CIP-2021 : B22F 3/16 : por medio de operaciones sucesivas o repetidas.
CIP-2021 › B › B22 › B22F › B22F 3/00 › B22F 3/16[2] › por medio de operaciones sucesivas o repetidas.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B22 FUNDICION; METALURGIA DE POLVOS METALICOS.
B22F TRABAJO DE POLVOS METALICOS; FABRICACION DE OBJETOS A PARTIR DE POLVOS METALICOS; FABRICACION DE POLVOS METALICOS (fabricación de aleaciones mediante metalurgia de polvos C22C ); APARATOS O DISPOSITIVOS ESPECIALMENTE ADAPTADOS PARA POLVOS METALICOS.
B22F 3/00 Fabricación de piezas a partir de polvos metálicos, caracterizada por el modo de compactado o sinterizado; Aparatos especialmente concebidos para esta fabricación.
B22F 3/16 · · por medio de operaciones sucesivas o repetidas.
CIP2021: Invenciones publicadas en esta sección.
Procedimiento para la fabricación de piezas multinivel de polvo metálico esférico aglomerado.
(13/11/2019) Un método para la fabricación de una pieza metálica multinivel, comprendiendo dicho método las etapas:
a. compactar polvo metálico esférico aglomerado hasta una preforma multinivel no sinterizada con una densidad tal que existe una porosidad abierta, en el que la preforma multinivel no sinterizada tiene por lo menos dos alturas diferentes en dirección z en un sistema de coordenadas cartesianas tridimensional, en el que la relación entre la altura más alta zh y la altura más baja zl (zh/zl) es por lo menos 1.1, en el que la preforma multinivel no sinterizada cumple la relación
zg=zHVC . a,
para todos los puntos de plano xy,
en la que zg es la variable altura en la dirección z de la preforma multinivel no sinterizada en la dirección z, en la que zHVC es la variable altura en la dirección z de la pieza…
Método para sinterizar polvos eléctricamente conductores.
(01/05/2019). Solicitante/s: FUNDACION TECNALIA RESEARCH & INNOVATION. Inventor/es: MONTES MARTOS,JUAN MANUEL, CINTAS FISICO,JESUS, IRAZUSTA ARRUTI,AITOR, GALLARDO FUENTES,José María, TORRES HERNÁNDEZ,Yadir, DE PAULA GÓMEZ CUEVAS,FRANCISCO, AGOTE BELOQUI,ÍÑIGO, LAGOS GÓMEZ,MIGUEL ÁNGEL.
Método para sinterizar polvos eléctricamente conductores en una atmósfera de aire para obtener un producto sinterizado, que comprende la siguiente secuencia de etapas:
a) colocar los polvos en un molde eléctricamente aislante,
b) aplicar a los polvos una presión de entre 100 y 500 MPa,
c) aplicar a los polvos una corriente de sinterización a una tensión de sinterización durante un tiempo de sinterización, para sinterizar los polvos,
caracterizado por aplicar a los polvos, entre la etapa b) y la etapa c), una densidad de corriente de activación inferior a la densidad de corriente de sinterización a una tensión de activación mayor que la tensión de sinterización durante un tiempo de activación inferior al tiempo de sinterización, para reducir la resistencia eléctrica de los polvos, siendo constantes la densidad de corriente de activación y la densidad de corriente de sinterización.
PDF original: ES-2738627_T3.pdf
Imán sinterizado R-T-B y método para producir un imán sinterizado R-T-B.
