CIP-2021 : B29C 45/70 : Medios para plastificar u homogeneizar la materia a moldear o para forzarla dentro del molde,
combinada con dispositivos de apertura, cierre o apriete del molde.
CIP-2021 › B › B29 › B29C › B29C 45/00 › B29C 45/70[2] › Medios para plastificar u homogeneizar la materia a moldear o para forzarla dentro del molde, combinada con dispositivos de apertura, cierre o apriete del molde.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06).
B29C 45/70 · · Medios para plastificar u homogeneizar la materia a moldear o para forzarla dentro del molde, combinada con dispositivos de apertura, cierre o apriete del molde.
CIP2021: Invenciones publicadas en esta sección.
PROCEDIMIENTO DE MOLDEO POR INYECCION-COMPRESION DESTINADO A UN PRODUCTO OPTICAMENTE FORMADO.
(01/09/2005) Un método de producir un producto óptico moldeado de una resina termoplástica por moldeo por inyección- compresión, incluyendo el método los pasos de: expandir el volumen de una cavidad más del volumen del producto óptico moldeado de interés; inyectar una resina termoplástica fundida a la cavidad a través de un paso de inyección; comprimir el material en la cavidad expandida a un grosor predeterminado de una porción central del producto moldeado o a un grosor de hasta 200 ìm menor que el grosor predeterminado; después de comprimir el material en la cavidad expandida, cambiar la presión de resina en el paso de inyección y la presión de compresión en la…
DISPOSITIVO DOSIFICADOR PARA MAQUINA DE MOLDEO DE PLASTICOS.
(16/05/2005) Un dispositivo de medida para uso en una máquina de moldeo de plásticos que tiene unas cavidades de molde que se abren y se cierran por medio de unas platinas desplazables relativamente y unos medios para alimentar una masa fundida de plástico al interior de las cavidades, cuyo dispositivo comprende un bloque caliente para interponerlo entre los medios de alimentación y la cavidad de molde, un cilindro formado en el bloque para cada una de las cavidades, un pistón de simple efecto con movimiento alternativo fijado en cada cilindro , unos primeros conductos de paso formados en el bloque para conectar los cilindros a los medios de alimentación, unos segundos conductos…
MOLDE DE PRESION Y METODO PARA EL MOLDEO POR PRESION DE RESINA TERMOPLASTICA UTILIZANDO EL MISMO.
(16/10/1997). Solicitante/s: SUMITOMO CHEMICAL COMPANY, LIMITED. Inventor/es: HARA, TAKAHISA, MATSUMOTO, MASAHITO, USUI, NOBUHIRO, MATUBARA, SHIGEYOSHI.
EL MOLDEADO A PRESION UTILIZA UN MOLDE EN EL CUAL UNA BOQUILLA PARA ABRIR Y CERRAR EL PASO DE RESINA FUNDIDA SE ENCUENTRA EN UN MOLDE SUPERIOR O EN UN MOLDE INFERIOR, A ENTRE 10 Y 100 MM POR DEBAJO DE LA SUPERFICIE DE LA CAVIDAD DEL MOLDE. EL MOLDEADO SE EFECTUA A TRAVES DE LOS PASOS DE SUMINISTRAR RESINA TERMOPLASTICA EN ESTADO FUNDIDO ENTRE LOS MOLDES SUPERIOR E INFERIOR QUE TODAVIA NO HAN SIDO SITUADOS UNO CONTRA EL OTRO, Y AJUSTAR LOS MOLDES JUNTOS, MEDIANTE LO CUAL SE HACE POSIBLE OBTENER UN PRODUCTO MOLDEADO QUE TIENE UNA BUENA APARIENCIA INCLUSO CUANDO EL CICLO DE MOLDEADO ES CORTO.
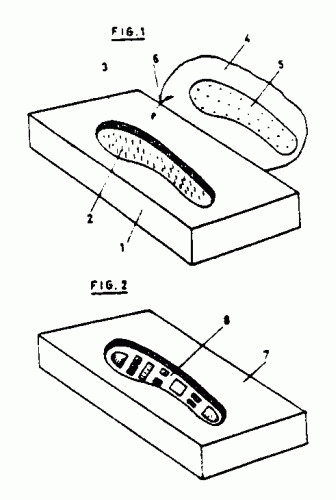
PROCEDIMIENTO Y DISPOSITIVO PARA FABRICACION POR FUSION Y MOLDEO, DE COMPONENTES PARA EL CALZADO.
(01/05/1992). Ver ilustración. Solicitante/s: AZNAR MARTINEZ, JOSE.
LA INVENCION COMPRENDE LA APLICACION DE UN MOLDE, CONSTITUIDO POR DOS SEMICARCASAS IGUALES ENTRE SI QUE SE SUPERPONEN POR DOS PLANOS OPUESTOS HORIZONTALES Y TOTALMENTE LISOS LLEVANDO CADA SEMICARCASA UNOS REBAJES COINCIDENTES CONSTITUIDOS BAJO PATRONAJE ANATOMICO QUE PRESENTAN RESPECTIVAMENTE EN SUS MOLDES UNA SERIE DE AGUJAS PERPENDICULARES DESTINADAS A SER ANCLADAS EN UNAS PERFORACIONES QUE PRESENTA LA PIEZA DE CORTE, EN TANTO QUE LA SEMICARCASA SOLIDARIA PRESENTA EN SU MOLDE UNOS BAJOS-RELIEVES NERVADOS Y QUE EN COMBINACION, Y POR PRESIONFORMAN LA BASE DEL PLANTILLAJE Y LA SUELA DEL CALZADO, EN UNA SOLA UNIDAD ESTRUCTURAL QUEDANDO INTERMEDIA LA PIEZA DE CORTE, COMO SOPORTE DE LOS COMPONENTES CITADOS Y REALIZANDOSE EL MOLDEO POR APLICACION CALORICA SOBRE MATERIAS TERMOFRAGUANTES LAS QUE EN LA SOLIDIFICACION DEL COLOIDE, CREAN LOS ELEMENTOS REFERIDOS.
{kind=link}