CIP-2021 : B29C 44/02 : para objetos de longitud definida, es decir, objetos separados.
CIP-2021 › B › B29 › B29C › B29C 44/00 › B29C 44/02[1] › para objetos de longitud definida, es decir, objetos separados.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 44/00 Conformación por presión interna generada en el material, p. ej. por hinchamiento o por espumación.
B29C 44/02 · para objetos de longitud definida, es decir, objetos separados.
CIP2021: Invenciones publicadas en esta sección.
Catéter desintegrable desechable por un inodoro.
(27/05/2020). Solicitante/s: HOLLISTER INCORPORATED. Inventor/es: CLARKE, JOHN T., MONTES DE OCA BALDERAS,HORACIO, ROSTAMI,SHAMSEDIN, FOLEY,ADAM J, HENRY,JEROME A, CARTER,ENDA F.
Un dispositivo médico que comprende una cánula fragmentable, donde la cánula incluye una porción insertable en el cuerpo que tiene una longitud y una porción no insertable donde al menos dicha porción insertable en el cuerpo está hecha al menos en parte de un material seleccionado para:
(a) retener dicha porción insertable en el cuerpo intacta cuando se inserta en el cuerpo de un sujeto; y
(b) donde dicha porción insertable en el cuerpo comprende puntos de fractura para permitir que al menos dicha porción insertable en el cuerpo se fragmente en múltiples piezas a lo largo de al menos dicha porción insertable en el cuerpo cuando esté fuera de dicho cuerpo y bajo una condición seleccionada.
PDF original: ES-2802948_T3.pdf
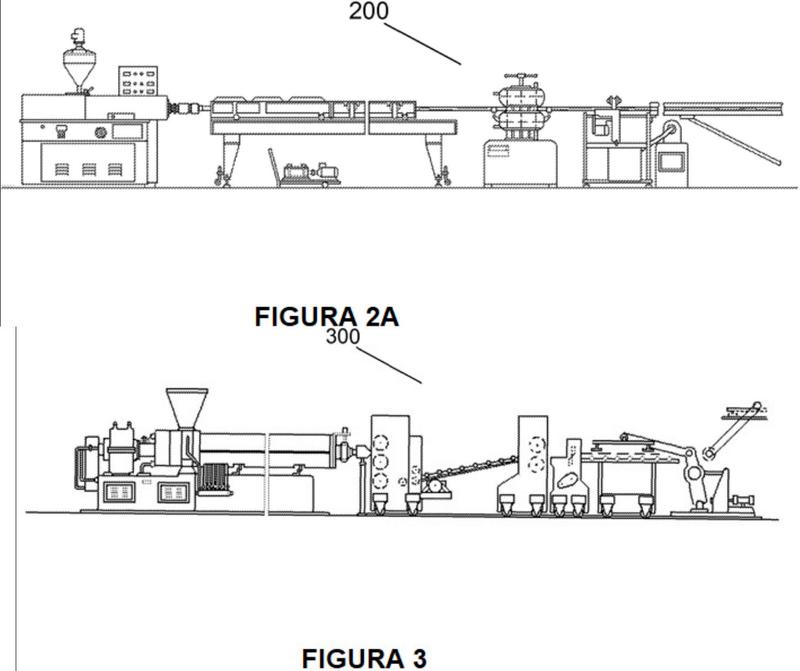
Proceso para la producción de artículos plásticos moldeados con paredes reforzadas con inyección de termoplásticos espumados.
(30/10/2019). Ver ilustración. Solicitante/s: Craemer GmbH. Inventor/es: SOSA BRAVO,Sergio.
La presente invención se refiere a un proceso híbrido para producir artículos de plástico moldeados reforzando sus paredes a través de la inyección de termoplástico espumado, incrementando el espesor de su pared en zonas previamente determinadas para mejorar sus características mecánicas. De conformidad con la invención elproceso híbrido contempla reforzar zonas previamente definidas deartículos de plástico formados mediante cualquiera de los procesos ya conocidos, tales como: inyección; extrusión; extrusión-soplado; inyección-soplado; termoformado; rotomoldeo o la combinaciónde los mismos, y la posterior inyección de un material termoplástico espumable para rellenar las zonas prediseñadas de refuerzo.
PDF original: ES-2769588_T3.pdf
Elemento de asiento de espuma y proceso y molde para su producción.
(06/05/2019). Solicitante/s: Proprietect L.P. Inventor/es: ROSSI,PASQUALE, SAN MIGUEL,EDGARDO A.
Elemento acolchado que comprende un sustrato de espuma que tiene dispuestas en su interior una primera superficie interna y una segunda superficie interna opuesta a la primera superficie interna , estando dispuesta la primera superficie interna entre una superficie exterior del sustrato de espuma y la segunda superficie interna, en donde la primera superficie interna tiene textura, el sustrato de espuma está moldeado a partir de una parte de espuma unitaria y en donde un espacio libre está dispuesto entre ambas superficies internas ;
caracterizado por que
la segunda superficie interna no tiene textura.
PDF original: ES-2711645_T3.pdf
Formulación expandible a base de resina de polipropileno.
