i) se somete la citada rueda o parte de rueda , conformada después de la etapa inicial, a una etapa de matrizado , de tal modo que la temperatura en el núcleo de la citada rueda…
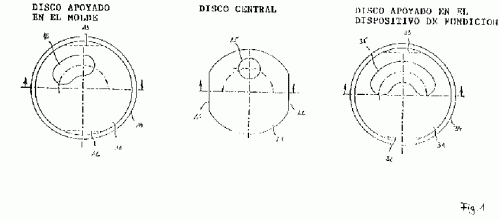
NUEVO PROCEDIMIENTO DE COLADA CENTRIFUGADA VERTICAL PARA CILINDROS DE LAMINACION PERMITIENDO OBTENER UNA UNION SANA Y SIN POROSIDADES ENTRE LA CAPA EXTERNA EN ACERO RAPIDO Y LA FUNDICION NODULAR DEL NUCLEO.
(01/10/2004). Solicitante/s: WERQUIN, JEAN-CLAUDE. Inventor/es: WERQUIN, JEAN-CLAUDE.
Procedimiento de colada centrifugada vertical de cilindro de laminación bimetalito con capa de acero rápido con alto contenido en carbono caracterizado en que la colada del metal del núcleo no se hace hasta que la solidificación de todos los eutécticos de la capa no sea completa, se cuela un primer secundario en fundición, a una temperatura muy elevada y una cantidad pequeña, cuando la temperatura del primer secundario es igual a la de su liquidus aumentada en 130ºC a 230ºC, y en la que la temperaturas de los otros secundarios dos y tres, en fundición nodular, es igual a la de su liquidus común aumentada en 40ºC a 60ºC.
(16/06/2004). Solicitante/s: FEDERAL-MOGUL BURSCHEID GMBH. Inventor/es: FISCHER, MANFRED, MULLER, MARKUS, DIPL.ING., TRUBENBACH, WERNER, GIBBELS, FRANZ-JOSEF, DIPL.-ING., GIDEL, PETER.
Procedimiento para la fabricación de una camisa de cilindro para su empleo en el orificio de cilindro de un bloque motor por medio de una inyección térmica de material de inyección en un mandril rotatorio que sirve como cuerpo de molde, caracterizado porque en primer lugar el mandril que sirve como cuerpo de molde rota de forma constante con respecto al útil de inyección, de forma que al inyectar se crea una capa con espesor de pared constante, definida y porque a continuación el mandril rota de forma periódicamente no constante con respecto al útil de inyección, de modo que en diferentes puntos perimetrales se forman refuerzos (3, 3, 3, 3) de los espesores de pared.
ALEACIONES DE SILICIO PARA ENCAPSULADO ELECTRONICO.
(01/03/2002). Solicitante/s: OSPREY METALS LIMITED. Inventor/es: LEATHAM, ALAN, GEORGE, OGILVY, ANDREW, JOSEF, WIDAWSKI, ELIAS, LUIS.
SE DESCRIBE UN METODO DE PRODUCCION DE UNA ALEACION BASADA EN SILICIO QUE INCLUYE FUNDIR UNA ALEACION DE SILICIO QUE CONTENGA MAS DEL 50 % EN PESO DE SILICIO Y PREFERENTEMENTE QUE INCLUYA ALUMINIO. LA ALEACION FUNDIDA SE ATOMIZA ENTONCES EN UN GAS INERTE PARA PRODUCIR POLVO O UN DEPOSITO FORMADO POR ATOMIZADO EN EL QUE EL SILICIO FORMA UNA FASE SUSTANCIALMENTE CONTINUA HECHA EN SU MICROESTRUCTURA DE FINOS CRISTALES ORIENTADOS AL AZAR. LA ALEACION PRODUCIDA POR EL METODO TIENE UNA APLICACION PARTICULARMENTE UTIL EN MATERIALES PARA ENCAPSULADO ELECTRONICO Y UN EJEMPLO TIPICO INCLUYE UNA ALEACION DE 70 % EN PESO DE SILICIO Y 30 % EN PESO DE ALUMINIO. TAL ALEACION ES UN MATERIAL DE CONSTRUCCION QUE, POR EJEMPLO, ES MECANIZABLE.
