CIP-2021 : B24B 31/00 : Máquinas o dispositivos para pulir o trabajar por abrasión las superficies en tambor,
o por medio de otros aparatos, en los que las piezas a trabajar o los productos abrasivos sean libres; Accesorios a este efecto (para trabajar con muela o pulir por medio de cintas B24C 3/26).
CIP-2021 › B › B24 › B24B › B24B 31/00[m] › Máquinas o dispositivos para pulir o trabajar por abrasión las superficies en tambor, o por medio de otros aparatos, en los que las piezas a trabajar o los productos abrasivos sean libres; Accesorios a este efecto (para trabajar con muela o pulir por medio de cintas B24C 3/26).
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B24B 29/00 hasta B24B 39/00: Pulido de superficies; Acabado de superficies
B24B 31/02 · que implican el empleo de tambores rotativos.
B24B 31/023 · · con eje inclinable.
B24B 31/027 · · con movimiento oscilatorio suplementario.
B24B 31/03 · · las piezas están continuamente en movimiento.
B24B 31/033 · · comportando varios tambores rotativos o para trabajar en tambores de volteo con movimiento paralelo.
B24B 31/037 · · comportando varios tambores rotativos o en tambores de volteo con movimiento no paralelo.
B24B 31/05 · que implica el empleo de un recipiente con forma de cinta transportadora.
B24B 31/06 · que implican el empleo de recipientes oscilantes o vibrantes.
B24B 31/067 · · que implica el empleo de un tambor con forma de canalón o artesa.
B24B 31/073 · · que implica el empleo de un tambor con forma de anillo o en espiral.
B24B 31/10 · que implica el empleo de otros medios para trabajar las piezas por frotamiento.
B24B 31/104 · · que implica el empleo de un tambor rotativo en el que se constituye una zona anular de polvo abrasivo, por fuerza centrífuga.
B24B 31/108 · · que implica el empleo de un tambor en dos partes, una de las cuales, p. ej. la pared es fijo, y la otra móvil, p. ej. rotativa.
B24B 31/112 · · que utilizan polvo abrasivo aglomerado de forma magnética, que se mueve con respecto a la pieza bajo la influencia de la presión.
B24B 31/116 · · que utilizan un compuesto abrasivo deformable plásticamente, que se mueve con respecto a la pieza bajo la influencia de la presión.
B24B 31/12 · Accesorios; Equipo de protección o dispositivos de seguridad; Instalaciones para la extracción de polvo o la absorción del sonido especialmente adaptados a máquinas del grupo B24B 31/00.
B24B 31/14 · · Cuerpos abrasivos especialmente concebidos para el trabajo en tambor, p. ej. bolas abrasivas.
B24B 31/16 · · Medios para separar las piezas de los productos abrasivos al fin de la operación.
CIP2021: Invenciones publicadas en esta sección.
Prótesis de articulación de rodilla y procedimiento correspondiente.
(14/12/2016) Prótesis unicompartimental de articulación de rodilla que comprende:
un componente tibial que tiene una porción de fijación adaptada para fijarse a un extremo superior de una tibia (T) preparada en un paciente, y una parte de soporte que presenta una superficie de articulación formada por un material cerámico; en la que la parte de soporte está formada como un elemento integral de un material cerámico o de una estructura de material compuesto en forma de un sustrato metálico que tiene una parte de cerámica sobre la misma, en la que la parte de soporte está adaptada para el movimiento de traslación y de rotación con relación a la parte de fijación ; y
un componente femoral adaptado para su fijación a un extremo inferior de un fémur (F) preparado en un paciente, presentando el componente femoral una parte…
Prótesis de articulación de rodilla.