(21/02/2018). Solicitante/s: NOVARES FRANCE. Inventor/es: NABETH,BRUNO, SAMSON,NATHALIE, CREDOZ,OLIVIER, GERMAIN,ELSA.
Formulación a base de resina de polipropileno que comprende los elementos siguientes:
- entre 50 y 90 partes en peso de un copolímero de propileno y de etileno;
- entre 9 y 20 partes en peso de una mezcla de cargas minerales que comprende del 40 al 80% de talco y del 20 al 60% de cargas del grupo que comprende microesferas, fibras y microtalcos,
- entre 0,1 y 10 partes en peso de un agente de hinchado, siendo las partes en peso de los diversos elementos de la formulación seleccionadas de tal manera que la suma sea de 100 partes en peso;
presentando la formulación un índice de fluidez de masa MFR comprendido entre 50 g/10 min y 200 g/10 min y una densidad antes de la expansión del agente de hinchado comprendida entre 0,95 g/cm3 y 1 g/cm3.
PDF original: ES-2666841_T3.pdf
PROCEDIMIENTO DE FABRICACIÓN DE ESPUMAS DE POLIOLEFINAS RETICULADAS DE CELDA ABIERTA Y ESPUMAS OBTENIDAS.
(24/09/2015) La invención describe un nuevo procedimiento para la obtención de una espuma de poliolefina reticulada altamente expandida de celda abierta que comprende las etapas de: (i) Preparar una o más composiciones formadoras de espuma de poliolefina reticulada altamente expandida de celda abierta, tal como el polietileno, (ii) Moldear una o más preformas sólidas a partir de la o de las composiciones; (iii) obtener un precursor de la espuma final a obtener que comprende un núcleo preparado a partir de la una o más preformas sólidas obtenidas en la etapa anterior recubierto al menos en parte por una piel de una poliolefina reticulada que presenta una determinada temperatura de fusión, una viscosidad y una permeabilidad a gas de específicas; (iv) someter el precursor a presión…
Refuerzo con un núcleo de material expansible.
(10/06/2015) Un refuerzo de núcleo alargado de sección transversal constante para formar un artículo moldeado compuesto, el refuerzo comprende una envoltura de fibras que dan resistencia que rodean un núcleo , caracterizado porque el núcleo es de material de celda cerrada que es expansible bajo presión reducida.
Procedimiento mejorado para la producción de PVC expandido.
(03/09/2014) Procedimiento de producción de PVC expandido del tipo que comprende el calentamiento de una masa de mezcla polimérica dentro de un molde cerrado, caracterizado por que comprende:
(a) control de la expansión de dicha masa debido al procedimiento de moldeo en caliente en el ambiente que tiene un volumen constante definido por dicho molde cerrado , siendo dicho control obtenido por la presencia, en dicha masa de mezcla polimérica , de micropartículas de un material comprimible, apto para ser contraído, bajo la acción de la presión generada por la formación y expansión de microceldas de gas expansor en la misma masa , desde una forma (A) inicial de mayor volumen, a una forma (B) de menor volumen; y
(b) expansión de dichas micropartículas contenidas en la masa de…
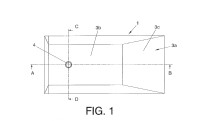
PLATO DE DUCHA ERGONÓMICO Y PROCEDIMIENTO DE FABRICACIÓN DEL MISMO.
(07/08/2014). Ver ilustración. Solicitante/s: SOLID SOFT TRAY, S.L. Inventor/es: ANDRÉS ALEMANY,Javier.
Plato de ducha ergonómico, que comprende: una superficie base plana ; una superficie superior (3a) opuesta a dicha superficie base plana , donde dicha superficie superior (3a) comprende en su zona perimetral, superficies planas aptas para la colocación de una mampara o similar, al menos un conducto de desagüe y una zona de desagüe (3b) alrededor de dicho conducto que comprende al menos un desnivel con una inclinación comprendida en el intervalo definido entre 0.5% y 2% de pendiente, que cae hacia el al menos un conducto de desagüe y una zona adyacente (3c) a la zona de desagüe (3b) definida por la superficie plana restante de dicha superficie superior (3a) del plato de ducha ; donde el espesor del plato está comprendido entre 1.75 cm y 3.25 cm y donde el material de dicho plato de ducha comprende poliuretano integral que define una pluralidad de oquedades interiores al plato de ducha , dotándolo de elasticidad de manera que el plato es adaptable a la huella de un usuario.
INSTALACION PARA LA FABRICACION DE ESPUMA DE POLIURETANO.
