CIP-2021 : B29C 44/58 : Moldes.
CIP-2021 › B › B29 › B29C › B29C 44/00 › B29C 44/58[2] › Moldes.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 44/00 Conformación por presión interna generada en el material, p. ej. por hinchamiento o por espumación.
B29C 44/58 · · Moldes.
CIP2021: Invenciones publicadas en esta sección.
(27/05/2020). Solicitante/s: Finnfoam Oy. Inventor/es: NIEMINEN,HENRI.
Una placa de aislamiento de polímero expandido que comprende primera y segunda superficies paralelas grandes y primer y segundo bordes laterales largos paralelos, y primer y segundo bordes laterales cortos paralelos perpendiculares a los bordes laterales largos, que delimitan las superficies, estando hecha dicha placa de aislamiento de perlas de polímero de poliestireno expandido, polipropileno expandido o polietileno expandido, en donde las perlas de polímero y sus celdas están intactas y tienen una forma alargada en toda la placa de aislamiento, y la conductividad térmica de la placa de aislamiento perpendicular a las superficies grandes es de 0,026 a 0,033 W/K · m, o de 0,027 a 0,030 W/K · m.
PDF original: ES-2811501_T3.pdf
Aparato y procedimiento para la producción de embriones de espuma expandida.
(18/03/2020) Un procedimiento para producir un embrión espumable que tiene un volumen Vfinal usando moldeo por inyección, que comprende las etapas de:
- proporcionar un plastisol;
- proporcionar una unidad de inyección para el moldeo por inyección que comprende un cilindro con una boquilla y una unidad de control adaptada para controlar la contrapresión Pback en el interior del cilindro y para mantener dicha presión por encima de una presión de espumación crítica;
- proporcionar un molde que comprende un orificio de inyección, un medio que ejerce una fuerza, una primera y una segunda mitad de molde que forman una cavidad de molde con un volumen de cavidad, donde las mitades de molde pueden moverse una respecto de la otra para modificar el volumen de la cavidad, donde el molde se proporciona en un estado frío que tiene…
Método de fabricación de un panel sándwich.
(19/02/2020) Método de fabricación de un panel sándwich que comprende las etapas de:
a) una etapa de montaje de proporcionar un conjunto en forma de placa de una primera parte de cobertura y una segunda parte de cobertura y, entre estas partes de cobertura, una parte de núcleo de un material termoplástico que contiene un agente de expansión físico;
b) una etapa de calentamiento de calentar el conjunto que resulta de la etapa a) a presión entre herramientas de prensado calentadas en una prensa hasta una temperatura de espumación por debajo de la temperatura de transición vítrea del material termoplástico en la parte de núcleo, efectuando de ese modo la adhesión de la parte de núcleo que debe espumarse a las partes de cobertura primera y segunda;
c) una etapa de espumación de espumar el material termoplástico en la parte de núcleo a presión…
Elemento de amortiguación o elemento de refuerzo con mecanismo de fijación.
(06/11/2019). Solicitante/s: SIKA TECHNOLOGY AG. Inventor/es: BELPAIRE, VINCENT, MENDIBOUR,JEAN.
Un elemento de amortiguación o elemento de refuerzo , que comprende:
un apoyo configurado para estar dispuesto en una cavidad ; y
un mecanismo de fijación dispuesto sobre el apoyo y configurado para soportar, al menos parcialmente, el apoyo en la cavidad; en donde el mecanismo de fijación define una abertura para recibir un material expansible ,
teniendo el mecanismo de fijación un dispositivo anti-retorno configurado para prevenir que al menos una porción del material expansible se escape a través de la abertura durante la expansión, y
en donde el apoyo es un apoyo plano rígido y el apoyo incluye dos soportes espaciados entre sí, y en donde el mecanismo de fijación está dispuesto entre los dos soportes.
PDF original: ES-2755503_T3.pdf
Proceso para moldear artículos de plástico.