(15/06/2016) Prótesis de articulación de rodilla que comprende:
un componente tibial que tiene una porción de fijación adaptada para fijarse a un extremo superior de una tibia (T) preparada en un paciente, y una parte de soporte que presenta al menos una superficie de articulación formada por un material cerámico; y
un componente femoral adaptado para su fijación a un extremo inferior de un fémur (F) preparado en un paciente, teniendo el componente femoral una parte de cuerpo que presenta al menos una superficie de articulación formada por un material cerámico para el acoplamiento con la superficie de articulación respectiva del componente tibial ;
en la que las superficies de articulación de los componentes tibial y femoral están configuradas para el acoplamiento esencialmente congruente sobre…
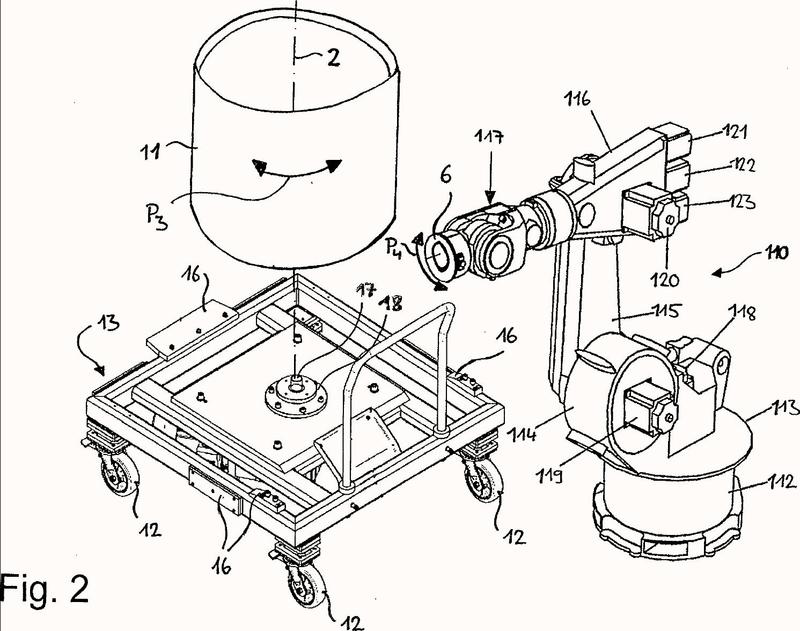
Procedimiento y dispositivo para el mecanizado de las superficies de piezas de trabajo.
(17/02/2016). Ver ilustración. Solicitante/s: OTEC PRAZISIONSFINISH GMBH. Inventor/es: WOLK,WALFRIED.
Procedimiento de mecanizado de las superficies de piezas de trabajo, en el que la pieza de trabajo es puesta en movimiento relativo con respecto a una carga de un granulado esmerilador y/o pulidor, en donde la pieza de trabajo es puesta en rotación (P4) en torno a al menos un eje con respecto a la carga de granulado esmerilador y/o pulidor, en donde la pieza de trabajo es acelerada a distintas velocidades de rotación (R1, R2) con respecto a la carga de granulado esmerilador y/o pulidor, caracterizado por el hecho de que la pieza de trabajo y/o un depósito que contiene la carga de granulado esmerilador y/o pulidor es o son puestos en rotación con velocidades de rotación continuamente distintas con aceleración continua.
PDF original: ES-2634901_T3.pdf
Acabado de alto rendimiento de componentes metálicos.
(29/07/2015) Método para acabar una superficie de un componente de acero , que comprende:
- proporcionar un receptáculo que contiene una cantidad de medio no abrasivo suficiente para sumergir sustancialmente una parte del componente sobre el que la superficie está situada;
- proporcionar una cantidad de una composición química de acabado capaz de formar un recubrimiento de conversión relativamente blando sobre la superficie que es más blando que el material del componente en sí;
- sumergir el componente al menos parcialmente en el medio;
- inundar el receptáculo con un exceso de sustancia química de manera que la superficie esté esencialmente sumergida en la sustancia química; e
- inducir un movimiento relativo…
Procedimiento para inspección y reconstrucción de componentes de ingeniería.