(01/05/2007) Instalación para la fabricación de espuma de poliuretano. Está constituida a partir de un mecanismo de premezcla , para la mezcla homogénea del poliol y sus aditivos y un dosificador de isocianato, productos que confluyen hacia un depósito que desemboca en una cámara de mezclado dotada de una válvula a través de la que la mezcla se suministra dosificadamente a una plataforma de espumación , situada previamente en una cámara de espumación a través de guías o carriles , de capacidad apropiada, dotada de puertas de cierre hermético, accionadas por cilindros hidráulicos de apertura y cierre y pistones hidráulicos que permiten su desplazamiento horizontal y asistidas por contrapesos…
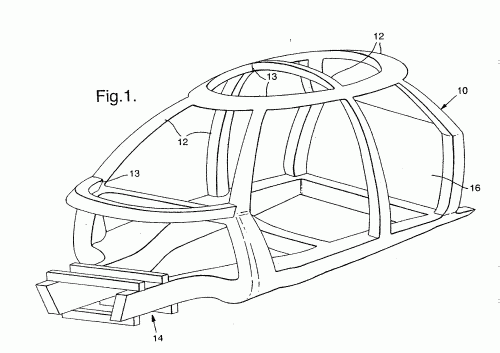
ESTRUCTURA NODAL REFORZADA, REFUERZO CON UN NUCLEO DE MATERIAL EXPANSIBLE Y METODO DE MOLDEAR UN ARTICULO.
(16/05/2005). Ver ilustración. Solicitante/s: CORETEX STRUCTURES LIMITED. Inventor/es: MILLS, ANDREW, COUSINS, STEVEN, BATEUP, LEE, BACKHOUSE, ROBERT.
Un método de moldear una estructura nodal reforzada que incluye colocar un refuerzo macizo de sección transversal constante dentro y a lo largo de los canales de un molde nodal y a través de los nodos del mismo por medio de pases repetidos a lo largo de los canales para al menos llenar parcialmente los canales, cerrar el molde, y curar la resina proporcionada alrededor del refuerzo.
PROCEDIMIENTO PARA MOLDEAR UNA PIEZA TERMOPLASTICA.
(16/03/2004). Solicitante/s: DSM N.V.. Inventor/es: BULTERS, MARKUS, JOHANNES, HENRICUS, STOKMAN, PETRUS, HENRICUS, MARIA, GEESINK, JOHANNES, HENDRIK.
LA INVENCION SE REFIERE A UNA PIEZA TERMOPLASTICA MOLDEADA QUE CONSTA POR LO MENOS DE UNA POLIOLEFINA, O DE UN POLIMERO DE POLICONDENSACION, Y DE FIBRAS REFUERZO, CARACTERIZADA EN QUE DEL 1 AL 60 WT.% DE LA PIEZA MOLDEADA CONSISTE EN FIBRAS REFUERZO CON UNA LONGITUD DE ENTRE 0.8 Y 15 MM, POR LO MENOS UN TRAMO DE LAS CUALES ESTA PRESENTE PARCIALMENTE EN EL CENTRO, Y PARCIALMENTE EN LA SUPERFICIE ABOMBADA NO POROSA, Y EN QUE LA PIEZA MOLDEADA TIENE UNA POROSIDAD DE ENTRE 5 Y 95 VOL.%. LA INVENCION SE REFIERE TAMBIEN A UN PROCEDIMIENTO PARA FABRICAR TAL PIEZA MOLDEADA.
COMPOSICIONES, ARTICULOS Y METODOS DE ALMIDON EXPANDIDO.
(16/07/2003) ARTICULOS, ESPECIALMENTE ENVASES Y MATERIALES DE ENVASADO, CON UNA MATRIZ CELULAR UNIDA POR ALMIDON Y REFORZADA CON FIBRAS, DISPERSAS DE MANERA SUSTANCIALMENTE UNIFORME, Y PROCEDIMIENTOS PARA FABRICAR LOS ARTICULOS. ARTICULOS DE ALTA RESISTENCIA QUE TIENEN ADECUADAS FLEXIBILIDAD Y TENACIDAD, INMEDIATAMENTE O MUY BREVEMENTE DESPUES DE SER DESMOLDADOS, SIN LA NECESIDAD DE ACONDICIONAMIENTO POSTERIOR, SE MOLDEAN A PARTIR DE COMPOSICIONES CON UN AGLOMERANTE CON BASE ALMIDON, Y FIBRAS QUE ESTAN DISPERSAS DE MANERA UNIFORME, USANDO UNA FRACCION FLUIDICA DE ALTO LIMITE DE FLUENCIA, DENTRO DE LA COMPOSICION CON BASE ALMIDON. EN UN PROCESO DE MEZCLA DE DOS ETAPAS, SE FORMA UNA MEZCLA PREMEZCLADA, GELATINANDO UNA PARTE DEL AGLOMERANTE CON BASE ALMIDON U OTRO ESPESANTE EN AGUA,…
PERFECCIONAMIENTOS EN EL OBJETO DE LA PATENTE PRINCIPAL N- 200000867 POR " PROCEDIMIENTO PARA LA FABRICACION DE TAPONES PARA BOTELLAS Y TAPONES FABRICADOS MEDIANTE DICHO PROCEDIMIENTO.
(16/05/2003). Solicitante/s: ORTIZ AYCART,EDUARDO MARTI SARDA,FRANCISCO. Inventor/es: ORTIZ AYCART,EDUARDO, MARTI SARDA,FRANCISCO.