INCORPORACION DE PARTICULAS CERAMICAS EN UNA MATRIZ A BASE DE COBRE PARA FORMAR UN MATERIAL COMPUESTO.
(01/04/2000). Solicitante/s: WIELAND-WERKE AG. Inventor/es: ASHOK, SANKARANARAYANAN.
UN METODO PARA FUNDIR UNA BANDA COMPUESTA BASADA EN COBRE (A) QUE INCLUYE PARTICULAS DE CERAMICA DE SEGUNDA FASE. SE VACIA POR PULVERIZACION UN CHORRO DE COBRE FUNDIDO O DE UNA ALEACION BASADA EN COBRE (C) QUE CONTIENE UN ELEMENTO REACTIVO EUTECTICO CON PARTICULAS DE CERAMICA DE SEGUNDA FASE QUE SE INYECTAN EN EL CHORRO DE MATERIAL VACIADO POR PULVERIZACION ANTES DE DEPOSITARLO EN UN SUSTRATO MOVIL . EL ELEMENTO REACTIVO EUTECTICO SE DIFUNDE POR LAS PARTICULAS DE CERAMICA Y PROPORCIONA UN BUEN ENLACE ENTRE LA MATRIZ BASADA EN COBRE Y LAS PARTICULAS DE CERAMICA DE SEGUNDA FASE. LAS PARTICULAS DE CERAMICA SE PUEDEN SELECCIONAR DEL GRUPO QUE CONSISTE EN OXIDOS, BORUROS, NITRUROS, CARBUROS Y MEZCLAS DE LOS MISMOS. LOS MATERIALES REACTIVOS EUTECTICOS PUEDEN INCLUIR ZIRCONIO, CROMO, TITANIO, ALUMINIO Y MAGNESIO.
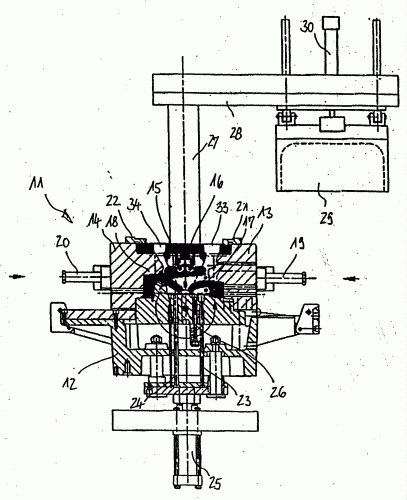
PROCEDIMIENTO Y DISPOSITIVO PARA EL COLADO DE COMPONENTES.
(16/07/1999). Solicitante/s: KAHN, FRIEDHELM, PROF. DR.-ING. Inventor/es: KAHN, JOACHIM, KAHN, FRIEDHELM.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO Y UN DISPOSITIVO PARA LA FUNDICION DE COMPONENTES DE ALEACIONES METALICAS SEGUN EL PRINCIPIO DE FUNDICION INCLINADA, DONDE UNA CANTIDAD DE COLADA SE DOSIFICA PARA LA FUNDICION SIENDO EXTENDIDA SOBRE LA SECCION TRANSVERSAL DE UNA PUERTA GRANDE SIN TURBULENCIAS A PARTIR DEL RECIPIENTE DE COLADA DE MOLDE DENTRO DEL MOLDE MEDIANTE GIRO DEL DISPOSITIVO DE FUNDICION. PARA PREVENIR LA FORMACION DE OXIDO Y LOS PUNTOS ESTRUCTURALES DEBILES, LA COLADA SE TOMA A PARTIR DE UN HORNO DE DOSIFICACION BAJO UN GAS DE PROTECCION EN UN RECIPIENTE DE COLADA CONECTADO AL MOLDE Y TOMANDOLO DE AQUI HASTA EL MOLDE TAMBIEN BAJO UN GAS DE PROTECCION. LA COLADA SE ENDURECE BAJO PRESION DE GAS INCREMENTADA SOBRE LA REGION DE ALIMENTACION DE LA FUNDICION, DONDE SE MEJORAN SUS PROPIEDADES CON UNA ESTRUCTURA DENSA, DE GRANO FINO, ALTA ESTABILIDAD Y CARGA ASI COMO SUPERFICIES DIMENSIONADAS DE FORMA PRECISA, SIENDO LA MEJORA CONSIDERABLE.