(12/11/2014) Un procedimiento de reconstrucción o la inspección de un componente de ingeniería para daños sub-superficie, utilizando un proceso vibratorio acelerado químicamente para eliminar material de superficies críticas desgastadas o dañadas del componente, siendo el componente un engranaje, árbol, rodamiento, pistón, eje, leva, asiento o junta, comprendiendo el procedimiento:
a) realizar el proceso sobre el componente para eliminar una cantidad de material de las superficies;
b) inspeccionar las superficies del componente para determinar una extensión del daño aparente;
c) sobre la base de la inspección, determinar si:
i. el componente está suficientemente reconstruido para su reutilización; o
ii.…
Sistemas de acabado magnetoreológico de un sustrato.
(22/01/2014) Un sistema de imán permanente para variar de manera controlable la intensidad de un campo magnético, quecomprende:
a) una primera y una segunda piezas polares formadas por un material magnéticamente suave quedefine conjuntamente un cuerpo magnético , teniendo dicha primera y segunda piezas polares un entrehierro primario y un entrehierro secundario formados entre extremo opuestos de losmismos y con una cavidad cilíndrica formada en dicho cuerpo magnético ;
b) un imán permanente cilíndrico magnetizado perpendicularmente a un eje longitudinal del mismo ydispuesto de manera giratoria endicha cavidad cilíndrica .
PROCEDIMIENTO PARA EL TRATAMIENTO POSTERIOR DE PIEZAS MOLDEADAS EN BRUTO TRANSFORMADAS DE ACERO NOBLE.
(24/02/2011) Procedimiento para el tratamiento posterior de piezas de trabajo fabricadas a través de embutición profunda, estampación, laminación y transformación con partículas de granulado duro en un tambor desplazable en movimientos giratorios, caracterizado porque las piezas de trabajo son fabricadas a partir de piezas moldeadas en bruto o cortes de acero noble aptas para embutición profunda, con un espesor del material de 1 a 1,2 mm en etapas inmediatamente sucesivas del procedimiento e inmediatamente después son tratadas en el tambor, en el que el tiempo de tratamiento posterior y/o el número de revoluciones del…
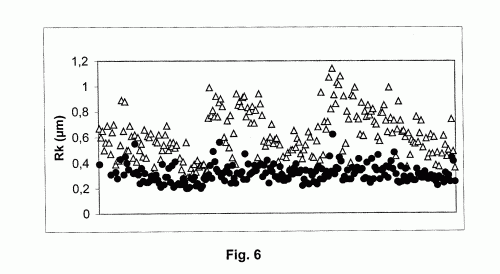
PRODECIMIENTO DE OBTENCION DE UN RECUBRIMIENTO MEDIANTE FOSFATADO EN UNA PIEZA DE HIERRO O ACERO, Y PIEZA DE HIERRO O ACERO CORRESPONDIENTE.
(01/05/2005). Ver ilustración. Solicitante/s: DELPHI DIESEL SYSTEMS S.L. Inventor/es: VARELA LOSADA,FRANCISCO.
Procedimiento de obtención de un recubrimiento mediante fosfatado en una pieza de hierro o acero, y pieza de hierro o acero correspondiente. El procedimiento según la invención consiste una primera etapa de recubrimiento con un primer fosfatado, mediante la cual se obtiene una primera capa cristalina de fosfatos de hierro y manganeso, una etapa intermedia de decapado parcial de dicha primera capa cristalina de fosfatos, que deja parcialmente al descubierto el metal base, y una segunda etapa de recubrimiento que comprende un segundo fosfatado mediante el cual se obtiene una segunda capa cristalina de fosfatos de hierro y manganeso cubriendo la primera capa parcialmente decapada y el metal base. El procedimiento proporciona un recubrimiento de menor espesor y de cristalización más fina que el que puede obtenerse mediante un simple fosfatado, traduciéndose en un menor espesor y una menor rugosidad Rk.
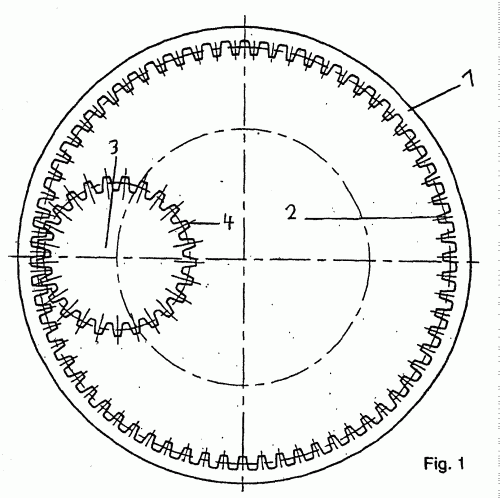
PROCEDIMIENTO PARA EL TRATAMIENTO DE ENGRANAJES.