(13/03/2019) Un imán sinterizado a base de R-T-B representado por la siguiente fórmula :
uRwBxGayCuzAlqM(100-u-w-x-y-z-q)T
donde
R se compone de elemento(s) de tierras raras ligero(s) RL y elemento(s) de tierras raras pesado(s) RH; RL es Nd y/o Pr, RH es al menos uno entre Dy, Tb, Gd y Ho, T es Fe y 10 % en masa o menos de Fe puede estar reemplazado por Co, M es Nb y/o Zr y u, w, x, y, z, q y 100-u-w-x-y-z-q se expresan por lo que respecta al % en masa;
dicho RH representa 5 % en masa o menos del imán sinterizado a base de R-T-B, satisfaciéndose las siguientes expresiones de inecuación a :
0,20 ≤ x ≤ 0,70
0,07 ≤ y ≤ 0,2
0,05 ≤ z ≤ 0,5
0 ≤ q ≤ 0,1…
Procedimiento para la fabricación de un material de Cu-Cr por pulvimetalurgia.
(17/10/2018). Solicitante/s: Plansee Powertech AG. Inventor/es: MULLER, FRANK, KOWANDA,CLAUDIA.
Procedimiento para la fabricación de un material de Cu-Cr por pulvimetalurgia para un contacto de conmutación, en particular para interruptores de vacío, que comprende las etapas de:
(S2) prensar una mezcla de polvo de Cu-Cr formada por polvo de Cu y polvo de Cr,
(S3) sinterizar la mezcla de polvo de Cu-Cr prensada para obtener el material del contacto de conmutación de Cu-Cr, caracterizado por que la sinterización y/o un proceso de tratamiento térmico posterior se realiza con un perfil de temperaturas alternantes, en el que la mezcla de polvo Cu-Cr o bien el material de Cu-Cr es calentado al menos dos veces en forma alternada por encima de un valor límite superior de la temperatura (S4) y es enfriado nuevamente por debajo de un valor límite inferior de la temperatura (S5) y donde todos los pasos se realizan a temperaturas, en las que no se forma una fase en estado de fusión.
PDF original: ES-2686421_T3.pdf
Procedimiento para la fabricación de una pieza de metal.
(12/09/2018). Solicitante/s: Metec Powder Metal AB. Inventor/es: SLUND, CHRISTER.
Un procedimiento para la fabricación de una pieza de metal, comprendiendo el procedimiento las etapas:
a. compactar polvo de acero esférico aglomerado 5 a una preforma,
b. desbarbar y sinterizar la preforma a una pieza a una temperatura que no exceda de 1275 ºC,
c. realizar una de las siguientes etapas
i. compactar la pieza a una densidad de más del 95 % de la densidad teórica, o
ii. compactar la pieza a una densidad de menos del 95 % de la densidad teórica y sinterizar la pieza a una temperatura que no exceda 1275 ºC a una densidad de más del 95 % de la densidad teórica, y
d. someter la pieza a prensado isostático en caliente a una temperatura que no exceda los 1200 ºC, en el que la compactación en la etapa c) se realiza con compactación a alta velocidad con una velocidad de pistón superior a 2 m/s.
PDF original: ES-2681206_T3.pdf
Abrazadera de inyector de combustible.
(23/11/2016). Solicitante/s: BURGESS-NORTON MFG. CO., INC. Inventor/es: ENGQUIST,JOHN, HENNEN,RICHARD S.
Un método para formar una abrazadera de inyector de combustible que comprende las etapas de:
proporcionar una carga de metal en polvo que comprende, en porcentaje en peso, 0,6-0,9 de carbono, 1,5-3,9 de cobre, 93,2-97,9 de hierro, con los otros elementos en equilibrio,
compactar por troquel la carga de metal en polvo a una densidad de 7,0-7,1 g/cc y pre-sinterizar a continuación a 815,6-871,1 grados centígrados (1500-1600 grados Fahrenheit) para formar una pieza en bruto de metal en polvo, recubrir la pieza en bruto de metal en polvo con un lubricante adecuado, re-compactar la pieza en bruto de metal en polvo lubricada hasta una densidad de al menos 7,3 g/cc y a continuación sinterizar a aproximadamente 1121,1 grados centígrados (2050 grados Fahrenheit) para formar una pieza en bruto de metal en polvo final.
