CIP-2021 : B22D 17/22 : Moldes metálicos (su fabricación, veáse la clase apropiada,
p. ej. B23P 15/24 ); Planchas de moldes; Soportes de moldes; Equipo para el enfriamiento de los moldes; Accesorios para la extracción y la eyección de las piezas fuera del molde.
CIP-2021 › B › B22 › B22D › B22D 17/00 › B22D 17/22[2] › Moldes metálicos (su fabricación, veáse la clase apropiada, p. ej. B23P 15/24 ); Planchas de moldes; Soportes de moldes; Equipo para el enfriamiento de los moldes; Accesorios para la extracción y la eyección de las piezas fuera del molde.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B22D 11/00 hasta B22D 27/00: Procedimientos especiales de colada; Máquinas o aparatos ad hoc
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B22 FUNDICION; METALURGIA DE POLVOS METALICOS.
B22D COLADA DE METALES; COLADA DE OTRAS MATERIAS POR LOS MISMOS PROCEDIMIENTOS O CON LOS MISMOS DISPOSITIVOS (trabajo de materias plásticas o sustancias en estado plástico B29C; tratamientos metalúrgicos, empleo de sustancias específicas que se añaden al metal C21, C22).
B22D 17/00 Colada bajo presión o por inyección, es decir, colada introduciendo el metal en el molde bajo alta presión.
B22D 17/22 · · Moldes metálicos (su fabricación, veáse la clase apropiada, p. ej. B23P 15/24 ); Planchas de moldes; Soportes de moldes; Equipo para el enfriamiento de los moldes; Accesorios para la extracción y la eyección de las piezas fuera del molde.
CIP2021: Invenciones publicadas en esta sección.
Molde para moldeo por inyección-compresión.
(04/03/2020) Molde para moldeo por inyección-compresión que comprende:
- un punzón y una matriz adecuada para cerrar sobre el punzón para delimitar con esto una cámara de inyección para contener el material a inyectar, siendo dicha matriz y punzón movible axialmente entre ellos con respecto a una dirección axial (Y-Y) de apertura/cierre del molde ,
- un anillo perimetral , asociado de forma deslizante al punzón o la matriz , a lo largo de la dirección axial (Y-Y), adecuado para definir, conjuntamente con la matriz y el punzón , el perfil de la cámara de inyección ;
caracterizado porque el anillo perimetral comprende un perfil de interfase , destinado a aplicarse a la matriz o con el punzón , que comprende una pared de empuje superior , inclinada, a la que se aplica un plano inclinado asociado a la matriz , como para generar,…
Aparato de enfriamiento para una matriz de estampación en caliente.
(22/01/2020) Un aparato de enfriamiento para una matriz de estampación en caliente que tiene un canal de enfriamiento provisto en el mismo, comprendiendo el aparato de enfriamiento:
un depósito que almacena un refrigerante en un estado líquido;
una línea de suministro de refrigerante que conecta el depósito y una entrada del canal de enfriamiento; una línea de descarga de refrigerante que conecta una salida del canal de enfriamiento y el depósito ;
un calentador provisto en la línea de suministro de refrigerante para calentar el refrigerante; y una bomba provista en la línea de suministro de refrigerante …
Aparato de molde para moldear metales en un entorno de alto vacío.
(25/09/2019) Un dispositivo de molde para conformar metal en un entorno de alto nivel de vacío que comprende:
un molde fijo ;
un molde móvil adyacente a una porción superior del molde fijo para formar una cavidad ; un vástago eyector que se extiende a través del molde móvil hasta la cavidad ;
una unidad de aspiración que crea un entorno de vacío dentro de la cavidad retirando aire de la misma, en donde, después de que la unidad de aspiración cree el entorno de vacío dentro de la cavidad , se carga metal fundido en la cavidad , en donde el metal fundido se conforma en un producto, y el vástago eyector empuja hacia afuera el producto conformado; y
una placa de cierre situada próxima a la parte superior del molde…
Procedimiento para la fundición de un objeto metálico perfilado, especialmente de TiAl.
