CIP-2021 : B21C 1/24 : por medio de mandriles.
CIP-2021 › B › B21 › B21C › B21C 1/00 › B21C 1/24[3] › por medio de mandriles.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B21C 1/00 hasta B21C 9/00: Estirado de metales
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21C FABRICACION DE CHAPAS, ALAMBRES, BARRAS, TUBOS, PERFILES METALICO O PRODUCTOS ANALOGOS SEMIACABADOS POR PROCEDIMIENTOS DISTINTOS AL LAMINADO; OPERACIONES AUXILIARES RELACIONADAS CON EL TRABAJO DE METALES SIN ARRANQUE SUSTANCIAL DE MATERIA.
B21C 1/00 Fabricación de chapas, alambres, barras, metálicos,tuboso productos análogos semiacabadospor estirado.
B21C 1/24 · · · por medio de mandriles.
CIP2021: Invenciones publicadas en esta sección.
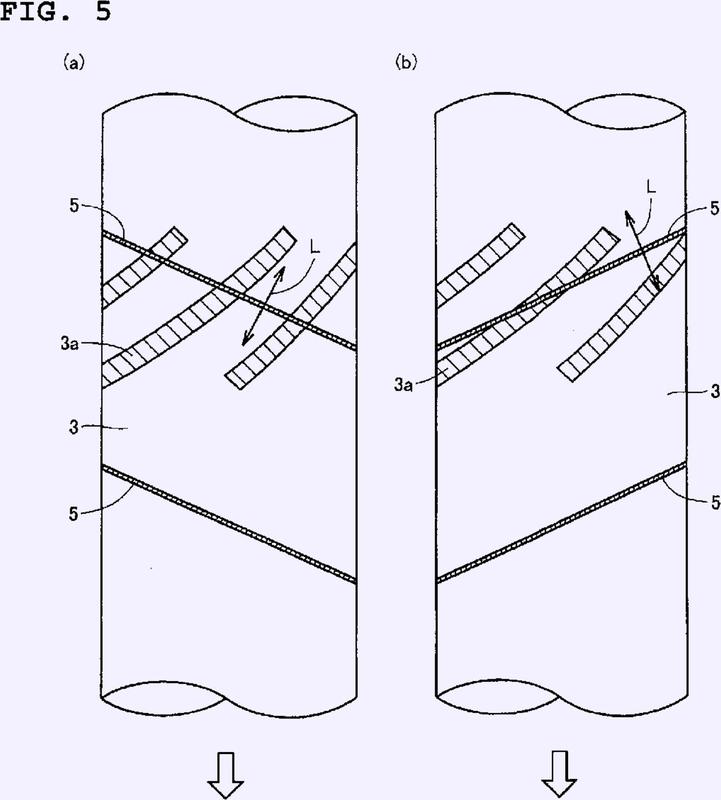
Método de producción de un tubo de acero estriado internamente y el tubo de acero estriado internamente.
(27/02/2019). Ver ilustración. Solicitante/s: NIPPON STEEL CORPORATION. Inventor/es: BEPPU,KENICHI.
Un método de producción de un tubo de acero estriado internamente con una pluralidad de franjas de estrías en espiral (3a) formadas en una dirección del eje del tubo, caracterizado por que comprende los siguientes pasos: enderezar las curvas de un tubo virgen para el tubo de acero estriado internamente mediante el uso de una máquina enderezadora de rodillo transversal; y dibujar en frío el tubo virgen enderezado para formar las estrías en espiral (3a).
PDF original: ES-2721599_T3.pdf
Tapón para estirar en frío y procedimiento de producción de un tubo metálico.
(10/11/2015) Un tapón para su uso en el estirado en frío de un tubo de metal, que comprende:
una primera porción de columna que tiene un diámetro exterior D1;
una segunda porción de columna formada coaxialmente con la primera porción de columna ;
y que tiene un diámetro exterior D2 mayor que el diámetro exterior D1; y
Una porción ahusada formada entre la primera porción de columna ;
y la segunda porción de columna y que tiene una superficie ahusada provista de un diámetro exterior
que aumenta gradualmente desde la primera porción de columna a la segunda porción de columna
y una longitud en la dirección axial L,
los diámetros exteriores D1 y D2, y la longitud en la dirección…
TUBO PARA EL CONSUMIDOR FINAL CON MÍNIMA OXIDACIÓN INTERIOR Y EXTERIOR, CON GRANOS QUE PUEDEN SER SELECCIONABLES EN TAMAÑO Y ORDEN; Y PROCESO DE PRODUCCIÓN DE LOS TUBOS.