PDF original: ES-2607277_T3.pdf
Polvo prealeado a base de hierro.
(03/08/2016). Solicitante/s: HOGANAS AB (PUBL). Inventor/es: KLEKOVKIN,ALEXANDER, MILLIGAN,DAVID, NANDIVADA,NAGARJUNA.
Un polvo a base de hierro prealeado que comprende los siguientes elementos de aleación:
0,3 - 0,7 % en peso de Cr
0,05 - 0,15 % en peso de Mo
0,3 - 0,7 % en peso de Ni
0,09 - 0,3 % en peso de Mn,
0,01 % en peso o menos de C,
menos del 0,25 % en peso de O,
menos del 1 % en peso de impurezas inevitables, siendo el resto hierro.
PDF original: ES-2646789_T3.pdf
Piezas con diferente acabado superficial y procedimiento de fabricación de las mismas.
(07/07/2016). Solicitante/s: PHIBO CAD-CAM SL. Inventor/es: GARCIA APARICIO,JUAN CARLOS, AL SINA FONT,FRANCESC.
Piezas que fabricadas mediante sinterización, presentan zonas de acabado superficial bien diferenciadas, unas rugosas resultado del proceso de sinterización, establecida la rugosidad por el tamaño del grano empleando en la sinterización, y otras zonas pulidas al haber sido sometidas a un proceso de mecanizado tridimensional. El Procedimiento consiste en una vez que se tiene una fichero con la representación de la pieza a fabricar, se seleccionan las partes, que se desean ser recrecidas, se fabrica la pieza mediante sinterización, posteriormente se somete la o las piezas a una generación de programación automática, semiautomática o dirigida, para que mediante mecanizado se rebajen aquellas partes recrecidas, lo que produce como resultado que la pieza obtenida es económica en términos de costes y presenta una muy alta precisión en las zonas mecanizadas, una tolerancia 9, mejor acabado, textura y terminación en las zonas sensibles de la pieza.
PDF original: ES-2576403_T1.pdf
Dispositivo de realización de capas delgadas y procedimiento de utilización de un dispositivo de este tipo.
(03/09/2014) Dispositivo adaptado para la realización de por lo menos una capa (13'') delgada de un material pulverulento , comprendiendo el dispositivo una zona de almacenamiento , una zona de depósito , un cilindro (1, R2) de base circular adaptado para depositar y compactar el material pulverulento , habiendo sido este 5 último llevado previamente desde la zona de almacenamiento hasta la zona de depósito por el cilindro , caracterizado
- por que el cilindro presenta una superficie cilíndrica lisa, siendo este cilindro móvil, por una parte, en rotación (F1) con respecto a su eje de revolución (A) y, por otra parte, en traslación según por lo menos una dirección (F5,…
Dentado de compactación superficial de material de sinterización con desviaciones especiales.
(13/06/2013) Procedimiento para la fabricación de un dentado de engranaje recto de material de sinterización compactado, en el que, por medio de unos datos determinados de manera iterativa, una preforma de diente precompactada se compacta en por lo menos 0,05 mm en su superficie hasta obtener su forma final, y se consigue una calidad de la forma final de por lo menos fH≥ 4, F≥ 7 y ff≥ 7, teniendo una iteración parámetros en cuenta, que se refieren a un comportamiento del material durante una compactación superficial de la forma de diente, y la iteración para la determinación de una preforma parte de unos datos introducidos, que se obtienen de una especificación de la forma final.
Procedimiento para fabricar piezas metálicas moldeadas con superficie estructurada.