(06/11/2019) Un proceso para moldear un artículo de plástico utilizando una máquina que comprende una pareja de moldes , cada uno de los cuales se asienta en una camisa aislante y cada uno de los cales define una cavidad de molde , siendo móviles los moldes entre una posición abierta, en la que las cavidades del molde están abiertas y una posición cerrada, en la que los moldes cooperan parea definir una cavidad del molde completamente cerrada que no está ventilada, en donde los moldes están conectados entre sí por al menos una bisagra alrededor de la cual los moldes son pivotables para moverse entre las posiciones abierta y cerrada y medios para calentar y refrigerar los moldes , comprendiendo el método las etapas de:
a) calentar…
Método de fabricación de un panel sándwich que tiene una configuración asimétrica en dirección de grosor.
(24/04/2019) Método de fabricación de un panel sándwich que tiene una configuración asimétrica en la dirección de grosor que comprende las etapas de:
a) una etapa de montaje de proporcionar un conjunto con forma de placas de una primera parte de cobertura y una segunda parte de cobertura y, entre estas partes de cobertura, una parte de núcleo de un material termoplástico que contiene un agente de soplado, en donde la segunda parte de cobertura no es igual a la primera parte de cobertura con respecto a la capacidad térmica y/o conductividad térmica;
b) una etapa de calentamiento de calentar el conjunto de la etapa a) con presión entre herramientas de prensado en una prensa; efectuando, de este modo, la adhesión de la parte de núcleo con la primera y segunda partes de cobertura;
c) una etapa de espumado de espumar el material…
Procedimiento de realización de una pantalla de protección acústica para motor de vehículo automóvil y pantalla obtenida por un procedimiento de este tipo.
(03/04/2019) Procedimiento de realización de una pantalla de protección acústica para motor de vehículo automóvil, comprendiendo dicho procedimiento las siguientes etapas:
• prever una hoja metálica reflectante de protección térmica, estando dicha hoja provista de una pluralidad de microperforaciones ,
• prever un manto de fibras que comprende una resina termoendurecible,
• superponer dicha hoja y dicho manto en un primer molde de termocompresión, de manera que se comprima dicho manto uniendo dichas fibras entre sí, para formar una capa de aislamiento térmico y de manera que se asocie dicha hoja a dicha capa por dicha resina, para obtener una carcasa de protección térmica que…
Molde para moldeo de espuma en molde de resina con base de poliolefina, método para fabricar artículo moldeado de espumación en molde, y artículo moldeado de espumación en molde.
(06/03/2019) Un molde para moldeo de espuma en molde de resina con base de poliolefina, el molde se configura para moldear un miembro de inserto integralmente con un cuerpo moldeado de espumación , el miembro de inserto incluye una pieza incrustada a incrustar en el cuerpo moldeado de espumación formado de cuencas pre-expandidas de resina con base de poliolefina y una pieza protuberante (3a) que sobresale del cuerpo moldeado de espumación hacia el exterior, en donde
el molde para moldeo de espuma en molde de resina con base de poliolefina comprende:
una pieza cóncava de acomodo que puede acomodar la pieza protuberante (3a); y
unos medios de apertura/cierre tienen una pieza de apertura/cierre que puede abrir y cerrar una abertura de lado cavidad de la pieza cóncava de acomodo…
Método para fabricar un bloque de aislamiento y bloque de aislamiento.
(01/02/2019) Un método para fabricar un bloque de aislamiento, que comprende primera y segunda superficies planas grandes paralelas y primer y segundo bordes laterales largos paralelos y primer y segundo bordes laterales cortos paralelos perpendiculares a los bordes laterales largos, que delimitan las superficies, en cuyo método
- las perlas de polímero pre-expandido se introducen en un molde de conformación, perlas de polímero que se seleccionan de un grupo que incluye poliestireno, polipropileno y polietileno, y molde de conformación que comprende una pared inferior, paredes laterales y una pared superior, paredes que conjuntamente delimitan el volumen interior del molde de conformación,
- las perlas de polímero pre-expandido se tratan con vapor en el molde de conformación,
- el bloque de aislamiento formado se enfría, y
- el bloque de aislamiento…
MOLDE PARA FABRICACIÓN DE PIEZAS DE ASIENTOS DE VEHÍCULOS.
(10/05/2018). Solicitante/s: MATRIVAL, S.L.. Inventor/es: PEÑA VALCARCEL, FELIPE.
1. Molde para fabricación de piezas de asientos de vehículos que comprende una base que comprende una cavidad y una tapa que a su vez integra una estructura saliente complementaria de la cavidad caracterizado porque la base comprende una cámara de succión perimetral alrededor de la cavidad que se comunica con el interior de la estructura hueca mediante unos pasos para la evacuación de gases.