(01/04/2005). Ver ilustración. Solicitante/s: WINERGY AG. Inventor/es: HULSHOF, FRANS, DINTER, RALF DR.
Procedimiento para el tratamiento de dentados interiores de ruedas huecas de acero nitrurado o acero bonificado, especialmente para reductores de instalaciones de parques eólicos, en el que los flancos de los dientes del dentado interior de las ruedas huecas se nitruran en una atmósfera gaseosa que emite nitrógeno, caracterizado porque después de la nitruración, el borde de poros formado se quita de la superficie superior de los flancos de los dientes por un rectificado acelerado químico por vibración en un grupo de vibración con ayuda de un líquido acuoso especial con contenido de ácido con una mezcla de sustancias sólidas, entre las que hay sustancias cerámicas ligeramente abrasivas, y porque al mismo tiempo se ha rectificado la superficie de los flancos de los dientes muy lisa.
METODO PARA PULIR ARTICULOS ACRILICOS BLANDOS.
(01/02/2005). Solicitante/s: ALCON LABORATORIES, INC.. Inventor/es: ROBINSON, STEPHANIE, LEWELLEN, KEVIN.
Un método para pulir un artículo que comprende un material acrílico blando, en el que el método comprende: a) pulir el artículo cargando un receptáculo con una suspensión pulidora y el artículo que se va a pulir, y agitar el receptáculo durante un periodo de tiempo, y a una velocidad, suficiente para eliminar del artículo las irregularidades superficiales. La suspensión pulidora comprende cuentas pulidoras, alúmina, y un agente aumentador del volumen, y b) limpiar el artículo pulido poniéndolo en contacto con una suspensión limpiadora en un receptáculo, y agitar el receptáculo durante un periodo de tiempo, y a una velocidad, suficiente para limpiar la superficie del artículo, en el que la suspensión limpiadora comprende cuentas limpiadoras, alúmina un disolvente y un agente tensioactivo, caracterizado porque la suspensión pulidora comprende cuentas pulidoras, alúmina, y un agente aumentador del volumen.
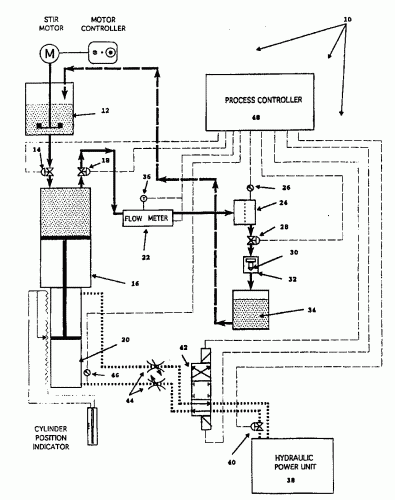
METODO Y APARATO PARA CONFORMAR UN ORIFICIO CON UNA SUSPENSION ABRASIVA.
(16/12/2003). Ver ilustración. Solicitante/s: DYNETICS CORPORATION. Inventor/es: PERRY, WINFIELD, B.
SE PRESENTAN UN SISTEMA Y UN PROCESO PARA PULIR Y DAR EL RADIO ADECUADO A UN MICROORIFICIO . UNA PASTA LIQUIDA CON PROPIEDADES REOLOGICAS PARTICULARES SE ACELERA A MEDIDA QUE FLUYE A TRAVES DEL MICROORIFICIO PARA EROSIONAR EL BORDE DEL MICROORIFICIO . CUANDO LA VELOCIDAD DE FLUJO ALCANZA UN DETERMINADO VALOR DESEADO, EL PROCESO SE DETIENE Y EL MICROORIFICIO ESTA APROPIADAMENTE CALIBRADO.