(15/04/2019) Procedimiento para la fabricación de un objeto metálico (9, 9') con una alta capacidad de carga a partir de una aleación de α+γ TiAl para motores de émbolos y turbinas de gas, especialmente motores de avión, en el que se pone a disposición una masa fundida de una aleación de TiAl que se funde en un proceso de fundición centrífuga en una o varias coquillas formando uno o varios semiproductos previamente perfilados para un procesamiento posterior mediante técnica de forja y/o tratamiento para conformar la pieza acabada, presentando la o cada coquilla una cavidad , con al menos un destalonamiento, y uno o varios planos de separación lisos o de conformación libre y abriéndose la misma durante el proceso de solidificación y enfriamiento mediante una presión interior generada…
Coquilla para la fundición de un objeto metálico perfilado, especialmente de TiAl.
(09/04/2019) Coquilla para la fundición de un objeto metálico perfilado que comprende al menos dos piezas de coquilla (2a, 2b, 2c, 2d) que se pueden unir entre sí de forma separable con respectivamente al menos una cavidad de molde (3a, 3b, 3c, 3d), complementándose las cavidades de molde (3a, 3b, 3c, 3d) con la coquilla cerrada para formar una cavidad con un volumen que varía a lo largo de un eje con uno o varios destalonamientos y pudiéndose separar una de otra a lo largo de un plano de separación liso o de conformación libre, caracterizada por que en al menos una pieza de coquilla se prevé al menos una superficie (7a, 7b, 8a, 8b, 15a, 15b) contra la que se puede generar directa o indirectamente presión como resultado de la contracción…
Dispositivo de colada con un conducto anular y procedimiento de colada.
(06/03/2019). Solicitante/s: Schuler Pressen GmbH. Inventor/es: FAHRENBACH,JURGEN, SCHWARZ, TOBIAS, GAEBGES,MARTIN.
Dispositivo de colada , que presenta
- una cavidad de moldeo que forma un espacio hueco para una pieza moldeada ,
- una cámara de colada para una masa fundida metálica y
- un sistema de inyección
estando
- la cámara de colada unida a través de dos conexiones de conducto anular (A, B) con un conducto anular para la masa fundida , caracterizado por que el conducto anular puede unirse a través del sistema de inyección con la cavidad de moldeo.
PDF original: ES-2725355_T3.pdf
Molde de inyección con recubrimiento superficial de la superficie interior.
(31/01/2019). Solicitante/s: S.I.P.A. SOCIETA INDUSTRIALIZZAZIONE PROGETTAZIONE AUTOMAZIONE - S.P.A. Inventor/es: ZOPPAS, MATTEO, SIGLER,LAURENT, ZANETTE,DINO ENRICO.
Un molde que tiene paredes de acero para la producción de preformas hechas de PET mediante moldeo por inyección, que comprende un recubrimiento de material cerámico con un espesor de entre 90 y 120 nm que recubre las paredes del molde, en el que el recubrimiento está hecho de Al2O3 o comprende una primera capa hecha de Al2O3 y una segunda capa hecha de TiO2, adaptado para la producción de preformas con una L/t > 50, cuando L es mayor o igual a 100 mm o preformas con una L/t > 45 cuando L < 100 mm, donde "L" y "t" son la longitud total de la preforma y el espesor de la pared de la preforma, respectivamente.
PDF original: ES-2698130_T3.pdf
(09/01/2019) Disposición de colada con un molde de fundición que encierra por lo menos dos cavidades de colada (1A, 1B) para la fundición en molde en cada caso de una pieza de fundición y que se puede abrir en una primera dirección de desmoldeo (D1) y en por lo menos una segunda dirección de desmoldeo (D2) diferente de la 5 primera dirección de desmoldeo, en donde el molde de fundición presenta como componentes
- una primera placa de base dispuesta de manera transversal con respecto a la primera dirección de desmoldeo (D1), en la que se apoyan primeras piezas perfiladas (11A, 11B) que determinan la forma de las cavidades de colada (1A, 1B),
- una segunda placa de base dispuesta en el otro lado de las cavidades de colada (1A, 1B), en la que se apoyan segundas piezas perfiladas (12A, 12B) que determinan la forma de las cavidades de colada…
Mecanismo de procesamiento de rebajes.