2. Molde para fabricación de piezas de asientos de vehículos según la reivindicación 1 caracterizado porque la cámara de succión perimetral aloja una junta de estanqueidad de configuración hueca en su interior.
3. Molde para fabricación de piezas de asientos de vehículos según cualquiera de las reivindicaciones anteriores caracterizado porque los pasos tienen unas dimensiones que se encuentran dentro de los rangos: 10-20 mm. de ancho y 0,1-0,35 mm. de altura.
PDF original: ES-1211970_U.pdf
Molde ventilado y procedimiento para producir un artículo moldeado.
(14/03/2018). Solicitante/s: Proprietect L.P. Inventor/es: CATHCART,ALLAN K, CLARK,LESLIE E, GENYN,LARRY A, MENESES,LOUIE J, LANSUE,RANDALL J.
Un sistema para producir acolchados moldeados para asientos de automóvil a partir de espuma de poliuretano, que comprende un molde y una composición de poliuretano espumable líquida, comprendiendo el molde un primer molde y un segundo molde , que pueden acoplarse, de manera desmontable, entre una posición abierta y una posición cerrada, la posición cerrada define una cavidad de molde, comprendiendo una superficie de la cavidad del molde una pluralidad de ranuras interconectadas y una pluralidad de aberturas de ventilación, caracterizado por que la pluralidad de ranuras interconectadas están conectadas a la pluralidad de aberturas de ventilación, teniendo la pluralidad de ranuras interconectadas una sección transversal que comprende un par de paredes laterales interconectadas por una parte de cima/cúspide, teniendo el par de paredes laterales un ángulo una respecto a la otra que define un ángulo agudo.
PDF original: ES-2669584_T3.pdf
Procedimiento para la producción de un útil de moldeo.
(03/01/2018). Solicitante/s: OVERATH GMBH. Inventor/es: LANG, EBERHARD, OVERATH,UDO.
Útil de moldeo para la producción de una pieza moldeada a base de partículas de espuma expansibles, que comprende una primera mitad de útil y una segunda mitad de útil, que forman una cavidad en la que pueden introducirse las partículas de espuma termoplástica y pueden fusionarse éstas mediante vapor caliente, que puede alimentarse desde una cámara de vapor, habiéndose producido el útil de moldeo a partir de un material plástico o metal en polvo mediante una sinterización por láser, caracterizado por que los espesores de pared del útil de moldeo están configurados uniformemente y, mediante sinterización por láser, se han introducido microtoberas en el útil de moldeo, mediante las cuales puede purgarse el aire de la cavidad durante el llenado y a continuación alimentarse vapor caliente a la cavidad, y las microtoberas presentan, en dirección a la cavidad, unas microaberturas con un diámetro de 0,1 a 0,5 mm y están configuradas en forma de embudo.
PDF original: ES-2664082_T3.pdf
Procedimiento de moldeo por inyección de un material plástico de espuma.
(28/06/2017) Procedimiento de fabricación de una pieza a base de material plástico de espuma , que comprende las etapas de
- preparación de un material de espuma calentado ,
- inyección del material de espuma en un molde calentado;
- enfriamiento del molde ,
siendo el molde calentado de modo homogéneo en toda su superficie interior (31A), denominada superficie activa calentada, contra la cual se adhiere el material inyectado destinado a presentar la superficie de homogeneidad de aspecto, y siendo la temperatura de la superficie activa (31A) del molde durante la inyección en el molde superior a la temperatura…
Molde ventilado y procedimiento para producir artículos moldeados.
(18/01/2017). Solicitante/s: Proprietect L.P. Inventor/es: CATHCART,ALLAN K, CLARK,LESLIE E, GENYN,LARRY A, MENESES,LOUIE J, LANSUE,RANDALL J.