Perfeccionamientos en el objeto de la patente principal nº 200000867 por: "Procedimiento para la fabricación de tapones para botellas y tapones fabricados mediante dicho procedimiento". Los perfeccionamientos comprenden utilizar un material plástico de partida formado por un polietileno lineal de base octeno, con uno o varios de los siguientes aditivos: - Azodicarbonamida 6% +/- 3% - Bicarbonato sódico 3% +/- 3% - Ácido tartárico 8% +/-3% - Ácido cítrico 9% +/- 3% - Ácido carboxílico y sus sales 7% +/- 2% - Agente humectante 2% +/- 2% - Colorante según demanda 1,5% +/- 0.5% para la fusión de la materia prima y conformación por inyección o extrusión.
PROCEDIMIENTO PARA LA FABRICACION DE TAPONES PARA BOTELLAS Y TAPONES FABRICADOS MEDIANTE DICHO PROCEDIMIENTO.
(01/05/2003). Solicitante/s: ORTIZ AYCART,EDUARDO MARTI SARDA,FRANCISCO. Inventor/es: ORTIZ AYCART,EDUARDO, MARTI SARDA,FRANCISCO.
Procedimiento para la fabricación de tapones para botellas y tapones fabricados mediante dicho procedimiento. El procedimiento comprende la formación de una materia prima termoplástica de poliuretano o polietileno, para moldeo o extrusión en caliente, que contiene los siguientes aditivos: - Azodicarbonamida al 3% +/- 0,5% - Bicarbonato sódico (hidrogenado) al 2% +/- 0,3% - Ácido tartárico al 1% +/- 0,3% - Ácido cítrico al 0,5% +/- 0,2% - Agente humectante al 0,8% +/- 0,2% - Colorantes.
METODOS Y APARATOS PARA EL TRANSPORTE DE RECIPIENTES A TRAVES DE UN HORNO PARA PRODUCIR CAPAS ESPUMADAS TERMOAISLANTES EN LOS MISMOS.
(16/02/2003). Ver ilustración. Solicitante/s: FORT JAMES CORPORATION. Inventor/es: BROWN, DAVID, C., BREINING, MICHAEL A., MALAKHOW, WALTER, GRISHCHENKO, GRIGORY, LIVINGSTON, ARTHUR H., GONTKOSKY, LEO W.
SE MUEVEN LOS RECIPIENTES SOBRE UNA CINTA TRANSPORTADORA A TRAVES DE UN HORNO PARA LOGRAR QUE UN MATERIAL ADECUADO SE HAGA ESPONJOSO Y SE CONVIERTA EN UNA CAPA AISLANTE DEL CALOR. LOS RECIPIENTES VAN SUJETOS EN LOS CORRESPONDIENTES SOPORTES DE LA CINTA QUE IMPIDEN QUE ENTREN EN CONTACTO MUTUO. DE FORMA PREFERENTE, LOS SOPORTES SOSTIENEN LOS RECIPIENTES SIN SUJETARLOS, PARA PERMITIR QUE SE BALANCEEN BAJO LA INFLUENCIA DE LAS CORRIENTES DE AIRE DEL HORNO Y LA VIBRACION DE LA CINTA. DE ESTA FORMA LOS SOPORTES NO ENTRAN EN CONTACTO CON NINGUN PUNTO DE SUS CORRESPONDIENTES RECIPIENTES DURANTE EL TIEMPO SUFICIENTE PARA PERMITIR QUE EXTRAIGAN EL SUFICIENTE CALOR DEL RECIPIENTE COMO PARA AFECTAR ADVERSAMENTE LA OPERACION DE CONSTITUCION DE MATERIAL ESPONJOSO. SE TRANSPORTAN LOS RECIPIENTES EN UNA SOLA FILA, A LO LARGO DE UN CAMINO SINUOSO A TRAVES DEL HORNO.
JUNTAS EXPANDIDAS HECHAS DE POLIMEROS OLEFINICOS HOMOGENEOS.
(16/10/2001). Solicitante/s: THE DOW CHEMICAL COMPANY. Inventor/es: WHETTEN, ALAN, R., MARKOVICH, RONALD, P.
LA INVENCION SE REFIERE A JUNTAS HERMETICAS ESPONJOSAS QUE INCLUYEN AL MENOS UN POLIMERO ETILENICO RAMIFICADO HOMOGENEAMENTE Y AL MENOS UN AGENTE SOPLANTE. DICHAS JUNTAS SON ESPECIALMENTE UTILES PARA SELLAR RECIPIENTES ALIMENTARIOS Y PARA LIQUIDOS, Y NO PRODUCEN SABOR Y/O OLOR EN EL PRODUCTO ENVASADO, LO CUAL ES ESPECIALMENTE UTIL EN APLICACIONES ALIMENTARIAS.
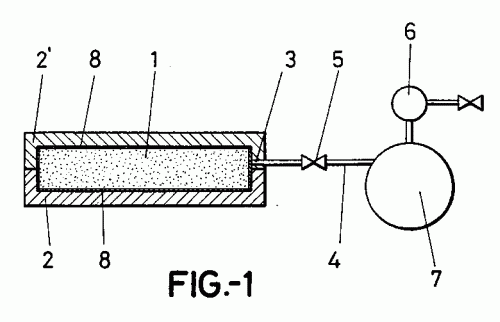
MEJORAS EN LOS PROCEDIMIENTOS DE FABRICACION SIN MOLDE DE COLCHONES Y/O BASES DE COLCHONERIA.