(04/12/2018) Un mecanismo de procesamiento de rebajes, que se proporciona en un molde para moldear un artículo (P) a moldear que tiene una porción rebajada (P1) con un molde estacionario y un molde móvil , llevando dicha porción rebajada (P1) a un estado que permite su desmolde, que comprende:
un soporte , que está instalado dentro de dicho molde estacionario o de dicho molde móvil ;
un par de núcleos de molde , que están alojados en dicho soporte para moldear dicha porción rebajada (P1), que la rodean desde las dos direcciones laterales que cruzan la dirección de desmolde; y
una pieza de retención , que está alojada en dicho…
Componente, especialmente componente decorativo, así como dispositivo, procedimiento y semiproducto para la fabricación del mismo.
(30/05/2018) Dispositivo para la fundición de un semiproducto , especialmente de una pieza de fundición a presión de cinc, que presenta un útil de moldeo a través del cual se forma al menos un canal de vertido para la aportación de una masa fundida, una cavidad de molde para la recepción de una primera parte de la masa fundida y al menos una cámara adyacente para la recepción de una segunda parte de la masa fundida, caracterizado
- por que la cámara adyacente rodea la cavidad de molde a modo de marco y por todo su perímetro, de manera que, en caso de una fundición del semiproducto en la cavidad de molde , se funda una pieza bruta y en…
Procedimiento para la fabricación de productos que presentan cobre o aleaciones de cobre, para aplicaciones eléctricas, así como producto.
(31/05/2017). Solicitante/s: Kienle + Spiess GmbH. Inventor/es: Bauer,Steffen, BÁRDOS,ANDRÁS.
Procedimiento para la fabricación de productos que presentan cobre o aleaciones de cobre, para aplicaciones eléctricas, en el que se funde el cobre o la aleación de cobre y se coloca en un molde de colada en el producto de partida, usándose material de colada con un punto de fusión superior a 1035 °C, sobrecalentándose el material fundido como máximo de un 15 % a un 20 % de su punto de fusión y usándose para el material fundido un molde de colada que se compone de un material que presenta una conductividad térmica promedio de más de 100 W/(m·K), caracterizado por que la velocidad de enfriamiento de la masa fundida es mayor o igual que 103 K/s.
PDF original: ES-2633289_T3.pdf
Método y dispositivo de precalentamiento de un molde, particularmente de moldeo por inyección.
(28/12/2016). Solicitante/s: ROCTOOL. Inventor/es: FEIGENBLUM,JOSE, GUICHARD,ALEXANDRE.
Método para el precalentamiento de una primera superficie de moldeo de un molde, el cual molde incluye una posición abierta y una posición cerrada y que delimita según esta posición cerrada una cavidad cerrada entre dicha primera superficie de moldeo precalentada y una segunda superficie de moldeo, comprendiendo las etapas que consisten en:
a. calentar una pieza por inducción, denominada núcleo ;
b. introducir dicho núcleo entre las superficies de moldeo de dicho molde en posición abierta;
c. llevar a cabo el precalentamiento de la primera superficie de moldeo por transferencia térmica entre dicho núcleo y dicha superficie de moldeo;
d. retirar el núcleo y cerrar el molde;
caracterizado porque:
- el núcleo se calienta en el exterior del molde colocando dicho núcleo en el interior de una espira por la que pasa una corriente alterna.
PDF original: ES-2623810_T3.pdf
Pieza de molde de fundición a presión de un molde para fundición a presión así como el correspondiente dispositivo para fundición a presión.