(07/08/2014) Al día de hoy, en la industria de la manufactura de tubos se conocen principalmente cinco metodologías generales de fabricación de tubos. La primera, es bajo una extrusión del metal fundido por medio de una prensa. La segunda, es por medio de un sistema de laminación rotatoria llamada "Piercing" o "Mannesman". La tercera, es el pre-tubo soldado que se obtiene a partir de un fleje laminado. La cuarta, llamada sistema de "Cast & Roll", mediante la cual directamente desde la fundición se obtiene un pre-tubo que es laminado por un sistema de triple rodillo. Finalmente, la innovadora forma por medio de una colada continua vertical, en la cual de forma continua se fabrican pre-tubos directo de la colada. Los cuatro primeros sistemas son ampliamente utilizados…
PROCEDIMIENTO PARA EMBUTIDO DE TUBOS CON SUPERVISION DE OSCILACIONES DEL SISTEMA DE EMBUTICION.
(01/04/1999) PARA EL EMBUTIDO DE TUBOS BAJO UTILIZACION AL MENOS DE UNA MATRIZ ASI COMO UN TAPON SE REGISTRAN LAS OSCILACIONES EN EL PROCESO DE EMBUTICION DEL SISTEMA COMPRENDIENDO REGISTRO DE SENSOR DE LA MAQUINA-MATRIZ-TAPON-TUBO. LA VELOCIDAD DE EMBUTICION Y/O LA LUBRICACION DEL TUBO SE REGULAN EN DEPENDENCIA DE UN VALOR TEORICO DE LA AMPLITUD DE OSICLACION CALIBRABLE SEGUN LAS CARACTERISTICAS DEL TUBO Y/O DE LA MAQUINA DE EMBUTICION Y/O DEL TAPON, AL MENOS EN UNA PARTE DEL SISTEMA DE EMBUTICION QUE COMPRENDE LA MAQUINA-MATRIZ-TAPON-TUBO. LAS OSCILACIONES PUEDEN SER REGISTRADAS POR MEDIO DE UNA APLICACION DE SENSORES DE RUIDO CORPORAL, A TRAVES DE UNA DISPOSICION DE SENSORES INDUCTIVOS,…
PROCEDIMIENTO PARA LA ELABORACION DE UNA CAMARA DE TAPON EN LA TRACCION EN CASCADA DE TUBOS Y DISPOSITIVO PARA LA REALIZACION DEL PROCEDIMIENTO.
(16/02/1997) SE CONSIGUE UN DISPOSITIVO CON UNA UNIDAD DE HUELLA Y DE APRIETE, ASI COMO CON UNA UNIDAD DE MANDRILADO Y EMBUTICION PARA SU UTILIZACION. POR MEDIO DE LA UNIDAD DE HUELLA Y APRIETE SE SUJETA PRIMERO DE FORMA FIJA EN EL LUGAR UN TUBO DE SALIDA. A CONTINUACION SE MUEVE UN ANILLO DE EMBUTICION CON LA AYUDA DE UN CILINDRO DE LA UNIDAD DE MANDRILADO Y EMBUTICION DEL TUBO DE PARTIDA Y DESPUES SE JUNTA UN MANDRIL EN EL TRAMO EXTREMO CON LA AYUDA DE UN CILINDRO DE MANDRILADO DE LA UNIDAD DE MANDRILADO Y EMBUTICION. UNA VEZ QUE EL MANDRIL HA ALCANZADO SU POSICION EXTREMA, CON LO CUAL EL DIAMETRO INTERIOR Y EL DIAMETRO EXTERIOR DEL TRAMO EXTREMO SE HAN AGRANDADO, SE RETIRA EL ANILLO DE EMBUTICION A TRAVES DEL TRAMO EXTREMO, CON ELLO SE REDUCE EL DIAMETRO EXTERIOR…
PROCEDIMIENTO DE ESTIRADO CONTINUO DE TUBOS METALICOS.