(16/08/2000). Ver ilustración. Solicitante/s: FABRICAS LUCIA ANTONIO BETERE, S.A.. Inventor/es: DEL CARPIO CONDE,BERNARDO.
Mejoras en los procedimientos de fabricación sin molde de colchones y/o bases de colchonería. Son aplicables a procedimientos de fabricación en los que se utiliza un dispositivo conformador (2 - 2"') determinante de una cámara practicable formal y dimensionalmente coincidente con el colchón a obtener, de manera que en el seno de esta cámara se introduce el revestimiento textil del colchón, adaptado a las paredes del dispositivo conformador (2 - 2"'), y dentro de dicha envolvente textil el material espumante que ha de configurar el cuerpo elástico del colchón. Las mejoras consisten en establecer un cierre estanco para el dispositivo conformador (2 - 2"') y aplicar a la cámara conformada por el mismo, durante la espumación, una depresión generada por una bomba de vacío , opcionalmente asistida por un depósito de vacío , que se conecta preferentemente al propio rebosadero de espuma del dispositivo conformador (2 - 2"'). Figura 1.
PRODUCTOS MOLDEADOS REFORZADOS CON ESPUMA Y PROCEDIMIENTO DE FABRICACION DE LOS MISMOS.
(16/12/1999) SE PRESENTAN PRODUCTOS MOLDEADOS CON UNA RIGIDEZ MEJORADA Y UN METODO DE MANUFACTURACION EN EL CUAL UNOS MOLDES HUECOS FORMADOS A PARTIR DE RESINA FUNCIONAL ALTAMENTE RESISTENTE AL CALOR SE RELLENAN CON PARTICULAS DE RESINA TERMOPLASTICA, EXPANDIBLE, ALTAMENTE RESISTENTES AL CALOR QUE EN ESE MOMENTO SON EXPANDIDAS Y FUNDIDAS. LA INVENCION SE CARACTERIZA POR UN METODO DE MANUFACTURACION PARA PRODUCTOS MOLDEADOS REFORZADOS CON ESPUMA EN EL QUE UN CUERPO TUBULAR PARA INTRODUCIR VAPOR SE INSERTA EN UN MOLDE HUECO DE RESINA ALTAMENTE RESISTENTE AL CALOR, EL MOLDE SE EMPAQUETA CON PARTICULAS DE RESINA TERMOPLASTICA, EXPANDIBLE ALTAMENTE RESISTENTE AL CALOR Y SE AJUSTA EN UNA PLANTILLA DE POSICIONAMIENTO CON UNA ESTRUCTURA INTERNA QUE SE CORRESPONDE CON LA CAVIDAD DEL MOLDE, Y SE INTRODUCEN GRANDES CANTIDADES DE VAPOR A…
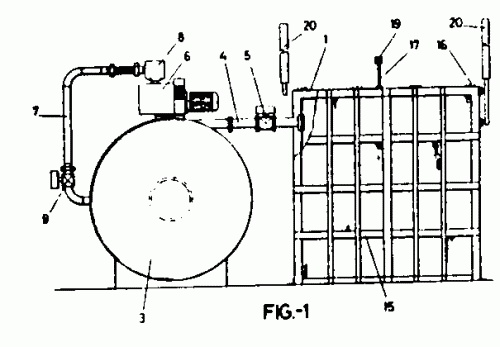
INSTALACION PARA LA PUESTA EN PRACTICA DE UN PROCEDIMIENTO DE FABRICACION DE ESPUMAS DE POLIURETANO.
(16/02/1999). Ver ilustración. Solicitante/s: FIBRAS ALCALA, S.A.. Inventor/es: ALBA RUIZ, MANUEL.
INSTALACION PARA LA PUESTA EN PRACTICA DE UN PROCEDIMIENTO DE FABRICACION DE ESPUMAS DE POLIURETANO. EN LA MISMA PARTICIPAN UNA CAMARA PRINCIPAL Y ESTANCA Y UN DEPOSITO COMUNICADO CON ELLA A TRAVES DE AL MENOS UNA CONDUCCION Y UNA VALVULA , ESTANDO ESTE DEPOSITO DESTINADO A SUMINISTRAR A LA CAMARA , DURANTE LA FASE DE ESPUMACION, BIEN UNA PRESION POSITIVA O BIEN UNA PRESION NEGATIVA, CON RESPECTO A LA ATMOSFERICA, EN FUNCION DEL TIPO DE FORMULA DE POLIURETANO A OBTENER, Y CONTANDO DICHA CAMARA CON UNA PUERTA DE CIERRE HERMETICO, A TRAVES DE LA QUE ES SUSCEPTIBLE DE ACCEDER A LA MISMA LA MESA DE ESPUMACION , A TRAVES DE GUIAS O RAILES (10 Y 22), OPERATIVAMENTE ESTABLECIDOS AL EFECTO, TANTO EN LA BASE DE DICHA CAMARA PRINCIPAL COMO EN EL EXTERIOR DE LA MISMA.
PROCESO DE MOLDEO PARA FABRICAR ARTICULOS MANUFACTURADOS TOROIDALES PROCEDENTES DE MATERIAL ELASTOMERICO EXPANDIDO DE BAJA-DENSIDAD Y CELULA-CERRADA, Y APARATO RELACIONADO.
