CIP-2021 : B21B 38/02 : para medida de la planta o perfil de las láminas.
CIP-2021 › B › B21 › B21B › B21B 38/00 › B21B 38/02[1] › para medida de la planta o perfil de las láminas.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04).
B21B 38/00 Métodos y dispositivos de medida especialmente adaptados a laminadores, p. ej. detección de la posición, inspección del producto.
B21B 38/02 · para medida de la planta o perfil de las láminas.
CIP2021: Invenciones publicadas en esta sección.
Métodos y aparato para monitorizar máquinas de acondicionamiento de materiales en banda.
(13/12/2017). Solicitante/s: THE BRADBURY COMPANY, INC.. Inventor/es: SMITH,GREGORY S, COX III,CLARENCE B.
Sistema que comprende:
una pluralidad de cilindros de trabajo para procesar un material en banda continua ;
un primer sensor para medir una primera distancia entre una superficie superior del material en banda y una primera ubicación de referencia , encontrándose el primer sensor más adelante de una salida de los cilindros de trabajo y midiendo el primer sensor una segunda distancia entre la superficie superior del material en banda y la primera ubicación de referencia, midiéndose la primera y la segunda distancia en dos momentos diferentes; y
un controlador para determinar un valor de diferencia entre la primera distancia y la segunda distancia con el fin de detectar curvatura de material en el material en banda.
PDF original: ES-2662003_T3.pdf
Procedimiento y dispositivo para la medición de la planeidad de cintas.
(28/09/2016). Solicitante/s: BWG BERGWERK- UND WALZWERK-MASCHINENBAU GMBH. Inventor/es: NOE,ANDREAS,DR, NOÉ,ROLF.
Rodillo de medición para la medición de la planeidad de cintas movidas en una dirección de marcha de cinta (x), especialmente de cintas metálicas al pasar por líneas de proceso de cinta o laminadores, con al menos una barra de medición integrada que se extiende a lo largo de la longitud de rodillo (L) en forma de hélice u oblicua, con respecto a la dirección de marcha de cinta (x), para la determinación de las fuerzas de tracción que actúan sobre la cinta que rodea parcialmente el rodillo de medición , disponiéndose la barra de medición durante la determinación de la fuerza de tracción con su zona inicial (A) y su zona extrema (B) al menos parcialmente en el interior del arco abrazado (α) formado por la cinta y apoyándose respectivamente por los extremos en dispositivos dinamométricos del rodillo de medición.
PDF original: ES-2608576_T3.pdf
Rodillo de medición de planeidad con barra de medición en dirección de marcha de cinta.
(20/04/2016) Rodillo de medición de planeidad para la determinación de fallos de planeidad de una cinta , especialmente de una cinta metálica, mediante una medición de la distribución de la tensión por tracción de cinta a lo largo de la anchura de cinta, con varios puntos de medición integrados en la superficie de rodillo que, para la medición de la tensión de cinta, se disponen repartidos por la anchura de rodillo (B) en diferentes posiciones de anchura, presentando los puntos de medición respectivamente una barra de medición que se alinea con la superficie de rodillo, apoyándose las barras de medición respectivamente en dos sensores de medición de fuerza dispuestos sucesivamente en dirección…
Mejora de la planeidad de una cinta laminada.
(20/01/2016). Ver ilustración. Solicitante/s: NOVELIS, INC.. Inventor/es: HOBBIS, ANDREW JAMES, NELSON,PAUL DAVID, GAENSBAUER,DAVID ANTHONY.
Uso de un sistema para mejorar la planeidad de metal laminado, incluyendo el sistema:
una unidad de enfriamiento incluyendo al menos una boquilla para distribuir agente de enfriamiento a una cinta , donde
la unidad de enfriamiento está adaptada para enfriar una porción seleccionada de una anchura de la cinta más que una porción no seleccionada de la anchura de la cinta;
un sistema de control adaptado para recibir mediciones de planeidad de un dispositivo de medición de planeidad del sistema y para controlar la unidad de enfriamiento ,
caracterizado porque el sistema se usa para crear un gradiente de temperatura no homogéneo deseado a lo ancho de la cinta.
PDF original: ES-2649160_T3.pdf
Aparato y método para la medición en línea industrial de la topografía micrométrica y de la ondulación de productos en movimiento.
(19/11/2014) Sensor de microscopio para llevar a cabo un método para medir sin contacto la ondulación (Wa), con un valor de corte elevado de 5 mm, de una superficie en movimiento, que comprende:
- un microscopio industrial que tiene un aumento adecuado para obtener un campo de visión de imagen en el intervalo de 1.000 μm y/o una resolución de al menos 0.5 μm, una distancia de trabajo mayor de 10 mm y una profundidad de campo mayor de 15 μm;
- una fuente de láser pulsado en el orden de nanosegundos con una frecuencia de al menos V/(FOV-O) en s-1, donde V es la velocidad máxima de la superficie, en m/s, FOV es el campo de visión en la dirección de desplazamiento, en m y O es la superposición entre imágenes consecutivas en m, para emitir…
Procedimiento de inspección de superficies para la detección de defectos de la superficie y/o medir la topografía de la superficie.