(01/03/1995). Solicitante/s: KM EUROPA METAL AKTIENGESELLSCHAFT. Inventor/es: REITER, ULRICH, DR.-ING., NIGGEMANN, THEODOR, ING. , TIETZ, PETER, DIPL.-ING., WISCHMEYER, GEORG, ING.
LA DIFICULTAD PRINCIPAL EN EL ESTIRADO CONTINUO DE TUBOS METALICOS SIN COSTURA, UNIDOS POR SOLDADURA A TOPE, CONSISTE EN QUE LAS UNIONES ENTRE LOS TUBOS EN GENERAL NO DISPONEN DE LA RESISTENCIA SUFICIENTE PARA TRANSMITIR LAS FUERZAS DE TRACCION PRODUCIDAS POR EL PROCESO DE ESTIRADO. PARA SOLUCIONAR ESTE PROBLEMA, SE PROPONE AUMENTAR PRIMERO LA RESISTENCIA DE LAS UNIONES HASTA QUE CORRESPONDA A LA DEL MATERIAL COLINDANTE DE LOS TUBOS Y ESTIRAR DESPUES TODA LA PIEZA DE MANERA QUE LA PARED DE TUBO OBTENGA EN TODA LA LONGITUD EL MISMO GROSOR. EL AUMENTO DE LA RESISTENCIA DE LAS UNIONES PUEDE CONSEGUIRSE MEDIANTE UN TRATAMIENTO TERMICO.
PROCEDIMIENTO PARA EL ARRANQUE DE TUBOS DE METAL SIN SOLDADURA.
(01/04/1993). Solicitante/s: KM-KABELMETAL AKTIENGESELLSCHAFT. Inventor/es: UHLMANN, KLAUS-PETER.
EN UN PROCEDIMIENTO PAR EL ARRANQUE DE TUBOS DE METAL CON UN MANDRIL VOLADIZO Y CON UNA MATRIZ SE UNEN DOS O VARIOS LONGITUDES DEL TUBO ANTES DEL ARRANQUE. DURANTE EL TRANSCURSO DE LA POSICION DE LA UNION A TRAVES DE LA MATRIZ DE EVACUA EL MANDRIL DEL CAMPO DE ACCION DE LA MATRIZ, ASI QUE SE TIRA SOBRE LONGITUD DETERMINADA DE TUBO SIN DESCENSO DEL ESPESOR DE LA PARED. EL MANDRIL SE LLEVA AL CAMPO DE ACCION DE LA MATRIZ, CUANDO LA FUERZA DE TIRA ATACA SOBRE EL TUBO DETRAS DE LA POSICION DE UNION.
METODO Y APARATO PARA LA FABRICACION DE MATRICES HECHAS DE COBRE O DE UNA ALEACION DE COBRE.
(01/01/1987). Solicitante/s: OUTOKUMPU OY.
APARATO PARA FABRICAR MATRICES HECHAS DE COBRE O DE ALEACION DE COBRE. CONSTA DE: UNA ARMADURA DE TROQUEL FORMADA POR PIEZAS ; UN TROQUEL CON DOS PIEZAS ; UNA UNIDAD CONVENCIONAL DE POTENCIA QUE AJUSTA LOS MOVIMIENTOS DE LA ARMADURA Y EL TROQUEL Y TIENE ESTRUCTURAS DE SOSTEN ; UNOS CARRILES DE GUIA PARA EL TROQUEL FIJOS AL CUERPO DE LA MAQUINA ; UNA BARRA CURVA DE MACHOS DOTADA CON MACHOS; UN DISPOSITIVO DE TRACCION DE MACHOS FORMADO POR EL CILINDRO HIDRAULICO CUYO VASTAGO DE EMBOLO SE UNE AL CARRO DE TIRO QUE SE MUEVE POR EL RAIL DE GUIA CON ARCO CIRCULAR Y UN BASTIDOR DE SOPORTE DE LOS RAILES QUE SE AJUSTA CON ANGULO MEDIANTE LOS GUIAS DE ALTURA Y ANGULO .-.