Un dispositivo para producir acolchados moldeados para asientos de automóvil a partir de espuma de poliuretano, en combinación con una composición de poliuretano espumable líquida, en el que el dispositivo comprende una tapa y una cubeta que pueden acoplarse, de manera desmontable, entre una posición abierta y una posición cerrada, en el que la posición cerrada define una cavidad de molde, en el que al menos una de entre la tapa y la cubeta comprende: (i) una pluralidad de aberturas de ventilación, en el que cada abertura de ventilación tiene un conducto para que el gas escape desde la cavidad del molde y una obstrucción en el conducto, en el que la obstrucción y el conducto se combinan para formar al menos una abertura, y (ii) una pluralidad de ranuras interconectadas sobre una superficie de la cavidad del molde, en el que la pluralidad de ranuras interconectadas están dispuestas para estar en comunicación de fluido con la pluralidad de aberturas de ventilación.
PDF original: ES-2621971_T3.pdf
Herramienta de troquelado y espumado así como procedimiento.
(11/05/2016). Solicitante/s: FRIMO GROUP GMBH. Inventor/es: DIPL.ING. ZAVISKA,ZDISLAV, HAZDRA,STANISLAV, DIPL.ING. RING,RENÉ.
Dispositivo para la fabricación de
componentes de equipamiento interior con aberturas por medio de espumado, con una parte superior y una parte inferior , con las que puede definirse una cavidad , pudiendo introducirse un material de espumado en una zona entre la parte superior e inferior,
estando colocado en la parte superior y/o inferior un dispositivo de troquelado , que presenta un medio de corte que puede llevarse al interior de la cavidad , caracterizado porque el medio de corte puede calentarse,
presentando el dispositivo de troquelado al menos un eyector (8a-8d), que puede actuar conjuntamente con el movimiento del medio de corte.
PDF original: ES-2586382_T3.pdf
Molde para obtención de piezas de espuma para un asiento de vehículo.
(08/02/2016). Solicitante/s: SEAT, S.A.. Inventor/es: GARCÍA CUÑA,Javier.
Molde para obtención de piezas de espuma para un asiento de vehículo, donde el molde comprende una base y una tapa, donde un espacio de moldeo está definido por la base y la tapa cuando el molde está cerrado, en donde al menos una primera pieza con una primera forma es montable en el molde de manera que el espacio de moldeo es configurable, de manera que una forma de las piezas de espuma para un asiento es variable con un mismo molde, de manera que se dispone como resultado de un molde polivalente para obtención de diferentes piezas de espuma para un asiento de vehículo en donde una misma concavidad del molde sea fácilmente manipulable para moldear distintos tipos de geometrías.
PDF original: ES-2558793_B1.pdf
PDF original: ES-2558793_A1.pdf
Fijación de paneles de aislamiento bajo vacío en dispositivos de refrigeración.
(17/12/2014) Uso de un sistema de reacción de espuma de poliuretano (PUR) que contiene
a) poliisocianatos orgánicos y/u orgánicos modificados con
b) al menos un compuesto de peso molecular superior con al menos dos átomos de hidrógeno reactivos con grupos isocianato y dado el caso
c) agentes de alargamiento de cadena y/o agentes de reticulación de bajo peso molecular en presencia de
d) agentes expansores,
e) catalizadores,
f) estabilizadores de espuma y dado el caso
g) otros coadyuvantes y/o aditivos,
en el que los componentes a) a g) se seleccionan de modo que se obtiene una espuma de poliuretano de célula cerrada con una densidad aparente de espuma libre de 50 a 1100 g/l y una resistencia a la presión superior a 15 kPa de acuerdo con la norma DIN 53421 y están excluidas espumas integrales duras,
para la fijación por la superficie…
MOLDE CON CÁMARA INCORPORADA PARA LA FABRICACIÓN DE PIEZAS DE ESPUMA PLÁSTICA.
(18/09/2014) Molde para la fabricación de una pieza de espuma plástica, que comprende: - al menos una primera impronta (50, 50') sustentada en una primera cámara de una máquina moldeadora; - al menos una segunda impronta (90, 90') sustentada en una segunda cámara de la máquina moldeadora; - definiendo la primera impronta (50, 50') y la segunda impronta (90, 90') entre sí, en posición de cierre de la máquina moldeadora, un espacio que corresponde con la pieza a moldear; - al menos un primer orificio (59, 59') en una de las primera y segunda improntas (50, 50, 90, 90') para introducir una espuma plástica en dicho espacio ; caracterizado porque: - las primera y segunda improntas (50, 50', 90, 90') son huecas, definiendo en su interior un alma (55, 55', 95, 95') conectada con dicho espacio a través de una pluralidad…
Molde con cámara incorporada para la fabricación de piezas de espuma plástica.