PROCEDIMIENTO DE LLENADO DE UN MOLDE DE FUNDICION.
(01/07/1998). Ver ilustración. Solicitante/s: EB BRUHL ALUMINIUNTECHNIK GMBH. Inventor/es: GOSCH, ROLF, DR.
PROCEDIMIENTO PARA EL LLENADO MEDIANTE VERTIDO ASCENDENTE DE UN MOLDE DE FUNDICION , EN EL QUE UNA ABERTURA DE BOCA DEL MOLDE DE FUNDICION PRINCIPALMENTE CON EJE HORIZONTAL, ESTA UNIDA CON UNA ABERTURA DE VACIADO DE UN DEPOSITO QUE CONTIENE LIQUIDO EN FUSION, PRINCIPALMENTE UN HORNO DE MANTENIMIENTO DE CALOR, EN EL QUE EL ESPACIO HUECO DE MOLDEO DEL MOLDE DE FUNDICION SE MANTIENE DURANTE TODO EL LLENADO POR DEBAJO DEL NIVEL DEL LIQUIDO EN FUSION EN EL DEPOSITO , Y EN EL QUE DURANTE EL LLENADO HAY ALIMENTADORES DEL MOLDE DE FUNDICION POR DEBAJO DEL ESPACIO HUECO DEL MOLDE , Y DESPUES DEL LLENADO SE LLEVAN A UNA POSICION DISPUESTA POR ENCIMA DEL ESPACIO HUECO DEL MOLDE.
MATERIALES COMPUESTOS DE ALEACION DE ALUMINIO.
(16/01/1994). Solicitante/s: ALCAN INTERNATIONAL LIMITED. Inventor/es: JORDAN, RICHARD, MICHAEL, WHITE, JOHN, WILLIS, TREVE COURTNEY.
UN MATERIAL DE COMPUESTO CON MATRIZ METALICA PUEDE SER PRODUCIDO POR ATOMIZACION DE UNA CORRIENTE DE ALEACION FUNDIDA DE ALUMINIO-LITIO PARA FORMAR UNA PROYECCION DE PARTICULAS DE METAL EN CALIENTE POR SOMETIMIENTO DE LA CORRIENTE A GAS RELATIVAMENTE FRIO DIRIGIDO A LA CORRIENTE,APLICANDO A LA CORRIENTE O PROYECCION PARTICULAS SOLIDAS FINAS DE REFUERZO, P.E.CARBURO DE SILICIO Y DEPOSITANDO EL METAL QUE TIENE LAS PARTICULAS FINAS INCORPORADAS EN EL. EL MATERIAL COMPUESTO RESULTANTE TIENE LAS SIGUIENTES PROPIEDADES EN SU ESTADO EXTRUIDO Y ENDURECIDO POR ENVEJECIMIENTO: 0,2% DE RESISTENCIA DE ENSAYO AL MENOS 400 MPA RESISTENCIA A TRACCION - AL MENOS 440 MPA ALARGAMIENTO - AL MENOS 2,0% MODULO DE ELASTICIDAD - AL MENOS 85 GPA DENSIDAD - MAXIMO 2,75 MG/M3.
PROCEDIMIENTO DE MOLDEO DE OBJETOS, ELEMENTOS PARA LA APLICACION DE ESTE PROCEDIMIENTO E INSTALACIONES PROVISTAS DE ESTOS ELEMENTOS.
(16/03/1993). Solicitante/s: HAEHNE, SIEGFRIED. Inventor/es: HAEHNE, SIEGFRIED.
EL INVENTO SE REFIERE A UN PROCEDIMIENTO DE MOLDEO DE OBJETOS EN EL QUE SE LLEVA UN MATERIAL, AL MENOS PASTOSO, A UN MOLDE EN EL QUE ESTE SE SOLIDIFICA. SE CARACTERIZA PORQUE, ANTES DE CERRAR LA ENTRADA DE CADA CANAL DE ALIMENTACION DE UNA CAVIDAD CON LA AYUDA DE AL MENOS UN ELEMENTO DE CIERRE, SE COMIENZA POR CERRAR LA CARA DENOMINADA DE ATAQUE DE ALIMENTACION DEL CANAL DE LA CAVIDAD CONSIDERADA , TRAS LO CUAL SE EXPULSA EL MATERIAL FUNDIDO CONTENIDO EN EL DENOMINADO CANAL DE ALIMENTACION HACIA EL EXTERIOR DEL MOLDE.