(10/09/2014) Procedimiento de inspección de superficies para la detección de defectos de la superficie y/o medir la topografía de la superficie de superficies continuamente reflectantes, especialmente superficies reflectantes de bandas de metal, especialmente bandas de metal en movimiento, en el que
- una cámara hace una toma de una muestra representada sobre una pantalla, que está diseñada de tal manera que representa como minimo puntos de corte de líneas, en donde
- la dirección visual de la cámara está dirigida hacia una zona de la superficie reflectante y
- la superficie de la pantalla sobre la que está representada la muestra está situada y orientada hacia esa zona de tal manera que el paso de rayos de los rayos visuales…
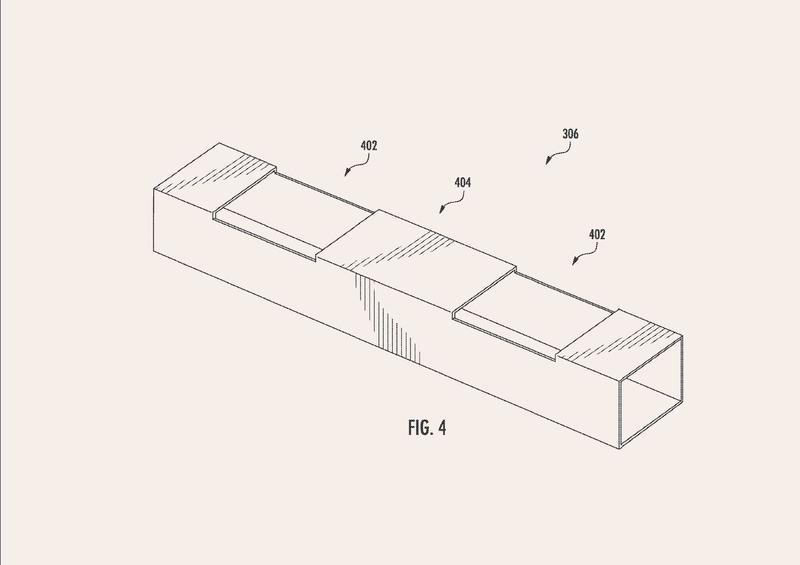
Rodillo de medición de la planeidad y procedimiento para la determinación de errores de planeidad de una banda.
(23/05/2012) Rodillo de medición para la determinación de errores de planeidad de una banda y/o para la determinaciónde la tracción de una banda , especialmente de una banda metálica, con al menos una viga de medición (5, 5a)integrada en la envolvente de los rodillos o bien en la superficie de los rodillos, que está apoyada sobre sensores,caracterizado porque la viga de medición (5, 5 5a) se extiende como viga de medición de la tracción de la banda (5,5a) para la determinación del desarrollo temporal de la tracción de la banda a lo largo de la dirección circunferencialsobre una zona circunferencial predeterminada.
PROCEDIMIENTO Y DISPOSITIVO PARA EL BOBINADO DE BANDAS METÁLICAS SOBRE UN MANDRIL DE BOBINADO.
(19/05/2011) Procedimiento para llevar a cabo el bobinado de bandas metálicas sobre un mandril de bobinado , que está dispuesto en una caja de una máquina bobinadora , al que es conducida la banda metálica por un medio de arrastre , que presenta en un bastidor del medio de arrastre un rodillo de arrastre superior y un rodillo de arrastre inferior , con interconexión de un dispositivo para llevar a cabo la medición de la banda, que puede ser aplicado por pivotamiento por la parte inferior en la banda metálica , estando prevista para el encauzamiento una mesa por debajo de la banda metálica y estando dispuestas por encima de la banda metálica una aguja de desviación de la banda así como una trampilla de la caja pivotante, que se prolonga desde la anterior hasta la proximidad del mandril de bobinado,…
PROCEDIMIENTO Y DISPOSITIVO DE DETECCION DE PLANEIDAD.