(17/08/2016) Pieza de molde de fundición a presión para la unidad de admisión de colada de un molde de fundición a presión , con al menos un primer componente que presenta una zona de presión solicitada por la colada durante la realización del proceso de colada, al menos un segundo componente y al menos una cámara de intercambio de calor formada por los componentes y que puede ser recorrida por un fluido para atemperar la zona de presión , en la que el primer componente presenta una superficie de transmisión de calor que pertenece a al menos una pared de la cámara de intercambio de calor y asociada térmicamente a la zona de presión y la zona de presión limita al…
Pieza de molde para fundición a presión de un molde para fundición a presión así como el correspondiente dispositivo para fundición a presión.
(17/08/2016) Pieza de molde para fundición a presión para la zona de mazarota de un molde de fundición a presión con como mínimo un primer componente que presenta una zona de presión sometida a la colada durante la realización del proceso de colado, como mínimo un segundo componente y como mínimo una cámara de intercambio de calor formada por los componentes que puede ser recorrida por un fluido para atemperar la zona de presión , en donde el primer componente presenta una superficie de transmisión de calor térmicamente asociada a la zona de presión perteneciente al menos a una pared de la cámara de intercambio de calor , caracterizada por que la zona de presión limita como mínimo a una zona de una zona de mazarota , en donde el segundo componente presenta un rebaje director de fluido …
Método para fabricar un quemador de gas.
(03/08/2016) Método para fabricar un quemador de gas del tipo que comprende un recipiente , dotado de al menos una parte cónica tubular de un mezclador con efecto Venturi axial, y conformado para acoplarse con un cabezal de quemador dotado de al menos un difusor de llama, en el que dicho recipiente está hecho en una única pieza mediante fundición o fundición a presión en un molde adecuado, y que comprende en secuencia las siguientes etapas:
a) disponer un molde con al menos dos carcasas , para la fundición o fundición a presión de dicho recipiente ;
b) disponer al menos un núcleo que podría insertarse de manera extraíble en dicho molde , teniendo dicho núcleo al menos una porción saliente conformada con al menos una parte cónica tubular del perfil de dicho…
Pieza de molde de fundición a presión de un molde para fundición a presión así como el correspondiente dispositivo para fundición a presión.
(30/03/2016) Pieza de molde de fundición a presión de un molde de fundición a presión para colar metal, con como mínimo un primer componente que presenta una zona de presión sometida a la colada durante la realización del proceso de colado, como mínimo un segundo componente y como mínimo una cámara de intercambio de calor formada por los componentes que puede ser recorrida por un fluido para atemperar la zona de presión , en donde el primer componente presenta una superficie de transmisión de calor térmicamente asociada a la zona de presión y que pertenece a al menos una pared de la cámara de intercambio de calor y donde la cámara de intercambio de calor está unida por fluido con como mínimo una conexión para…
Dispositivo de fundición.
(03/06/2015) Dispositivo de fundición con un molde de fundición que está constituido por dos mitades de molde (3a, 3b) y que presenta una cavidad de molde así como con una cámara de fundición conectada con la cavidad del molde , en el que al menos una de las mitades del molde (3a) está provista con un canal de ventilación (13, 13a) para la ventilación de la cavidad del molde y/o de la cámara de fundición y en una mitad del molde (3b) está dispuesto un órgano de estanqueidad , que durante la confluencia de las dos mitades del molde (3a, 3b), se apoya con efecto de obturación en la otra mitad del molde (3a), caracterizado…
Dispositivo de colada para un pistón para un motor de combustión interna y procedimiento para la apertura y/o el cierre de un dispositivo de colada.
(04/03/2015) Dispositivo de colada para un pistón para un motor de combustión interna con al menos una caña desplazable al menos en gran medida linealmente para la realización de al menos un taladro de perno de pistón y al menos una corredera desplazable al menos en gran medida linealmente y oblicuamente respecto a la caña , para la realización de al menos una escotadura por debajo del campo anular del pistón, caracterizado porque la caña y la corredera están acopladas al menos de forma indirecta de tal modo que la caña arrastra al menos en parte la corredera cuando se desplaza.