APARATO ATOMIZADOR POR GAS Y DEPOSITADOR POR PULVERIZACION DE METAL FUNDIDO.
(01/09/1990) UN APARATO ATOMIZADOR POR GAS Y DEPOSITADOR POR PULVERIZACION DE METL FUNDIDO QUE TIENE UN SUSTRATO PARA RECIBIR UN DEPOSITO DE LAS PARTICULAS METALICAS. DE ACUERDO CON UN ASPECTO, EL SUSTRATO PUEDE ESTAR COMPUESTO POR UN MATERIAL QUE INCLUYE AL MENOS UNA SUPERFICIE SUPERIOR DE UN VIDRIO TERMICAMENTE REBLANDECIBLE. DE ACUERDO CON OTRO ASPECTO, EL SUSTRATO PUEDE ESTAR COMPUESTO POR UN MATERIAL QUE TIENE UNA CONDUCTIVIDAD TERMICA FUNDAMENTALMENTE CORRELACIONADA CON LA TEMPERATURA EN ESTADO ESTACIONARIO DE LA CIRCULACION GASEOSA. DE ACUERDO CON OTRO ASPECTO, EL SUSTRATO PUEDE ESTAR COMPUESTO POR UN MATERIAL CON UNA CONDUCTIVIDAD TERMICA PREDETERMINADA DE APROXIMADAMENTE UNO O MENOS (W/M-K). DE ACUERDO AUN CON OTRO ASPECTO, EL AREA (32A) DEL SUSTRATO QUE RECIBE EL…
OBTURACION HERMETICA DE CUBIERTA.
(01/08/1990). Ver ilustración. Solicitante/s: FLO-CON SYSTEMS INC.. Inventor/es: KING, PATRICK, D., KANE, JAMES F.
OBTURACION HERMETICA DE CUBIERTA. UNA OBTURACION HERMETICA DE CUBIERTA QUE AJUSTA EN LA PORCION DE ENTRADA DE LA CUBIERTA, QUEDA ALOJADA CONTRA LA TOBERA O CABEZA EN FORMA DE BALA DE LA PORCION DE LA VALVULA A LA CUAL SE UNE. EL ELEMENTO DE OBTURACION ES UNA ESTRUCTURA MONOLITICA, DE UNA SOLA PIEZA, SIN UNIONES, PREFERENTEMENTE CONSTITUIDA EN UN MATERIAL REFRACTARIO, COMPRESIBLE O FRIABLE, QUE SE FORMA PREVIAMENTE PARA SER SITUADA DENTRO DE LA CABEZA DE LA CUBIERTA, ANTES DE QUE ENTRE EN SERVICIO. LA OBTURACION HERMETICA ES SUFICIENTEMENTE GRUESA PARA INHIBIR, SI NO IMPEDIR, LA UNION DE LA CABEZA DE CUBIERTA CON EL EXTREMO DE LA TOBERA. POR CONSIGUIENTE, SE PUEDE CAMBIAR LA TOBERA SOBRE LA CUBIERTA O SE PUEDE CAMBIAR LA CUBIERTA POR DEBAJO DE LA TOBERA, SIN QUE NINGUNA DE LAS PARTES SUFRA DAÑO. SE SEPARA LA OBTURACION HERMETICA DEL REFRACTARIO GASTADO O DEL EXTREMO CONICO Y SE REEMPLAZA EN LA ZONA DE ALOJAMIENTO, DONDE QUEDA SITUADA DENTRO DE LA CUBIERTA.
PERFECCIONAMIENTOS EN UNA INSTALACION PARA LA PRODUCCION DE PIEZAS MOLDEADAS EN UN MOLDE DE COLADA.