(17/09/2014) Molde para la fabricación de una pieza de espuma plástica, que comprende:
- una primera impronta sustentada en una primera cámara de una máquina moldeadora;
- una segunda impronta sustentada en una segunda cámara de la máquina moldeadora;
- definiendo la primera impronta y la segunda impronta entre sí, en posición de cierre de la máquina moldeadora, un espacio que corresponde con la pieza a moldear;
- al menos un primer orificio en una de las primera y segunda improntas para introducir una espuma plástica en dicho espacio ;
en el que:
- las primera y segunda improntas son huecas, definiendo en su interior un alma conectada…
Dispositivo para fabricar una pieza moldeada de plástico.
(11/12/2013) Dispositivo para fabricar una pieza moldeada de plástico consistente en un soporte y una capa espumada y actuante como pieza bruta para un componente de revestimiento interior forrado de un vehículo automóvil,comprendiendo el dispositivo un útil de moldeo multipieza con un núcleo y una matriz pertenecientes a dicho útil demoldeo, así como útiles de troquelado , y comprendiendo los útiles de troquelado cilindros de troquelado ,vástagos de pistón , portaagujas y agujas de troquelado , caracterizado por que los útiles de troquelado están integrados en la parte del útil de moldeo que está destinada a recibir el soporte .
Un procedimiento para producir un artículo espumado.
(17/10/2013) Un procedimiento para producir un artículo espumado que incluye un elemento de soporte , una capa deespuma y una cubierta de tapicería aplicada sobre dicha capa de espuma , que comprende las etapasde:
- formar dicha cubierta de tapicería cosiendo juntas una pluralidad de longitudes de cubierta de tapicería(10', 10", 10'''),
- situar la cubierta de tapicería cosida sobre una superficie de colocación convexa de un elemento decolocación ,
- mantener la cubierta de tapicería cosida sobre dicho elemento de colocación mediante un primersistema de succión ,
- ajustar dicho elemento de colocación con la cubierta de tapicería cosida mantenida sobre el mismopor succión en un troquel inferior de un troquel…
Elemento de asiento moldeado a partir de material de poliolefina expandible y reticulable.
(03/09/2013) Método de fabricación de un elemento de asiento que comprende las fases siguientes:
- inyección en un molde de un material de poliolefina expandible y reticulable,
- reticulación y expansión de dicho material de poliolefina en el interior del molde, obteniendo de tal manera uncuerpo que tiene la forma del molde,
- liberación espontánea del cuerpo del molde debido a la expansión,
- prosecución de la expansión del cuerpo fuera del molde hasta que se completa la expansión, y- acoplamiento de dicho cuerpo con una plantilla fabricada de material rígido, cuando el cuerpo ha completado la expansión y antes de que el material del cuerpo se contraiga durante el enfriamiento, y
- enfriamiento…
PROCEDIMIENTO DE FABRICACIÓN DE PIEZAS DE ESPUMA DE POLIURETANO CON RECUBRIMIENTO TEXTIL Y MOLDE PARA SU OBTENCIÓN.
(17/09/2012) Procedimiento de fabricación de piezas de espuma de poliuretano con recubrimiento textil y molde para su obtención.
El procedimiento es del tipo de los que las piezas de poliuretano con recubrimiento textil se fabrican mediante un molde abierto.
Se caracteriza porque en una fase inicial, previamente al vertido del poliuretano líquido dentro del molde abierto, una porción principal del cuerpo laminar textil cubre una superficie frontal del fondo del molde abierto , superficie frontal incorporada en una parte móvil del molde abierto , estando tal parte móvil en esta fase inicial desplazada con respecto al resto del molde abierto …
Procedimiento para la fabricación de un cuadro de instrumentos.
(30/05/2012) Procedimiento para la fabricación de un cuadro de instrumentos que está constituido por
- una capa de soporte de plástico rígido , y
- una capa superficial de plástico espumoso con una o varias zonas rebajadas a través de fundiciónpor inyección en un molde de fundición por inyección , que comprende dos semi-moldes así comoun núcleo deslizable , en el que en una cavidad del molde , entre los dos semi-moldes y elnúcleo deslizable , se forma en primer lugar la capa de soporte de plástico rígido a través defundición por inyección y a continuación se inyecta una colada de polímero que contiene agente propulsor yque forma la capa superficial…
MEJORAS RELACIONADAS CON FLOTADORES.