Sistema integrado de precalentamiento y refrigeración de moldes.
(07/01/2015) Un sistema de termorregulación de moldes para moldeado a presión, moldes para colada en coquilla y similares, que comprende:
- un tanque abierto que contiene un fluido de refrigeración líquido, en particular agua,
- un circuito hidráulico primario para una circulación de dicho fluido de refrigeración desde dicho tanque de líquido al molde a refrigerar y desde este al tanque a través de un intercambiador de calor (SC),
- un circuito neumático secundario conectado al circuito hidráulico primario y provisto para la circulación de un fluido aeriforme en el molde a refrigerar en una forma alternativa y mezclada con el fluido de refrigeración líquido, y
- una unidad de control del circuito hidráulico primario y del circuito neumático…
Dispositivo regulador de temperatura para una instalación de fundición a presión, así como instalación de fundición a presión correspondiente.
(03/12/2014) Dispositivo regulador de temperatura para una instalación de fundición a presión , con un primer elemento de construcción , un segundo elemento de construcción y al menos un canal de fluido configurado en el primer elemento de construcción y/o en el segundo elemento de construcción , y en el cual el canal de fluido desemboca en al menos una cámara intercambiadora de calor , que como rebaje de bordes abiertos existe por lo menos por secciones en el primer elemento de construcción y puede ser cerrada con el segundo elemento de construcción , caracterizado porque el primer elemento de construcción y/o el segundo elemento de construcción presentan por lo menos un alojamiento para una sección de la instalación de fundición a presión …
Herramienta de moldeo a presión de una máquina de moldeo a presión.
(25/12/2013) Herramienta de moldeo a presión de una máquina de moldeo a presión con un primer molde que presenta una primera pieza de molde y una segunda pieza de molde que se pueden desplazar de forma lineal para el cierre de molde y la apertura de molde y forman entre sí al menos una cavidad de molde y con al menos un recorrido del molde, en donde al menos un molde adicional que presenta una tercera y cuarta pieza de molde que para el cierre de molde y para la apertura de molde se pueden desplazar en la misma dirección respecto a las piezas de moldes del primer molde y forme entre sí al menos una cavidad de molde adicional, en donde una pieza de molde del primer molde y una pieza de molde del segundo molde está dispuestos espalda con espalda y alojan entre sí un elemento intermedio que presenta…
Molde de colada permanente y pieza de inserción de molde de colada.
(29/08/2013) Molde de colada permanente para la colada de piezas coladas a partir de una fundición de metal
- con al menos un cuerpo de coquilla que rodea al menos parcialmente una cavidad de molde (H) querepresenta la pieza colada que va a colarse y en cuya pared que limita la cavidad de molde (H) estámoldeado un alojamiento que presenta un escalón (3a) que se transforma en la cavidad de molde (H), y
- con una pieza de inserción de molde de colada que se asienta en el alojamiento , que presenta unlado (2b) superior asociado a la cavidad de molde (H) rodeada por el molde de colada permanenterespectivo, un cuerpo (2a) de base que se asienta con juego en el alojamiento con el molde de coladafrío, y un collar (2h) de apoyo que se extiende por una fracción (hs) de la altura (hg) del cuerpo (2a) de basede la…
Procedimiento para la colada a presión de piezas de fundición metálicas articuladas.
(22/08/2012). Solicitante/s: TRIMET ALUMINIUM AG. Inventor/es: SCHINDLER,ECKHARD DIPL.-ING, STETS,KAI DIPL.-ING, STRUBE,MICHAEL.