(27/05/2013) Procedimiento para la fabricación de piezas metálicas moldeada con superficie estructurada, en el que
(a) se entremezclan en una amasadora polvo metálico y/o polvo de aleación metálica con un aglutinante y, dado el caso, un aditivo, (b) se conforma la mezcla mediante moldeo por inyección para formar una pieza en verde con, por lo menos, una sección superficial estructurada, presentando resaltos la sección superficial estructurada,
(c) se conforma la superficie estructurada con resaltos de la pieza en verde de tal modo que los resaltos presenten por su extremo, opuesto a la pieza en verde, una sección de anclaje, en cuyo extremo opuesto a la pieza en verde se configura un destalonado,
(d) se desaglutina químicamente la pieza en verde así obtenida para obtener una pieza en marrón estructurada,
(e) se desaglutina…
PROCEDIMIENTO PARA LA FABRICACIÓN DE ARTÍCULOS METÁLICOS CON LA SUPERFICIE DENSIFICADA.
(08/06/2011) Procedimiento para la fabricación de artículos de metal en polvo que comprende: compactar y sinterizar metal en polvo para producir una preforma conformada de polvo metálico que tenga por lo menos una superficie al descubierto que deba densificarse superficialmente, extendiéndose en paralelo a un eje de la preforma entre un extremo libre y un extremo ciego adyacente a una parte transversal de la preforma, y trabajar en frío, al menos la superficie al descubierto con una fuerza de compresión sobre dicha preforma, forzando una herramienta de densificación de forma que presente al menos un resalte que se extiende en sentido radial hacia el exterior o hacia el interior desde la herramienta transversal al eje, para ejercer dicha fuerza de compresión, desplazándose dicha herramienta de densificación…
MEDIO PLEGADO DE FIBRAS METALICAS SINTERIZADAS.
(23/09/2010) Un medio de fibras metálicas sinterizadas, que comprende por lo menos un pliegue , comprendiendo dicho pliegue una primera ala , estando presente dicha primera ala según un primer plano , comprendiendo dicho pliegue una segunda ala que está presente según un segundo plano , intersecándose dicho primer plano y dicho segundo plano a lo largo de una línea de intersección en un ángulo de diedro ?, comprendiendo dicho pliegue una parte de flexión para acoplar dicha primera ala y dicha segunda ala , teniendo dicho medio un espesor promedio en dichas alas de Tl, comprendiendo dicha parte de flexión por lo menos una zona lineal…
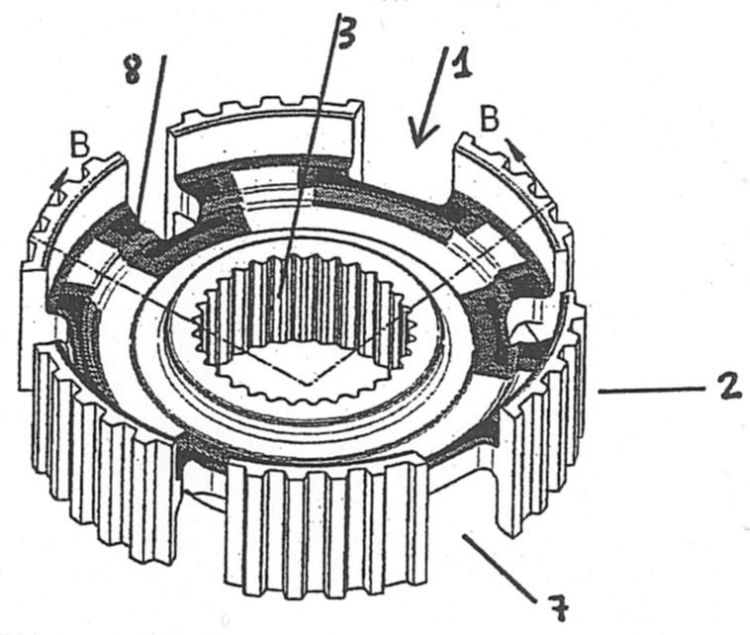
CUBO DE SINCRONISMO DENSIFICADO LOCALMENTE Y PROCEDIMIENTO PARA LA FABRICACION DEL MISMO.