(01/07/1998). Solicitante/s: PIRELLI COORDINAMENTO PNEUMATICI S.P.A.. Inventor/es: VOLPI, ALESSANDRO, VISMARA, IVANO.
SE DESCRIBE UN PRODUCTO SEMITERMINADO HECHO DE MATERIAL ELASTOMERICO EN BRUTO QUE SE SEMIVULCANIZA EN UNA CAMARA DE SEMIVULCANIZADO DEFINIDA ENTRE DOS MEDIO-MOLDES DISPUESTOS UNO CERCA DEL OTRO. EN EL MOLDE (1A) SE CREA LA MISMA PRESION QUE LA GENERADA POR GASES EN EL PRODUCTO. LOS MEDIO-MOLDES SE SEPARAN Y LA PRESION EN EL MOLDE SE REDUCE GRADUALMENTE, Y SE INCREMENTA LA EXPANSION Y CONSECUENTE TRANSFERENCIA DEL PRODUCTO DESDE LA CAMARA HASTA LA CAMARA DE VULCANIZACION FINAL QUE LA RODEA . CUANDO EL DIAMETRO INTERNO DEL PRODUCTO ES MAYOR QUE EL DE LA CAMARA DE VULCANIZADO ESTA SE CIERRA EN SU BORDE CIRCUNFERENCIAL INTERNO, TRAS EL POSIBLE INCREMENTO DE LA PRESION EN EL MOLDE, EN SU BORDE CIRCUNFERENCIAL EXTERNO, PARA ENCERRAR INTEGRAMENTE EL PRODUCTO Y PERMITE COMPLETAR EL PROCESO DE VULCANIZACION.
METODO PARA FABRICAR PARTES DE GUARNICION SINTETICAS AUTOSOPORTADAS.
(01/03/1998). Solicitante/s: RECTICEL. Inventor/es: DU PREZ, EDDIE, JOURQUIN, LUCIEN, DEBAES, BERNARD.
EN EL METODO CONFORME A LA INVENCION SE PRODUCE UNA CAPA DE ELASTOMERO DE POLIURETANO PARA OBTENER UNA PELICULA O CAPA FINA DE POLIURETANO, EN UNA PRIMERA FASE, CONTRA UNA SUPERFICIE DE MOLDE. EN UNA SEGUNDA FASE, SE APLICA UNA MEZCLA DE REACCION PARA OBTENER UNA CAPA DE ESPUMA DE POLIURETANO CONTRA LA PELICULA O CAPA FINA . EN UNA TERCERA FASE, SE APLICA UNA MEZCLA DE REACCION DE POLIURETANO O POLIISOCIANURATO ADECUADA, PARA OBTENER UN ELEMENTO PORTADOR SINTETICO RIGIDO, CONTRA LA CAPA DE ESPUMA DE POLIURETANO. DE ESTA FORMA, SE OBTIENE UNA PIEZA DE ADORNO SINTETICA QUE ES MAS FACIL DE RECICLAR. ESTE METODO PUEDE TAMBIEN REALIZARSE CON MAS FACILIDAD.
DISPOSITIVO EMBALADOR COMPACTO PARA FORMAR COJINES RELLENOS DE ESPUMA Y METODO RELACIONADO.
(16/11/1997) SE PRESENTA UN DISPOSITIVO EMPAQUETADOR PARA FORMAR COJINES DEL TIPO DE LOS QUE INCLUYEN UNA BOLSA DE PLASTICO LLENA CON UNA ESPUMA SOLIDA Y EN EL QUE LOS COLCHONES ESTAN INICIALMENTE FORMADOS DE UNA BOLSA DE PLASTICO LLENA CON UN MATERIAL ESPUMABLE QUE REACCIONA Y SE ENDURECE ENTONCES PARA FORMAR ESPUMA SOLIDA. EL DISPOSITIVO COMPRENDE MEDIOS PARA HACER AVANZAR UNA HOJA DE PELICULA PLASTICA QUE HA SIDO PLEGADA POR EL CENTRO PARA FORMAR UNA BANDA DOBLADA CON UN BORDE CERRADO DEFINIDO POR EL PLIEGUE CENTRAL Y UN BORDE ABIERTO DEFINIDO POR LOS BORDES ADYACENTES DE LA HOJA. SE INCLUYEN MEDIOS PARA INYECTAR UNA COMPOSICION ESPUMABLE DENTRO DE LA BANDA PLEGADA POR EL CENTRO ENTRE LAS DOS PARTES PLEGADAS DE LA HOJA, TALES COMO MEDIOS PARA FORMAR UN CIERRE SUBSTANCIALMENTE LINEAL A LO LARGO DEL BORDE ABIERTO Y DE FORMA SUBSTANCIALMENTE PARALELA AL BORDE CERRADO…
PROCEDIMIENTO PARA LA FABRICACION DE UN LAMINADO CONFORMADO Y PRODUCTO RESULTANTE.
(16/10/1997). Solicitante/s: NAMBA CORPORATION. Inventor/es: THARY, CHRISTIAN.