Procedimiento para la colada a presión de piezas de fundición metálica articuladas de aluminio o piezas defundición de aluminio con canales, tubos de presión o secciones de pared articuladas en un molde de fundición apresión usando correderas, elementos de grabado e insertos, estando los insertos provistos como perfiles huecosabiertos o cerrados con protuberancias o engrosamientos en su pared y siendo los insertos posicionados y fijadosantes de la colada, caracterizado porque los insertos están en sus protuberancias o engrosamientos posicionadosen puntos de contacto puntuales del molde de fundición a presión y, al cerrar el molde de fundición a presión, fijadosentre las mitades de molde, correderas o correderas y mitades de molde, porque los tubos de presión son cerradosantes de la colada e inmersos en el material de fundición a presión, con excepción de los apoyos puntuales, y, acontinuación, los extremos de los tubos de presión son mecanizados y, consecuentemente, expuestos.
PDF original: ES-2393381_T3.pdf
SISTEMA DE CAMBIO DE IMPRONTAS PARA MOLDES DE INYECCIÓN.
(25/06/2012) Sistema de cambio de improntas para moldes de inyección que comprende un mecanismo formado por dos levas dispuestas en posición enfrentada, entre las cuales se incluyen unas improntas sustituibles que se albergan respectivamente en un semimolde de inyección y un semimolde de expulsión del molde , estando constituidas cada una de las levas por una placa que define en el borde unos alojamientos, los cuales poseen en su cara interna unas conformaciones contrapuestas para hacer encaje en unos flancos recíprocos definidos en una regata periférica de las improntas , permitiendo establecer, selectivamente el enclavamiento y el desenclavamiento de dichas improntas respecto del semimolde respectivo.
Procedimiento de fabricación de bloque cilíndrico.
(09/05/2012) Un procedimiento de fabricación de bloque cilíndrico que comprende:
proporcionar una primera matriz que forma una porción de una cavidad (6a) de moldeo de la superficie decubierta de una cavidad de moldeo de bloque cilíndrico;
proporcionar una segunda matriz que forma una porción de una cavidad (6b) de moldeo de la cámara decigüeñal de la cavidad de moldeo de bloque cilíndrico;
proporcionar un soporte del revestimiento que incluye una sección (4a) de eje y una sección (4b) de presiónque sobresale desde la sección (4a) de eje de una forma escalonada, de manera que tiene un diámetro mayorque la sección (4a) de eje para formar una configuración sobrecolada del revestimiento;
determinar si una temperatura de la primera y segunda matrices (1 y 2) es mayor que una temperaturaprescrita (T*);
precalentar…
Cuerpo de fundición y procedimiento para la fabricación de un cuerpo de fundición.
(25/04/2012) Cuerpo de fundición, en el que está dispuesto un código (C) que contiene información asignada al cuerpo defundición (M), legible por ordenador, en el que el código (C) está soportado por un soporte de código prefabricado de manera separada que está fundido con al menos una sección en el cuerpo de fundición (M) yestá unido de manera que no puede soltarse con el cuerpo de fundición (M), caracterizado porque el cuerpo defundición (M) comprende una mazarota (S) u otro elemento de moldeo necesario para la colada del cuerpo defundición, separado tras la solidificación de la pieza bruta de fundición y porque el soporte de código estáfundido con al menos una sección en la mazarota (S) o el otro elemento de moldeo del cuerpo de fundición (M)necesario para la colada del…
DISPOSITIVO DE POSICIONAMIENTO CON MECANISMO DE RODAMIENTO.