(16/11/2008). Ver ilustración. Solicitante/s: PMG ASTURIAS POWDER METAL, S.A. Inventor/es: CASTRO MENENDEZ,DIEGO, LOPEZ MARTINEZ,IGNACIO, POLO OCA,GUILLERMO, PRESA LOPEZ,IVAN JOSE.
Consiste en un cubo del tipo empleado en cajas de cambio, comprendiendo dicho cubo un cuerpo de configuración sustancialmente cilíndrica que presenta un dentado exterior para definir una superficie perimetral y un dentado interior para definir un alojamiento central acanalado , caracterizado porque el cuerpo fabricado por pulvimetalurgia presenta zonas con distinta densidad de material. El cubo se caracteriza porque el cuerpo dispone al menos de una abertura en torno a la cual se sitúan las zonas de mayor densidad que el resto.
MATERIAL FABRICADO MEDIANTE PROCEDIMIENTOS PULVIMETALURGICOS CON ISOTROPIA MEJORADA DE LAS PROPIEDADES MECANICAS.
(16/06/2007) Procedimiento para la fabricación pulvimetalúrgica de material ancho y plano de acero ledeburítico con una sección transversal rectangular o en forma de elipse plana, el cual presenta una isotropía mejorada de las propiedades mecánicas, especialmente un material de partida para la fabricación de herramientas de corte, troquelado y deformación, en el que se introduce un polvo, atomizado con nitrógeno, de una aleación en una cápsula, se compacta y se cierra la misma, en su caso, tras hacer el vacío y, seguidamente, se procede al calentamiento y prensado isostático (HIP) de la cápsula, y la pieza en bruto obtenida de esta manera por prensado isostático en caliente es sometida a un proceso de deformación por forjado y/o laminado, caracterizado…
COJINETE DE MATERIAL MACIZO Y PROCEDIMIENTO PARA SU FABRICACION.
(01/06/2006) Procedimiento para la fabricación de cojinetes autolubricantes, sin mantenimiento, en los cuales como mínimo se utiliza polvo de bronce, el polvo de bronce se prensa en frío, antes de la sinterización, en una herramienta que le da la forma de una pieza bruta de material macizo, la pieza bruta de material macizo se sinteriza en un horno bajo una atmósfera de gas protector y los poros del bronce sinterizado se llenan por infiltración a vacío con una suspensión que contiene PTFE, caracterizado porque la pieza bruta de material macizo se fabrica con un espesor de pared de 2 a 20 mm, ajustando en la pieza bruta de material sintético por medio del prensado en frío una porosidad de 20 a 50% en volumen y generando en toda la pieza bruta de material…
COMPUESTOS REFORZADOS POR UNA DISPERSION A BASE DE ALEACION DE TITANIO.
(01/02/2005). Solicitante/s: TITANOX DEVELOPMENTS LIMITED. Inventor/es: NEWBY, MARTYN, ROHAN, ZHANG, DELIANG.
Un método para obtener un compuesto de matriz metálica de aleación de titanio/alúmina a partir de óxido de titanio y aluminio que incluye la trituración de gran potencia de una mezcla de óxido de titanio con aluminio en un ambiente inerte para obtener un producto en polvo intermedio cada una de cuyas partículas incluye sustancialmente una mezcla fina de fases de óxido de titanio y aluminio, y el calentamiento del producto en polvo intermedio para formar el compuesto de matriz metálica de aleación de titanio/alúmina cada una de cuyas partículas incluye sustancialmente una matriz de aleación de titanio reforzada con partículas finas de alúmina.
PROCEDIMIENTO PARA LA FABRICACION DE UNA PIEZA SINTETIZADA CON LA SUBSIGUIENTE CONFORMACION DEL SEMIELABORADO.