(14/01/2010)
Procedimiento de detección de planeidad de un producto en banda metálica que se desliza siguiendo una dirección longitudinal y que se encuentra a una temperatura elevada, en la cual la banda se pone bajo tensión y se aplica sobre un sector angular de un rodillo medidor de planeidad montado en rotación alrededor de un eje perpendicular a la dirección longitudinal de desplazamiento de la banda y que tiene una cara externa cilíndrica que comprende un sector angular de contacto con la banda y un sector libre,
caracterizado porque,
se realiza un enfriamiento forzado del rodillo medidor de planeidad por la circulación de un fluido refrigerante por lo menos a lo largo de una parte del sector libre de la cara externa del rodillo y se determinan los parámetros que determinan la eficacia del enfriamiento como la abertura (B) del sector…
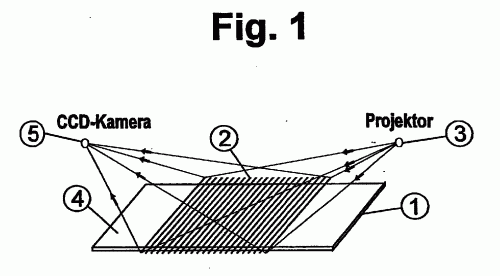
PROCEDIMIENTO PARA MEDIR LA PLANEIDAD DE UNA BANDA METALICA EN MOVIMIENTO O DE LA SUPERFICIE FRONTAL DE UNA BOBINA.
(16/08/2006). Ver ilustración. Solicitante/s: BETRIEBSFORSCHUNGSINSTITUT VDEH, INSTITUT FUR ANGEWANDTE FORSCHUNG GMBH GOM - GESELLSCHAFT FUR OPTISCHE MESSTECHNIK MBH KRUPP HOESCH STAHL AG. Inventor/es: MULLER, ULRICH, PEUKER, GUSTAV, SONNENSCHEIN, DETLEV, WINTER, DETLEF, DR., DEGNER, MICHAEL, DR.-ING., THIEMANN, GERD, DIPL.-ING.
LA INVENCION SE REFIERE A UN SISTEMA DE MEDICION Y REGULACION DE PLANEIDAD PARA CINTA METALICA, QUE PERMITE MEJORAR LA CALIDAD DE LA CINTA O DEL ROLLO MEDIANTE UNA DETECCION SENCILLA Y EFECTIVA DE LAS VARIACIONES DE PLANEIDAD Y UNA REGULACION DE LOS PARAMETROS DE FABRICACION, A TRAVES DE LA VALORACION DE UNA PLANTILLA DE LINEAS SOBRE LA SUPERFICIE DE LA CINTA O LA SUPERFICIE FRONTAL DE UN ROLLO.
PROCEDIMIENTO PARA DETECTAR DEFECTOS DE MEDIDA DE PLANEIDAD EN FLEJES, ESPECIALMENTE FLEJES DE ACERO Y DE METAL, Y RODILLO DE MEDIDA DE PLANEIDAD.
(16/08/2006) Procedimiento para detectar errores de planeidad en flejes , especialmente flejes de acero y de metal, por medio de una medición de la distribución de la tensión de tracción del fleje en toda la anchura de éste, en el que el fleje sometido a tensión de tracción en toda la anchura del mismo abraza a un rodillo de medida de planeidad con un ángulo de abrazamiento prefijado y, en correspondencia con la distribución local de la tensión de tracción longitudinal en la dirección de la anchura del fleje, ejerce así sobre el rodillo de medida de planeidad unas fuerzas de apriete locales a partir de las cuales se puede establecer la distribución de la tensión de tracción del fleje, en el que el rodillo de medida de planeidad presenta al menos un…
PROCEDIMIENTO PARA LA DETERMINACION DELAPLANITUD DEUNA BANDA DE MATERIAL.
(01/03/2005) Procedimiento para la determinación de la planitud de una banda de material, donde la banda de material indica previamente una dirección longitudinal y está colocada entre al menos dos fuentes de radiación y una multitud de detectores - en el cual se recogen valores de medición con ayuda de al menos dos fuentes de radiación y de la multitud de detectores en una multitud de puntos de mediciones, donde los puntos de medición, separados entre sí, están colocados transversalmente a la dirección longitudinal en el material de la banda y son abarcados por al menos dos detectores que detectan la radiación del caso bajo diferentes ángulos de espacio,…
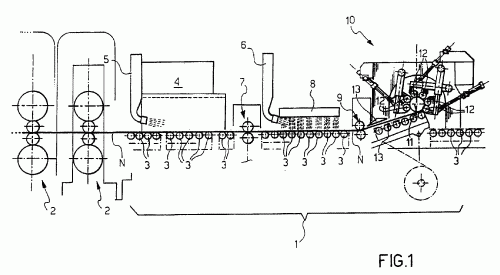
LAMINADOR EN CALIENTE PARA TIRA DELGADA CON ENROLLADO DE ALTA VELOCIDAD DE LAS TIRAS INDIVIDUALES.
(16/11/2004). Ver ilustración. Solicitante/s: SMS DEMAG INNSE SPA. Inventor/es: ROSSI, ANTONINO, SCHINBECK, JOACHIM, ROVELLI, CORRADO.
