CIP-2021 : B21J 3/00 : Lubrificación durante el forjado o el prensado (lubrificación en general F16N).
CIP-2021 › B › B21 › B21J › B21J 3/00[m] › Lubrificación durante el forjado o el prensado (lubrificación en general F16N).
Notas[t] desde B21 hasta B32: CONFORMACION
CIP2021: Invenciones publicadas en esta sección.
Composición lubricante para el trabajo en frío y método de trabajo en frío utilizando la misma.
(29/04/2020). Solicitante/s: NIPPON STEEL CORPORATION. Inventor/es: OGAWA, HIDENORI, Matsumoto,Keishi, MISHIMA,Yuji, MURAI,YASUNOBU, NAKANE,MASAKI, OSHIMOTO,YASUNARI, OHASHI,KAZUYOSHI, FUKUHARA,MASAHIKO.
Una composición lubricante para el trabajo en frío que comprende al menos un carbonato seleccionado de carbonatos de metales alcalinos y carbonatos de metales alcalinotérreos y al menos un hidróxido seleccionado de hidróxidos de metales alcalinos e hidróxidos de metales alcalinotérreos en un aceite base lubricante seleccionado de uno o más del grupo que consiste en aceites minerales, grasas y aceites grasos, y aceites lubricantes sintéticos, y que tiene un contenido de compuestos de cloro del 0 % en masa o superior al 0 % en masa pero no superior al 1 % en masa en función de la masa de la composición, caracterizado por que el contenido del carbonato en la composición es del 15 % en masa al 65 % en masa y por que el contenido de hidróxido es de al menos 0,01 partes en masa y como máximo 5 partes en masa por 100 partes en masa del carbonato.
PDF original: ES-2805345_T3.pdf
Método de producción de un producto forjado.
(11/03/2020) Un método de producción de un producto forjado en el que un componente de forja se forja en caliente usando un troquel inferior y un troquel superior , comprendiendo el método:
un primer proceso en el que al menos una parte de una cara de troquel del troquel inferior se cubre con un primer lubricante de vidrio ;
un segundo proceso en el que se calienta el troquel inferior sometido al primer proceso;
un tercer proceso en el que al menos una parte del componente de forja se cubre con un segundo lubricante de vidrio ;
un cuarto proceso en el que el componente de forja sometido al tercer proceso se calienta hasta una temperatura que es más alta que la temperatura de calentamiento del…
Aleaciones de forjado que usan una plaqueta lubricante, termorresistente y reductora de fricción.
(20/11/2019). Solicitante/s: ATI Properties LLC. Inventor/es: MINISANDRAM,RAMESH S, O'BRIEN,CHRISTOPHER M, BANIK,ANTHONY.
Un sistema para forjar una pieza de trabajo, comprendiendo el sistema:
un troquel ;
una pieza de trabajo de aleación ; y
una plaqueta situada entre medias de al menos una parte del troquel y al menos una parte de la pieza de trabajo de aleación, en donde la plaqueta comprende una pluralidad de capas que incluyen:
una primera capa que comprende una primera resistencia térmica y un primer coeficiente de fricción; y una segunda capa que comprende una segunda resistencia térmica y un segundo coeficiente de fricción, en donde la primera resistencia térmica es mayor que la segunda resistencia térmica, siendo el primer coeficiente de fricción mayor que el segundo coeficiente de fricción,
caracterizado por que las capas de la pluralidad de capas están fijadas entre sí por al menos un medio seleccionado de al menos un elemento de sujeción, una costura o al menos una grapa.
PDF original: ES-2767342_T3.pdf
Lubricante con base de agua para procesamiento plástico que tiene excelente resistencia a la corrosión y material de metal que tiene excelente elaborabilidad plástica.
(15/05/2019) Lubricante con base de agua para trabajo plástico, que comprende
un componente de resina (A) que contiene un copolímero u homopolímero de monómeros que tienen un enlace etilénicamente insaturado, que incluye al menos anhídrido maleico, en el que los restos de anhídrido maleico del componente de resina (A) se bloquean mediante imidación a una razón de bloqueo del 10 al 80%, y los restos de anhídrido maleico no bloqueados se neutralizan con un componente alcalino a un grado de neutralización del 40 al 100%, en el que una razón de anhídrido maleico con respecto a los monómeros totales es del 30 al 70% en moles en el componente de resina (A), y en el que el copolímero u homopolímero del componente de resina (A) tiene un peso molecular promedio en peso de 5.000 a 400.000;
un componente inorgánico (B) seleccionado…
Proceso de lubricación para forjabilidad mejorada.
(20/02/2019). Solicitante/s: ATI Properties LLC. Inventor/es: THOMAS, JEAN-PHILIPPE, FORBES JONES,ROBIN M, OPPENHEIMER,SCOTT, MANTIONE,JOHN, MINISANDRAM,RAMESH.
Un proceso de lubricación de forja que comprende:
posicionar una lámina de lubricante sólido entre una pieza de trabajo y una matriz en un aparato de forja y aplicar fuerza a la pieza de trabajo para deformar plásticamente la pieza de trabajo,
caracterizado por que la lámina de lubricante sólido consiste en al menos un material lubricante de estado sólido e impurezas residuales, en donde el al menos un material lubricante en estado sólido se selecciona dentro del grupo que consiste en grafito, disulfuro de molibdeno, disulfuro de tungsteno y nitruro de boro.