(16/12/2004) Procedimiento para la fabricación de una rueda dentada o anillo dentado mediante conformación de un semielaborado a partir de un polvo de metalurgia de los polvos, el cual es sinterizado a continuación, en el que en una primera etapa se forma, mediante moldeado por compresión a partir de polvo de metalurgia de los polvos, mediante herramientas de compresión guiadas axialmente, el semielaborado con una forma básica de pieza cuya geometría corresponde esencialmente a la forma final de la pieza, salvo zonas parciales de los dientes, los cuales presentan en las herramientas de compresión de la primera etapa unas geometrías que no se pueden formar o que se pueden formar sólo con dificultad, y en al menos otra…
PROCEDIMIENTO PARA FABRICACION DE HERRAMIENTAS.
(16/11/1993). Solicitante/s: ROBERT ZAPP WERKSTOFFTECHNIK GMBH & CO KG FROMMEYER, GEORG, DR.
EN EL PROCESO DE FABRICACION DE HERRAMIENTAS DE ACEROS CON ALEACION MEDIA Y ALTA O ESTELITAS, MEDIANTE MOLDEACION SUPERPLASTICA DE PRECISION, SE AJUSTA UN MATERIAL BASE POLVOMETALURGICO CON TEXTURA EQUIAXIAL Y FASE DE PRECIPITACION DE MAS DE 30 VOL% DE CARBURO Y/O BROMURO DE UNA PARTICULA: 1 HASTA 0,2 UM, MEDIANTE PROCESOS TERMOMECANICOS (TRANSFORMACION EN CALIENTE) A UN TAMAÑO DE GRANULACION DE MATRIZ DE 1 A 3 UM Y SE LA FORMA EN ESTADO SUPERPLASTICO.
PROCEDIMIENTO PARA LA PRODUCCION DE PIEZAS DE ACERO RAPIDO DE HERRAMIENTAS.
(16/09/1991). Solicitante/s: CENTRO DE ESTUDIOS E INVESTIGACIONES TECNICAS DE GUIPUZCOA. Inventor/es: URCOLA GALARZA, JOSE JAVIER, MARTINEZ ZELADA, VICENTE, PALMA HILLERNS, RODRIGO.
PROCEDIMIENTO PARA LA PRODUCCION DE PIEZAS DE ACERO RAPIDO DE HERRAMIENTAS, COMPRENDE ALEAR PREVIAMENTE POLVOS QUE TIENEN ALTOS CONTENIDOS EN ELEMENTOS FORMADORES DE NITRUROS; COMPACTAR DICHOS POLVOS PREALEADOS; Y SINTERIZARLOS, EN AUSENCIA DE PRESION, A BAJAS TEMPERATURAS, EN UNA ATMOSFERA DE ALTO CONTENIDO EN NITROGENO.
PROCEDIMIENTO PARA LA FABRICACION DE UN TARGET PARA PULVERIZACION DE CATODOS.
(16/03/1991) EL INVENTO TRATA DE UN PROCEDIMIENTO PARA LA FABRICACION DE UN TARGET METALICO PARA LA PULVERIZACION DE CATODOS. LA NECESIDADES DE TARGETS SIEMPRE COMPLEJOS SE AUMENTA CON LA AMPLIACION DE ESTA TECNICA SOBRE CAMPOS DE APLICACION SIEMPRE NUEVOS. LA FABRICACION DE TARGETS CON LAS CARACTERISTICAS DE CARACTER METALICOS, DE FORMA COMPLEJA, EXENCION DE POROS Y GARANTIA PUEDE LLEVARSE A CABO, O SOLO INSUFICIENTEMENTE SEGUN LOS PROCEDIMIENTOS CONOCIDOS PARA UNA CANTIDAD REQUERIDA ACTUALMENTE DE COMPOSICIONES DE MATERIALES DE TARGET. EL INVENTO DESCRIBE UN PROCEDIMIENTO DE FABRICACION PARA TARGETS DE VARIOS COMPONENTES, NO PRESENTES COMO ALEACION UNIFORME, DE…
SEMIPRODUCTO PARA CONTACTOS ELECTRICOS, HECHO DE UN MATERIAL COMPUESTO DE TRABAJO DE PLATA Y OXIDO DE ESTAÑO Y PROCEDIMIENTO PULVIMETALURGICO PARA SU FABRICACION.