(30/05/2011) Una cámara de humidificación para su uso en un sistema de ventilación médica, teniendo la cámara de humidificación una válvula de flotador para controlar el nivel de un fluido dentro de la cámara , incluyendo la válvula de flotador un flotador que comprende una primera parte de material plástico, y una segunda parte de material plástico que tiene dimensiones mayores que la primera parte , formando las partes primera y segunda un conjunto integral, caracterizada porque al menos la segunda parte contiene bolsas de gas atrapado, donde la primera parte incluye un tubo generalmente cilíndrico adaptado para cooperar con un manguito de guiado de la válvula de flotador, de manera que el manguito de guiado está restringiendo el movimiento del tubo …
HERRAMIENTA DE MOLDEO SELLABLE.
(10/05/2011) Herramienta de molde sellable comprendiendo una primera mitad de molde, una segunda mitad de molde que esta diseñada para poder ser cerrada con la primera mitad de molde formando una cavidad, un dispositivo de sellado activo entre la primera mitad y la segunda mitad de molde en estado cerrado y alojado por lo menos parcialmente en una ranura , en donde las mitades de molde están construidas de tal manera que entre ellas se puede colocar una pieza inserto , en donde integral con el dispositivo de sellado esta previsto un dispositivo de vacío para fijar la pieza inserto , en donde entre la ranura y el dispositivo de sellado se forma una rendija que llega hasta la pieza inserto, en la que se puede generar un vacío que actúa sobre la pieza inserto, caracterizada porque el dispositivo de sellado y/o la ranura están…
DISPOSITIVO PARA LA FABRICACION DE UN CUERPO ACOLCHADO DE MATERIAL ESPONJOSO DE VARIAS CAPAS.
(16/05/2007) Dispositivo para la fabricación de un cuerpo acolchado (H1/H2) de material esponjoso de varias capas, en especial para las piezas acolchadas de los vehículos automóviles; con un molde de herramienta, que posee varios elementos de moldeo de herramienta (W1, W2); en este caso, entre un elemento de moldeo básico (K) y un elemento de moldeo antagónico (W1), que consiste en por lo menos una pieza, queda constituido un hueco de llenado (VI) para la fabricación de un cuerpo básico hueco de material esponjoso (H1), mientras que entre el cuerpo básico de material esponjoso (H1), que se encuentra cogido en el elemento de moldeo básico (K), y un elemento de moldeo antagónico adicional (W2), que consiste en por lo menos una pieza y el cual sustituye el elemento de moldeo antagónico (W1), queda…
PROCEDIMIENTO Y MOLDE PARA RECUBRIR CABLES MEDIANTE ESPUMA.
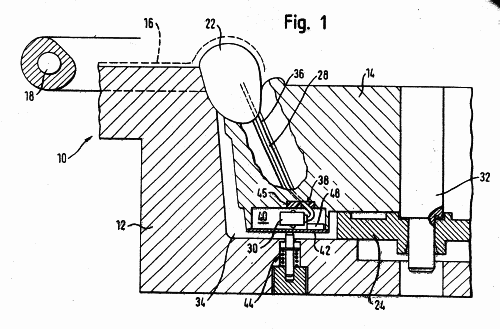
(16/12/2005). Ver ilustración. Solicitante/s: TRW AUTOMOTIVE SAFETY SYSTEMS GMBH. Inventor/es: KREUZER, MARTIN.
Procedimiento para revestir de espuma un esqueleto de volante de dirección provisto de cables, caracterizado por los siguientes pasos: - el esqueleto del volante de dirección se posiciona, junto con un cable colocado en el mismo, en un molde de espuma , - un segmento del cable , que no se debe alojar en la espuma, se posiciona en una cavidad con cierre reutilizable, prevista en el molde de espumado , donde la cavidad es hermética frente a la entrada de la espuma, - la cavidad y el molde de espumado se cierran, - el molde de espumado se espuma, donde el cable queda embutido en la espuma junto con el esqueleto del volante de dirección, y la cavidad deja libre un espacio en el esqueleto del volante de dirección recubierto de espuma, - el molde de espumado y la cavidad se abren para la retirada del producto fabricado, y - en el espacio liberado se posiciona posteriormente un elemento, en particular un elemento electrónico.