(01/03/1984) Perfeccionamientos en una instalación para la producción de piezas moldeadas en un molde de colada que avanza progresivamente a través de un trayecto o guía de colada y enfriamiento y que consiste en piezas de molde idénticas sin caja de moldear que, en cada unión del molde dividido verticalmente, forman una cavidad de colada y que comprenden un canalizo o boca de entrada abierta en el lado superior del molde y que durante su avance progresivo se pone en comunicación con la boca del fondo de una artesa refractaria colocada por encima del molde, caracterizados porque la boca de salida inferior de la artesa refractaria está constituida por una ranura alargada en la dirección…
PROCEDIMIENTO DE FABRICACION DE UN PUNZON DE MOLDEO DE PIEZAS DE VIDRIO HUECO, TALES COMO BOTELLAS.
(16/02/1982). Solicitante/s: CASTOLIN S.A..
PROCEDIMIENTO DE FABRICACION DE PUNZONES PARA MOLDEO DE PIEZAS DE VIDRIO HUECO. CONSISTE EN LA UTILIZACION DE UNA PIEZA SOPORTE Y OTRA PIEZA COMO BASE PARA EL PUNZON; SOBRE LA PRIMERA, POR PROYECCION TERMICA, SE DEPOSITA UNA CAPA COMPACTA DE ALEACION METALICA A BASE DE LOS ELEMENTOS NI, B Y SI; NI, CR, B Y SI O NI Y CR, AUNQUE A LA PARTE METALICA TAMBIEN SE LE PUEDE AÑADIR OTRA PARTE CERAMICA. LA PIEZA SOPORTE ES DE MATERIAL TAL QUE IMPIDE LA ADHESION A ELLA DE LA CAPA PROYECTADA, MIENTRAS QUE LA PIEZA ES DE MATERIAL TAL QUE SI ASEGURA ALA ADHESION, DE FORMA QUE AL RETIRAR LA PIEZA QUEDA EL PUNZON ADHERIDO A LA PIEZA EN LA ZONA.
PROCEDIMIENTO PARA LA FABRICACION DE CUERPOS HUECOS METALICOS RECARGABLES UTILIZABLES COMO UTILLAJE Y SIMILARES.
(16/12/1980). Solicitante/s: ETABLISSEMENTS CHPOLANSKY.
PROCEDIMIENTO DE FABRICACION DE CUERPOS METALICOS, HUECOS, RECARGABLES. CONSTA DE LAS SIGUIENTES ETAPAS: 1. PROYECCION POR METALIZACION DE UNA BASE EN LA QUE UNA PARTE HA SIDO GRANALLADA; LA PROYECCION TIENE LUGAR MEDIANTE UNA PISTOLA DE METALIZACION. 2. TRATAMIENTO TERMICO DEL PRODUCTO OBTENIDO FUNDIENDO LA ALEACION SOBRE EL NUCLEO DE ARENA, MIENTRAS ESTE ES ARRASTRADO EN ROTACION ALREDEDOR DE SU EJE DE REVOLUCION, COLOCADO VERTICALMENTE. 3. ELIMINACION DEL NUCLEO DE ARENA DEL PRODUCTO OBTENIDO Y MECANIZACION DEL MISMO HASTA OBTENER EL CUERPO HUECO HOMOGENEO.
PERFECCIONAMIENTOS EN LOS APARATOS PARA COLAR METAL FUNDIDO EN UN MOLDE DE PARED DELGADA.
(16/09/1979) Perfeccionamientos en los aparatos para colar metal fundido en un molde de pared delgada, del tipo de aparato que comprende una entrada de colada para suministro de metal fundido a un molde de pared delgada, un baño de enfriamiento en el que se sumerge progresivamente el molde durante el suministro progresivo de metal fundido y medios para controlar la inmersión del molde, caracterizado porque dichos medios de control comprenden un eje que está posicionado en el lado del molde que tiene una abertura para el suministro del metal fundido y alrededor del cual el molde es susceptible de basculación, desde una…
PERFECCIONAMIENTOS INTRODUCIDOS EN LOS APARATOS PARA LA FABRICACION DE ARTICULOS DE FUNDICION INYECTADA, COMO TAPAS ROSCADAS O ANALOGO.
(16/09/1975). Solicitante/s: HASCO - NORMALIEN HASENCLEVAR & CO.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}