METODO DE PULIDO A BAJA TEMPERATURA PARA ARTICULOS ACRILICOS BLANDOS.
(01/02/2003). Solicitante/s: ALCON LABORATORIES, INC.. Inventor/es: CREMEANS, BRYAN, L., PICKETT, TERESA, L., TUCKER, JENNIA.
Un método de pulir un artículo que comprende un material acrílico blando, en el que el método comprende: pulir el artículo cargando un recipiente con una suspensión de pulido y el artículo que debe ser pulido, y agitar el recipiente durante un periodo de tiempo y a una velocidad suficientes para eliminar las irregularidades de la superficie del artículo, en el que (i) la suspensión de pulido tiene un pH 10 o superior y comprende bolitas pulidoras, alúmina, hidróxido de sodio, un agente tensioactivo y agua; y (ii) la etapa de pulido se realiza a una temperatura superior a 0°C e inferior a la temperatura de transición vítrea (Tg) del material acrílico blando; y limpiar el artículo pulido poniéndolo en contacto con agua durante un tiempo suficiente para limpiar la superficie del artículo.
METODO CRIOGENICO DE PULIR PARA ARTICULOS ACRILICOS BLANDOS.
(16/11/2002). Solicitante/s: ALCON LABORATORIES, INC.. Inventor/es: SHEETS, JOHN W. JR., LEWELLEN, KEVIN.
SE EXPONE UN PROCEDIMIENTO PARA PULIR ARTICULOS QUE CONSTAN DE MATERIALES ACRILICOS BLANDOS. EL PROCEDIMIENTO INCLUYE UNA ETAPA DE PULIDO CRIOGENICO Y UNA ETAPA DE LIMPIEZA. EN LA ETAPA DE PULIDO, SE CARGA UN RECIPIENTE CON BOLAS PARA PULIR DE VARIOS TAMAÑOS, BICARBONATO SODICO, UN AGENTE HINCHANTE Y LOS ARTICULOS A PULIR, DURANTE UN PERIODO DE TIEMPO Y CON UNA VELOCIDAD DE ROTACION, SUFICIENTE PARA QUITAR LAS IRREGULARIDADES SUPERFICIALES. A CONTINUACION DE LA ETAPA DE PULIDO, SE CARGA UN RECIPIENTE CON (A) UNA SUSPENSION LIMPIADORA QUE CONSTA DE BOLAS LIMPIADORAS DE VARIOS TAMAÑOS E (I) HIDROXIDO SODICO Y AGUA O (II) ALUMINA, UN AGENTE TENSOACTIVO Y UN DISOLVENTE, Y (B) LOS ARTICULOS A LIMPIAR, DURANTE UN PERIODO DE TIEMPO Y CON UNA VELOCIDAD DE ROTACION, SUFICIENTE PARA LIMPIAR LA SUPERFICIE DE LOS ARTICULOS PULIDOS. SE LLEVA A CABO PREFERENTEMENTE LA AGITACION MEDIANTE UNA MAQUINA DE TAMBOR GIRATORIO.
METODO PARA TRATAR PIEZAS EN BRUTO PARA AGUJAS.
(01/12/2000). Solicitante/s: UNITED STATES SURGICAL CORPORATION. Inventor/es: SAMSEL, SCOTT, MUÑOZ, MARCELINO.
SE PRESENTA UN PROCESO PARA TAMBOREO DE AGUJAS (10 O 20) ANTES O DESPUES DE QUE SE HAYAN PERFORADO LOS ORIFICIOS DE SUTURA EN SUS RESPECTIVOS OJOS DE AGUJA (10 O 20), REALIZANDO EL TAMBOREO PREFERIBLEMENTE CON MEDIOS LISOS, POR EJEMPLO MATERIALES ESFERICOS DE CRISTAL O CERAMICA, O MEDIOS FLEXIBLES.
UNA MAQUINA PARA EL PULIDO DE PLACAS DE VIDRIO.
(16/05/1977). Solicitante/s: BANDO KIKO CO. LTD..
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}
{kind=link}