MOLDE Y PROCEDIMIENTO PARA MOLDEAR UN RELLENO DE ESPUMA PARA NEUMATICOS.
(01/12/2005) Molde para el moldeo de una cámara de espuma anular para neumático, que comprende: un primer molde (16A) que presenta una primera parte cóncava anular (18A) que moldea un lado, en una dirección axial, de la cámara de espuma para neumático; y un segundo molde (16B) que presenta una segunda parte cóncava anular (18B) que moldea el otro lado, en dirección axial, de la cámara de espuma para neumático, en el que cuando se acoplan en dirección axial el primer molde (16A) y el segundo molde (16B), la primera parte cóncava anular (18A) y la segunda parte cóncava anular (18B) forman un espacio anular para el moldeo de la cámara de espuma para neumático, el primer molde (16A) presenta unas caras de unión primeras que conectan con…
METODO Y APARATO PARA LA ESPUMACION EN VACIO DE PANELES.
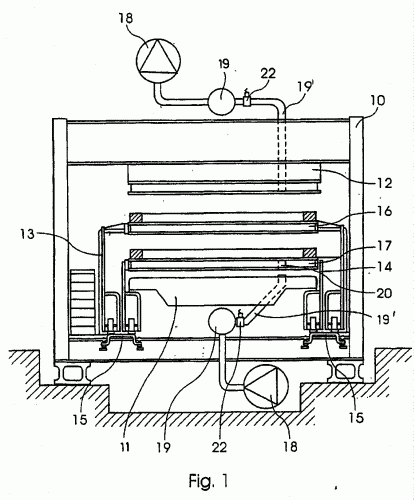
(16/06/2004). Ver ilustración. Solicitante/s: MISA SUD. Inventor/es: MICHELETTI, EDUARDO, D\'ANNIBALE, VINCENZO.
La invención consiste en la posibilidad de controlar el vacío dentro de cada zona de espumación, con supresión de las caídas de presión o cambios repentinos, tanto al comienzo como al final de cada operación de espumación, cuando el manguito de inyección de un dispositivo de mezcla es introducido y retirado, en o del orificio de inyección. Uno de los miembros de bastidor longitudinal de cada zona de espumación, está dotado por tanto, de un orificio de inyección para la introducción selectiva de mezcla espumable en cada panel, como antes se ha expuesto.
DISPOSITIVO DE CENTRADO DESTINADO PARA COMPONENTES PLANOS, PARTICULARMENTE PANELES DE CRISTAL.
(16/06/2004). Ver ilustración. Solicitante/s: FA. OSKAR BRAUNSBERGER. Inventor/es: HAGENMEYER, CORD, WEISS, OLIVER, HOYER, ALOIS.
Dispositivo de centrado para piezas planas , en particular para lunas de cristal, que se vayan a enmarcar por inyección/enmarcar con espuma o encapsular al menos en los cantos laterales con un marco de plástico , caracterizado porque el dispositivo de centrado está formado por muelles (18 y 19) de igual constante de muelle, dispuestos enfrentados entre sí y actuando sobre el borde de la pieza.
UTILIZACION DE UN MOLDE PARA PIEZAS FORMADAS DE ESPUMA.
(01/12/2003). Solicitante/s: BRIDGESTONE CORPORATION. Inventor/es: YATA, TATSUO , YOKOHAMA PLANT BRIDGESTONE CORP., HORIMATSU, TOSHIYUKI, YOKOHAMA PLANT BRIDGEST. COR, NABESHIMA, YOICHI, YOKOHAMA PLANT BRIDGESTONE CORP.
Se presenta un molde para artículos moldeados expandidos capaz de formar eficientemente productos de pequeño tamaño con un alto rendimiento, el molde incluye un molde inferior en forma de vaso y un molde superior que cubre el molde inferior. Se dispone una pared de división que sobresale de la superficie inferior del molde superior, y la pared de división divide el interior del molde en una serie de pequeñas cavidades (1a, 1b). Se define una separación (S) de aproximadamente entre 1 y 10 mm entre la pared de división y la base del molde inferior.
{kind=link}
{kind=link}
{kind=link}