UN LAMINADO MOLDEADO SE HACE POR UN METODO Y UN APARATO COMPRIMIENDO UNA LAMINA FLEXIBLE Y UNA MEZCLA LIQUIDA ESPONJOSA QUE TIENE UNA EXPANSION SUSTANCIALMENTE COMPLETA PERO QUE TODAVIA NO HA ENDURECIDO SUSTANCIALMENTE PARA FORMAR LA LAMINA FLEXIBLE Y PROPORCIONAR UNA CAPA DE ESPUMA PRENSADA . LA LAMINA FLEXIBLE ES PREFERIBLEMENTE UNA TELA POROSA, VINILO O PIEL. UNA PELICULA QUE ES PREFERIBLEMENTE UN PLASTICO NO ADHERENTE, TAL COMO UN POLIETILENO, SE SITUA PREFERIBLEMENTE EN UNA RELACION VERTICALMENTE SEPARADA CON LA LAMINA FLEXIBLE BIEN POR ENCIMA O POR DEBAJO DE LA LAMINA FLEXIBLE CON EL LIQUIDO ESPUMOSO INTERPUESTO ENTRE ELLAS PARA LA EXPANSION ANTES DE LA COMPRESION QUE PROPORCIONA EL LAMINADO MOLDEADO. EL LAMINADO MOLDEADO TIENE UTILIDAD PARTICULAR COMO UN ARTICULO DE INDUMENTARIA Y ESTA HECHO PREFERIBLEMENTE CON UNA MEZCLA LIQUIDA ESPUMOSA DEL TIPO DE RAPIDA REACCION QUE SE EXPANDE ENTRE 8 Y 25 SEGUNDOS Y MAS PREFERIBLEMENTE ENTRE 10 Y 15 SEGUNDOS.
PROCESO PARA FABRICAR ESPUMA FLEXIBLE BASADA EN MDI.
(01/10/1997). Solicitante/s: IMPERIAL CHEMICAL INDUSTRIES PLC. Inventor/es: HUYGENS, ERIC.
PROCESO PARA FABRICAR ESPUMA FLEXIBLE DE MDI EN UN MOLDE CERRADO A UNA PRESION DE 0.001 ION ATMOSFERICA.
PROCEDIMIENTO PARA DAR FORMA A MATERIALES DE RECUBRIMIENTO.
(16/06/1997) UN METODO PARA DAR FORMA TRIDIMENSIONALMENTE A MATERIALES DE RECUBRIMIENTO, TALES COMO TEJIDOS PLANOS (O TELA TEJIDA EN TELARES DE LANZADERA), Y TEJIDOS DE PUNTO, VINILO, CUERO Y SIMILARES, SE LLEVA A LA PRACTICA PROPORCIONANDO UN MATERIAL DE RECUBRIMIENTO Y UNA CAPA DE MEZCLA DE REACCION LIQUIDA ESPUMABLE, TAL COMO POLIURETANO, QUE CAMBIA DEL ESTADO LIQUIDO AL ESTADO VISCOSO (16'), AL COMIENZO DE LA REACCION GENERADORA DE GAS, COMPRIMIENDO EL MATERIAL DE CUBIERTA Y LA CAPA ESPUMOSA COMBINADOS EN UN MOLDE , QUE TIENE CONFIGURACIONES SUPERFICIALES QUE SE CORRESPONDEN CON LAS FORMAS TRIDIMENSIONALES FINALES, EJECUTANDOSE LA COMPRESION CUANDO LA CAPA DE ESPUMA HA COMPLETADO SUSTANCIALMENTE SU ELEVACION, PERO ANTES DE QUE SE PRODUZCA EL CURADO SUSTANCIAL DE LA MISMA,…
PROCESO PARA LA PREPARACION DE ARTICULOS DE POLIMERO DE PROPILENO ALVEOLARES.
(01/04/1997). Solicitante/s: MONTELL NORTH AMERICA INC.. Inventor/es: VEZZOLI, ANNIBALE, LESCA, GUISEPPE, CHEM.-ENG., ROMANINI, DANIELE.
SE PREPARAN ARTICULOS DE POLIMERO DE PROPILENO ALVEOLARES SOMETIENDO PERLAS PREALVEOLARES, QUE ESTAN FORMADAS ESENCIALMENTE DE POLIMEROS DE PROPILENO, QUE TIENEN RESISTENCIA A LA FUSION ENTRE 5 A 40 CN, A FORMAR EN CALIENTE MEDIANTE SINTERIZACION.
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE PIEZAS MODELADAS O DE OBJETOS.