TUBO DOBLADO CON UNA EXCELENTE LISURA EN LA SUPERFICIE INTERNA, PREFERIBLEMENTE PREVISTO PARA MOLDES.
(16/02/1984). Solicitante/s: SANTRADE LIMITED.
Tubo doblado con una excelente lisura en la superficie interna, preferiblemente previsto para moldes caracterizado porque su radio de curvatura varía a lo largo de su dirección longitudinal.
"METODO DE ESTIRAR EN FRIO TUBOS METALICOS".
(01/08/1983). Solicitante/s: SANTRADE LIMITED.
PRODUCCION DE TUBOS POR ESTIRADO EN FRIO DE UNA PIEZA ELEMENTAL DE TUBO EN UNA SOLA OPERACION REDUCIENDO EL DIAMETRO EXTERNO Y EL ESPESOR DEL TUBO. SE ESTIRA LA PIEZA ELEMENTAL DE TUBO A TRAVES DE UN UTIL QUE COMPRENDE UNA MATRIZ DE ESTIRADO Y UN MANDRIL RECTO MAS CORTO QUE LA PIEZA ELEMENTAL EN CUYO CENTRO ESTA APLICADO. UNOS MEDIOS DE ESTIRADO FIJADOS AL EXTREMO DEL TUBO ESTIRAN A ESTE A LO LARGO DE UNA TRAYECTORIA CURVA PREDETERMINADA. A LA VEZ QUE EL TUBO ES ESTIRADO A TRAVES DE LA MATRIZ, ESTA ES GIRADA A LO LARGO DE LA TRAYECTORIA CURVA PREDETERMINADA PARA CONSEGUIR TUBOS CON ESTA MISMA CURVATURA.
PROCEDIMIENTO PARA FORMAR UN AGUJERO ESCARIDADO EN EL EXTREMO DE UN TUBO.
(01/04/1979). Solicitante/s: TI ACCLES & POLLOCK LIMITED.
Procedimiento para formar un agujero escoriado en el extremo de un tubo, caracterizado porque se hace que dicho extremo de tubo se introduzca en una matriz a partir de una extremidad axial de la misma, a continuación de lo cual se sitúa el extremo de tubo sobre la extremidad de un mandril que sobresale de la otra extremidad axial de la matriz, teniendo el citado mandril el efecto de engrosar el extremo del tubo; después de lo cual se lleva a cabo un desplazamiento relativo entre la matriz y el mandril, con lo que la matriz se desplaza en dirección al mandril y por encima de este último, sobre la porción del extremo de tubo posicionada sobre el mandril, reduciendo, así, la sección transversal de la citada porción sobre el mandril y formando el agujero escariado deseado.
PROCEDIMIENTO DE FABRICACION DE MICRORRETARDOS Y PORTARRETARDOS APLICABLES A INSTALACIONES DE EXPLOSIVOS.
(16/03/1977). Solicitante/s: MIMENZA LARRACOECHEA,RAMON.
PROCEDIMIENTO DE FABRICACION DE MICRORRETARDADORES Y PORTARRETARDOS APLICABLES A INSTALACIONES DE EXPLOSIVOS QUE NO NECESITA EN LA OPERACION DE CORTE Y CALIBRADO. LAS PIEZAS TUBULARES DE PEQUEÑO DIAMETRO QUE CONSTITUYEN DICHOS PORTARRETARDOS Y MICRORRETARDOS SE OBTIENEN A PARTIR DE UN ELEMENTO TUBULAR DE ALUMINIO AL QUE SE REDUCE EL DIAMETRO MEDIANTE EL PASO FORZADO A TRAVES DE UNA HILERA EMPLEANDOSE PARA EL CALIBRADO DEL DIAMETRO INTERIOR UNA PIEZA MACHO QUE SE MANTIENE FIJA DURANTE EL AVANCE DEL ELEMENTO TUBULAR.
PROCEDIMIENTO PARA LA FABRICACION DE TUBOS CALIBRADOS DE METALES PRECIOSOS.
(01/01/1976). Solicitante/s: GAIG RENTER,JUAN.
Resumen no disponible.
{kind=link}