Un laminador en caliente para tiras delgadas (N), que comprende una sección de salida que se extiende entre un puesto final de laminado y al menos una bobina de enrollado , un paso entre rodillos accionados dispuestos longitudinalmente respecto a esta sección y por los que se introduce la tira, unos medios de tipo aerodinámico dispuestos a lo largo de dicha sección de salida para evitar que la tira se eleve del paso entre los rodillos, caracterizado porque: la sección de salida comprende una unidad de accionamiento dispuesta a lo largo del paso entre los rodillos y antes de, al menos, dicha bobina de enrollado , y en el que la bobina de enrollado está dispuesta a una altura mayor que el paso entre los rodillos y la unidad de accionamiento es del tipo que se puede orientar para desviar las tiras (N) hacia la bobina de enrollado.
PROCEDIMIENTO Y DISPOSITIVO PARA LA MEDICION DE LA PLANEIDAD DE BANDAS.
(16/07/2004) Medición de la planicidad de bandas de metal que pasan por una planta de tratamiento de bandas o laminador, mediante la aplicación de una fuerza de tensión y banda de detección de irregularidades. La fuerza frontal de tensión (Fz) se reduce antes y/o en la región de medida (M) para ser capaz de excluir errores causados por la tensión frontal durante las medidas de la cualidad de plano. El proceso para medir la cualidad de plano de bandas de metal durante el transcurso de una pasada de la banda a través de una planta de tratamiento de bandas o un laminador comprende la aplicación de una fuerza de tensión (Fz) preescrita a la banda…
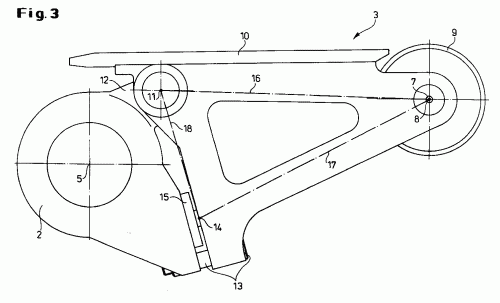
RODILLO MEDIDOR DE PLANEIDAD.
(16/03/2004). Ver ilustración. Solicitante/s: SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT. Inventor/es: KIPPING, MATTHIAS, BRAUN, MARTIN, SUDAU, PETER, TUSCHHOFF, MATTHIAS, DR., LOHR, ANDREAS.
LA INVENCION SE REFIERE A UN RODILLO DE MEDIDA DE LA PLANEIDAD , DE CONSTRUCCION SENCILLA, CONCEBIDO COMO UN ELEVADOR DE BUCLES DEPOSITADO CONTRA UNA BANDA DE RODAJE CON VARIAS ZONAS DE MEDIDA, YUXTAPUESTAS A LO ANCHO DE LA BANDA DE RODAJE. CADA UNA DE ELLAS SE COMPONE DE UN RODILLO DE MEDIDA , ABATIBLE EN EL SENTIDO DE LAS MANILLAS DEL RELOJ, SOLIDARIO CON UN DISPOSITIVO DINAMOMETRICO Y CON LIBERTAD DE GIRO. CADA RODILLO DE MEDIDA VA COLOCADO EN UN BASTIDOR ABATIBLE CON FORMA DE RECEPTACULO.
PROCESO DE MEDICION DE LA FORMA Y/O DE LA PLANITUD DE UN MATERIAL DE PASO, Y DISPOSITIVO PARA SU APLICACION.
(16/06/1998) LA INVENCION SE REFIERE A UN PROCESO DE MEDICION DE LA FORMA Y/O DE LA PLANITUD DE UNA FIBRA LONGITUDINAL DE UNA ANDA DE PASO. SE TOMAN ALTITUDES (YI) DE UN CONJUNTO DE N PUNTOS DE HILERA (I) DE DICHA FIBRA, Y SE DETERMINA UNA FUNCION (Y(I) DEPENDIENTE DE LA FORMA DE DICHA FIBRA. CUANDO SE TOMA LA ALTITUD DEL PUNTO DE HILERA (I), SE TOMAN SIMULTANEAMENTE LOS PUNTOS DE ALTITUD DE AL MENOS DOS OTROS PUNTOS QUE ESTAN CERCA Y SE SITUAN POR AMBAS PARTES DE ESTE. SE CALCULA APROXIMADAMENTE LA CURVATURA (K(X)I) DE DICHA FIBRA CERCA DE DICHO PUNTO DE HILERA I, Y DESPUES SE DETERMINAN UNA FUNCION (K(I)) REPRESENTATIVA DE LA EVOLUCION DE LA CURVATURA ENTRE DICHOS PUNTOS DE HILERA 1 Y DE HILERA N, Y POR INTEGRACIONES SUCESIVAS DE (K(I), SE DETERMINA UNA FUNCION (Y(I) REPRESENTATIVA…
{kind=link}
{kind=link}
{kind=link}
{kind=link}