(16/05/1996) LA PRESENTE INVENCION SE REFIERE A UN PROCEDIMIENTO Y A UN DISPOSITIVO PARA LA FABRICACION DE PIEZAS MODELADAS O DE OBJETOS, CON PREFERENCIA ELEMENTOS DE VEHICULOS DE MOTOR, REVESTIMIENTOS INTERIORES DE VEHICULOS DE MOTOR ASI COMO REVESTIMIENTOS INTERIORES DE AVIONES, FORMADOS POR, AL MENOS, UNA CAPA EXTERIOR DE MATERIAL PLASTICO, QUE EN UN LADO DE LA SUPERFICIE POSEE LA FORMA DE LA PIEZA O DEL REVESTIMIENTO INTERIOR, EN LA QUE SE DISPONE, A TRAVES DE UNA CAPA INTERMEDIA O DIRECTAMENTE, AL MENOS, UNA CAPA DE MATERIAL PLASTICO ESPONJADO. LA CAPA DE MATERIAL PLASTICO ASI COMO LA PIEZA MODELADA DE MATERIAL PLASTICO SE FABRICA CON LOS PROCEDIMIENTOS DE EMBUTICION NEGATIVA, EMBUTICION POSITIVA, EXTRUSION, SOPLADO O INYECCION Y SOPLADO, SLUSH-MOLDING O DE SINTERIZACION POR ROTACION. LA PIEZA MODELADA O EL OBJETO FORMADO POR UNA PELICULA, BANDA, PLACA,…
PROCEDIMIENTO PARA EL CONTROL CONTINUO DEL NUMERO DE CELDILLAS DE ESPUMAS DE POLIURETANO.
(01/11/1995). Solicitante/s: KOEPP AKTIENGESELLSCHAFT. Inventor/es: WETZIG, ULRICH, HOHENHORST, MANFRED, DR.
PROCEDIMIENTO PARA CONTROLAR DE FORMA CONTINUA EL NUMERO DE CELULAS EN LA PRODUCCION DE ESPUMAS DE POLIURETANO A PARTIR DE POLIOLES, ISOCIANATOS Y AGUA. LA PREMEZCLA DE LOS COMPONENTES SE EFECTUA EN UN MEZCLADOR PRINCIPAL CON PRESIONES DE INYECCION Y DE CAMARA DE MEZCLA AJUSTABLES Y EL CONTENIDO DE ISOCIANATOS SE ELEVA O REDUCE CONTINUAMENTE INMEDIATAMENTE ANTES DE LA ENTRADA DEL GAS EN EL MEZCLADOR PRINCIPAL. EL MEZCLADOR PRINCIPAL ES UN MEZCLADOR CON APERTURA Y SALIDA DE FLUIDOS POR LA PARTE SUPERIOR.
SOPORTE DEFORMABLE PARA SU USO DURANTE LA FORMACION DE ESPUMA, Y METODO PARA FABRICAR DICHO SOPORTE.
(01/06/1995). Solicitante/s: AKTIEBOLAGET ELECTROLUX. Inventor/es: STALIN, ANN CHARLOTTE NIKITA.
SE PRESENTA UN VASTAGO PARA SUJETAR UNA PARED DE, POR EJ., LA PUERTA DE UN REFRIGERADOR, DURANTE LA OPERACION QUE CONSISTE EN RELLENARLA DE UN PLASTICO EXPANDIBLE Y ENDURECIBLE. EN EL LADO OPUESTO DEL DE LA PARED EL EMBOLO PRESENTA UNA PARTE VACIADA EN FORMA DE BOLSA RELLENA DE UN MATERIAL EN PARTICULAS , DICHA PARTE TIENE UNA SUPERFICIE QUE MUESTRA UNA IMPRESION EN LA MISMA FORMA DE LA PARED . EL EMBOLO ES REPOSICIONABLE EN DISTINTAS CONFORMACIONES, DE TAL FORMA QUE PUEDA SERVIR COMO EMBOLO PARA PAREDES DE DIFERENTES FORMAS.
METODO PARA FORMAR UN ARTICULO QUE CONSISTE EN UN NUCLEO DE ESPUMA Y UNA O MAS CAPAS DE COBERTURA.
(01/06/1995). Solicitante/s: AIREX AG. Inventor/es: BRAMBACH, JOHAN ARIE.
ESTA INVENCION SE REFIERE A UN METODO PARA LA FORMACION DE UN MOLDE DE UN ARTICULO CONSISTENTE EN UN MATERIAL LAMINADO TERMOPLASTICO, QUE COMPRENDE UN NUCLEO DE ESPUMA TERMOPLASTICA Y UNA O DOS, CAPAS RECUBRIDORAS DE RESINA TERMOPLASTICA, OPCIONALMENTE REINFORZADAS DE FIBRA. TAMBIEN COMPRENDE LA INCLUSION EN EL MOLDE DE UN MATERIAL SINTETICO DE ESPUMA TERMOPLASTICA Y LAS UNA O DOS CAPAS RECUBRIDORAS REINFORZADAS DE FIBRA, Y EL SUMINISTRO DE UN LIQUIDO AL MOLDE A UNA TEMPERATURA Y PRESION ELEVADAS, POR LO QUE LA TEMPERATURA DEL MATERIAL SINTETICO TERMOPLASTICO ES ELEVADA A LA TEMPERATURA POR ENCIMA DE LA TEMPERATURA A LA QUE EL MATERIAL SE CONVIERTE EN ESPUMA, SEGUIDO POR EL DESCENSO DE LA TEMPERATURA DEL LIQUIDO Y SU AGITACION EN EL MOLDE CONSIGUIENDOSE LA ESPUMACION DEL MATERIAL SINTETICO TERMOPLASTICO.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}