(01/03/1990). Solicitante/s: DODUCO GMBH. DR. EUGEN DURRWACHTER. Inventor/es: MICHAL, ROLAND, MAYER, URSULA, SAEGER, KARL E.
SEMIPRODUCTO PARA CONTACTOS ELECTRICOS, HECHO DE UN MATERIAL COMPUESTO DE TRABAJO A BASE DE PLATA Y OXIDO DE ESTAÑO Y PROCEDIMIENTO PULVIMETALURGICO PARA SU FABRICACION. EN LA ESTRUCTURA (TEXTURA) DEL SEMIPRODUCTO SE ALTERNAN ZONAS EN LAS CUALES NO ESTA CONTENIDA NINGUNA O SOLO MUY POCA CANTIDAD DE OXIDOS METALICOS, CON ZONAS EN LAS CUALES ESTA CONTENIDA EN FINA DISTRIBUCION LA PARTE TOTAL O MUY PREDOMINANTE DEL COMPONENTE DE OXIDOS METALICOS.
PROCEDIMIENTO PARA LA FABRICACION DE AROS DE ASIENTOS DE VALVULAS.
(16/05/1986). Solicitante/s: BLEISTAHL GMBH.
PROCEDIMIENTO PARA FABRICAR AROS DE ASIENTOS DE VALVULAS POR VIA PULVIMETALURGICA. COMPRENDE: A) PRENSAR UNA MEZCLA DE POLVOS CON FUERZA DE COMPRENSION ENTRE 40 Y 60 KW/CM, PARA FORMAR AROS DE ASIENTOS DE VALVULAS; B) SINTERIZAR A LOS AROS DE ASIENTOS DE VALVULAS, EN ATMOSFERA NEUTRA Y ENTRE 1.100 Y 1.200JC; Y C) CONSOLIDAR A LOS AROS SINTERIZADOS CON UNA FUERZA DE COMPRENSION DE 120 KW/CM. LA MEZCLA DE POLVOS ESTA FORMADA POR: UN 0,8 A 1,5% EN PESO DE GRAFITO; UN 1,0 A 4% EN PESO DE PLOMO O UN 0,5 A 5% EN PESO DE NIQUEL; UN 1,2 A 1,8% DE MOLIBDENO; UN 9,6 A 14,4% EN PESO DE COBALTO; UN 0,5 A 1,5% EN PESO DE DISULFURO DE MOLIBDENO (MOS2) Y EL RESTO HIERRO.
PROCEDIMIENTO PARA PREPARAR UN CUERPO INTEGRAL DE PULVIMETAL CON PARTES DE DIFERENTES DENSIDADES.
(16/05/1984). Solicitante/s: IPM CORPORATION.
Procedimiento para preparar un cuerpo integral de pulvimetal con partes de diferentes densidades, caracterizado porque comprende las etapas de: (a) prensar pulvimetal en un molde por lo menos con una profundidad múltiple troquelada para producir un compacto de pulvimetal que tiene partes de mayor longitud con relación a la longitud de otras partes del compacto; (b) sinterizar el compacto del pulvimetal; (c) volver a prensar el compacto sinterizado en un molde con un troquel que aplica fuerzas principalmente en las partes del compacto sinterizado de mayor longitud; (d) recuperar el cuerpo del pulvimetal donde las partes que inicialmente tenían una mayor longitud tienen una mayor densidad que las partes que incialmente tenían una menor longitud.
PERFECCIONAMIENTOS EN LA FABRICACION DE CUCHILLAS DE CORTE PARA MAQUINAS HERRAMIENTAS, A BASE DE NITRUROS Y CARBUROS DE TITANIO.