(02/04/2012) Un dispositivo de posicionamiento para alinear y guiar la primera y segunda parte de un molde juntas, que comprende:
un primer miembro que define un eje de alineación (A) y que tiene una parte macho , un segundo miembro separable del primer miembro y que define un parte hembra para acoplarse a dicha parte macho a lo largo de dicho eje de alineación (A) para alinear la primera y segunda mitad del molde juntas,
presentando dicha parte macho una primera superficie de rodamiento y presentando dicha parte hembra una segunda superficie de rodamiento ,
un mecanismo de rodamiento …
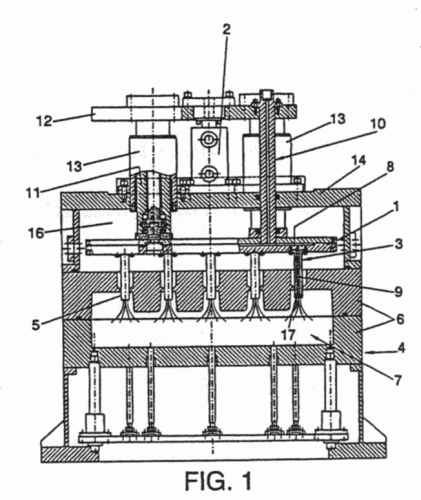
DISPOSITIVO EXPULSOR DE CAJA DE MACHOS CON DISTRIBUCION DE AGENTE DESMOLDEANTE.
(01/04/2007). Ver ilustración. Solicitante/s: LORAMENDI, S.A.. Inventor/es: ARANA ERAA,AGUSTIN.
Dispositivo expulsor de caja de machos con distribución de agente desmoldeante. Es aplicable para cajas de machos de fundición y presenta una doble finalidad, por un lado facilita la extracción del molde conformado en la caja de machos y por otro actúa como distribuidor en la caja de machos cerrada del agente desmoldeante empleado para facilitar la extracción del molde. Consta de una placa expulsora que se encuentra constituida por dos piezas entre las que se establece una cámara desde la que se distribuye el agente desmoldeante impulsado desde un sistema exterior hacia unos taladros axiales practicados en unos expulsores que se desplazan solidariamente con la placa expulsora y se introducen en la caja de machos cerrada donde distribuyen única e uniformemente el agente desmoldeante sobre las paredes de su cavidad interior evitándose el ensuciamiento de otras superficies o mecanismos y la contaminación del aire.
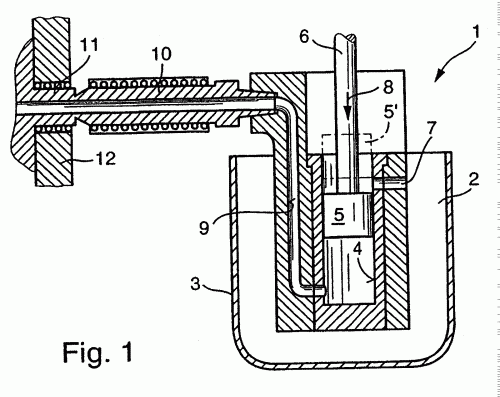
DISPOSITIVO PARA LA FABRICACION DE PIEZAS DE METAL MOLDEADAS A PRESION, EN PARTICULAR DE METALES NO FERREOS.
(01/12/2006). Ver ilustración. Solicitante/s: OSKAR FRECH GMBH & CO.. Inventor/es: FINK, ROLAND.
Dispositivo para la fabricación de piezas de metal moldeadas a presión, en particular de metales no férreos, con una moldeadora a presión de cámara caliente que comprende un canal de ascenso , formado en un recipiente de colada , una tobera de boquilla , que se conecta al canal de ascenso, y un sistema de alimentación , que contiene una boquilla de alimentación acoplable con la tobera de boquilla y al menos un canal de circulación , que evacúa de la boquilla de alimentación, el cual desemboca en cada caso con una entrada en un molde de moldeo a presión (16, 16a, 16b), caracterizado porque el sistema de alimentación está formado como sistema de alimentación de canal caliente , el cual presenta varios canales de circulación y unos medios (17 a 20) para el calentamiento de los canales de circulación hasta la entrada que desemboca en cada caso en el molde de moldeo a presión.
UNIDAD DE CONTROL DE TEMPERATURA PARA MATRICES O MOLDES, PARTICULARMENTE PARA COLAR EN MATRIZ A PRESION O MOLDEAR POR INYECCION ALUMINIO Y SUS ALEACCIONES, MATERIALES PLASTICOS Y SIMILARES.
(16/06/2005) Una unidad de control de temperatura para matrices y moldes, particularmente para colar en matriz a presión o moldear por inyección aluminio y aleaciones del mismo, materiales plásticos y similares, caracterizada porque comprende un circuito de refrigeración de una matriz o molde a través del cual fluye agua presurizada, estando conectada una bomba de alimentación de agua a dicho circuito y siendo ajustable a una presión que es mayor que la presión de evaporación de agua a una temperatura de precalentamiento de dicha agua, que puede ser detectada por un primer sensor de temperatura para detectar la temperatura de dicha agua, incluyendo dicho circuito una bomba de circulación , una válvula de rebose de agua que puede ajustarse a una presión inferior a la de dicha bomba de alimentación , y una unidad de calentamiento …
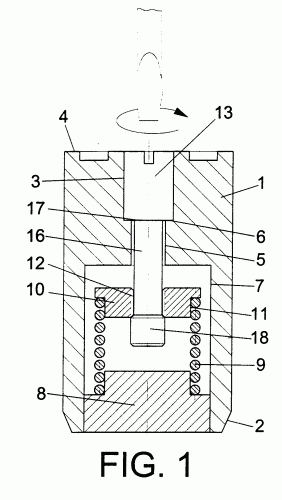
INSERTO DE MARCAJE UNIVERSAL PARA MOLDES DE INYECCION.
(01/05/2005). Ver ilustración. Solicitante/s: NAVARRA PRUNA,ALBERTO. Inventor/es: NAVARRA PRUNA,ALBERTO.
Inserto de marcaje universal para moldes de inyección. Consta de un cuerpo que constituye el cuerpo del inserto de marcaje. Este cuerpo dispone centralmente de un orificio en el cual se introducirá el cuerpo de marcaje y definiendo exteriormente sobre la cara a insertar dentro del molde, un anillo sobre el cual se encontrarán grabados diversos motivos a transferir al cuerpo moldeado. Interiormente se dispone de una tuerca sujeta mediante un muelle al tapón extremo de cierre roscándose sobre dicha tuerca el vástago del cuerpo de marcaje, quedando en su uso el muelle de forma tensionada y reteniendo, de su posible salida, el inserto de marcaje.
ESTRUCTURAS DE CERAMICA REFORZADAS.
(16/11/2004) ESTRUCTURA DE CERAMICA REFORZADA, TAL COMO UNA MATRIZ FORMADORA DE SUPERPLASTICO PARA FORMAR UNA PIEZA METALICA, QUE TIENE UN CUERPO DE ALUMINATO DE SILICE/CALCIO MOLDEADO O UN MATERIAL CERAMICO A BASE DE MULLITA; Y UNA SERIE DE VARILLAS DE REFUERZO FABRICADAS DE OXIDOS FUNDIDOS MONOLITICOS DE SILICIO O DE ALUMINIO, MOLDEADOS EN DICHO CUERPO DE CERAMICA. LAS VARILLAS TIENEN UN ESPESOR COMPRENDIDO ENTRE 1/8'' Y 2,0'' Y SUS CENTROS ESTAN DISTANCIADOS ENTRE SI UNAS 2 A 10 VECES EL DIAMETRO DE LAS VARILLAS. LAS VARILLAS ESTAN FABRICADAS DE OXIDOS FUNDIDOS MONOLITICOS DE SILICIO O DE ALUMINIO. UN PROCEDIMIENTO PARA FABRICAR LA MATRIZ O MOLDE DE CERAMICA REFORZADA INCLUYE EL SELECCIONAR UNA CAJA DE MOLDEO QUE TIENE UNAS DIMENSIONES INTERNAS IGUALES A LAS DIMENSIONES EXTERNAS DESEADAS DEL MOLDE DE CERAMICA…
{kind=link}
{kind=link}
{kind=link}