(16/05/1984). Solicitante/s: MITSUBISHI KINZOKU KABUSHIKI KAISHA.
METODO PARA LA FABRICACION DE CUCHILLAS DE CORTE PARA MAQUINAS HERRAMIENTAS, A BASE DE NITRUROS Y CARBUROS DE TITANIO.COMPRENDE LAS SIGUIENTES OPERACIONES: PRIMERA, SE PREPARA UNA MEZCLA FORMADA POR UN 10 A UN 35 EN VOLUMEN DE UN METAL SELECCIONADO ENTRE FE, CO, NI, CR, MO, W Y AL, POR UN 5 A UN 40 EN VOLUMEN DE UN COMPUESTO SELECCIONADO ENTRE NITRUROS Y CARBUROS DE METALES DE LOS GRUPOS IVA, VA Y VIA DE LA TABLA PERIODICA, Y POR UN RESTO DE CARBURO DE TITANIO Y NITRURO DE TITANIO; SEGUNDA, SE COMPACTA LA MEZCLA PULVERULENTA FORMADA; TERCERA, SE SINTERIZA EL CUERPOSOLIDO DENSIFICADO EN VACIO, PARA FORMAR UN SUSTRATO CERMET; Y POR ULTIMO, SE CALIENTA EL SUSTRATO A TEMPERATURAS COMPRENDIDAS ENTRE 1.100 Y 1.300 GRADOS, EN UNA ATMOSFERA QUE CONTIENE UNO O MAS GASES, TALES COMO N2, CO Y CO2.
UN METODO PARA PRODUCIR UN MATERIAL FORJADO EN POLVO.
(16/12/1980). Solicitante/s: SUMITOMO ELECTRIC INDUSTRIES, LTD..
METODO PARA PRODUCIR UN MATERIAL FORJADO EN POLVO. A PARTIR DE UNAS VIRUTAS DE FUNDICION DE HIERRO, CON PEQUEÑOS PORCENTAJES DE SILICIO Y MANGANESO, SE OBTIENE POLVO, POR OPERACION DE IMPACTO, ELIMINANDOSE PARTE DEL CARBONO POR CLASIFICACION CON AIRE. AL POLVO SE LE DA FORMA Y SE LE RECUBRE DE LUBIRCANTE Y SE FUNDE POR DEBAJO DE LOS 1.300GC, SE DEJA ENFRIAR UN POCO, SE FORJA EN UN TROQUEL Y SE LE SOMETE A UN TRATAMIENTO DE DIFUSION POR CALENTAMIENTO POR ENCIMA DE LA TEMPERATURA AUSTENITICA, ACABANDOSE CON UN PROCESO DE ENDURECIMIENTO Y TEMPLADO.
PERFECCIONAMIENTOS EN LA FABRICACION DE PIEZAS METALICAS DE ALTA RESISTENCIA.
(16/07/1976). Solicitante/s: APLICACIONES DE METALES SINTERIZADOS S.A. (AMES).
Resumen no disponible.
PROCEDIMIENTO PARA LA FABRICACION DE LISTONES HERMETIZANTES DE MAQUINAS DE PISTON ROTATIVO.
(16/07/1976). Solicitante/s: GOETZEWERKE FRIEDRICH GOETZE AKTIENGESELLSCHAFT.
Resumen no disponible.
PROCEDIMIENTO PARA LA FABRICACION DE MATERIALES ABRASIVOS BASADOS EN NITRURO DE BORO CUBICO Y CARBURO CEMENTADO PARA HERRAMIENTAS DE CORTE.
(16/05/1976). Solicitante/s: GENERAL ELECTRIC COMPANY.
Resumen no disponible.
METODO PARA ENDURECER EL PLOMO POR DISPERSION Y MADURACION.
(01/06/1975). Solicitante/s: FUNDACION GOMEZ PARDO.
Resumen no disponible.
{kind=link}