PDF original: ES-2700924_T3.pdf
Métodos de mejorar la capacidad de trabajo de aleaciones de metal.
(25/09/2018). Solicitante/s: ATI Properties LLC. Inventor/es: FORBES JONES,ROBIN M, KENNEDY,RICHARD L, CAO,WEI-DI.
Un método de procesamiento de una pieza de trabajo de aleación para reducir el agrietamiento térmico, caracterizado por que comprende:
introducir la pieza de trabajo de aleación en una lata metálica, en donde la lata metálica tiene un coeficiente de expansión térmica menor que la pieza de trabajo de aleación e incluye una superficie interior que comprende un revestimiento de níquel-boro en al menos una porción de la superficie interior;
encapsular la pieza de trabajo de aleación en la lata metálica para proporcionar un conjunto enlatado;
eliminar al menos una porción de gas del interior del conjunto enlatado; y
calentar el conjunto enlatado hasta la fase líquida transitoria uniendo la pieza de trabajo de aleación a la lata metálica.
PDF original: ES-2683242_T3.pdf
Procedimiento de revestimiento de matriz de forjado en la implementación de piezas obtenidas por dos operaciones sucesivas de colado de fundición y de forjado.
(22/01/2016). Solicitante/s: SAINT JEAN INDUSTRIES. Inventor/es: DI SERIO, EMILE, SOUBRAS,FABIEN.
Procedimiento que consiste en el colado en fundición de una preforma según unas formas de dimensiones deseadas, en la transferencia de dicha preforma de fundición en un horno túnel, luego en una operación de precalentamiento a una temperatura del orden de 400 a 500°, en la transferencia de la preforma de fundición precalentada en una matriz de forjado con unas dimensiones y forma claramente menores, y en la realización del proceso de troquelado a una presión del orden de 600 a 700 MPa, siendo el procedimiento caracterizado porque, previamente a la transferencia de la preforma de fundición precalentada en la matriz de forjado, dicha matriz de forjado y los medios de posicionamiento de la preforma constituidos por unas espigas, se someten a una operación de pulverización de un polvo, y sobre la superficie interior entera de la matriz de forjado susceptible de recibir la preforma de fundición precalentada y sobre las espigas.
PDF original: ES-2557190_T3.pdf
Métodos para mejorar la capacidad de trabajo de aleaciones de metal.
(20/01/2016). Solicitante/s: ATI PROPERTIES, INC.. Inventor/es: FORBES JONES,ROBIN M, KENNEDY,RICHARD L, CAO,WEI-DI.
Un método de procesamiento de una pieza de trabajo de aleación para reducir el agrietamiento térmico,
comprendiendo el método:
pulverizar un material de revestimiento metálico sobre al menos una porción de una superficie de una pieza de trabajo de aleación para formar un revestimiento superficial unido metalúrgicamente a la pieza de trabajo de aleación;
en el que el revestimiento superficial es más dúctil que la pieza de trabajo de aleación;
caracterizado por que:
el revestimiento superficial reduce la pérdida de calor de la pieza de trabajo de aleación.
PDF original: ES-2633487_T3.pdf
Prensa mecánica adaptada a procesos de conformado, en particular procesos de conformado en caliente.
(12/02/2013) Prensa mecánica adaptada para procesos de conformado, particularmente de conformado en caliente, que comprende unos troqueles (2b, 3b) adaptados para conformar una pieza, un motor, un cigüeñal acoplado al motor a través de unos medios de transmisión un mecanismo de biela-manivela que acopla uno de los troqueles (2b, 3b) al cigüeñal , y al menos un casquillo de lubricación fijado al mecanismo de biela-manivela . El casquillo de lubricación comprende en una superficie interior, una primera zona adaptada para lubricar el cigüeñal en régimen hidrostático que soporta la carga en condiciones de arranque o parada de la…
Método para la formación de una pieza en caliente y equipamiento para la reducción de la emisión de calor de la pieza.
(16/05/2012) Procedimiento para la conformación en caliente por conformación maciza, como elforjado o laminado, de una pieza de trabajo o material de partida de metal o de uncompuesto intermetálico a una temperatura superior a 1000 °C, caracterizado por que,en un primer paso, la superficie de la pieza de trabajo se cubre al menos parcialmentecon un agente de revestimiento compuesto de una fase de óxido de óxido de circoniocomo elemento principal y uno o varios aditivo(s) de metilcelulosa y/o de humo de sílicecomo suplemento y componentes líquidos de vidrio de silicato sódico, y el revestimientose deja solidificar, tras lo cual, en un paso consecutivo se produce el calentamiento delmaterial de partida a la temperatura de deformación…
PROCEDIMIENTO Y DISPOSITIVO PARA SOPLAR Y/O PULVERIZAR ESTAMPAS DE PRENSA DE FORJA.
(19/02/2010) Procedimiento para soplar y/o pulverizar estampas de prensas de forja con estampa dispuestas arriba y/o abajo, con un transporte automático de las piezas de trabajo a través de una barra elevadora de transporte provista con dispositivos de agarre y con un dispositivo mecánico de soplar y/o pulverizar , que se introduce en un espacio de herramienta de la prensa de forja y que se retira de nuevo fuera de este espacio, en el que una barra elevadora provista con instalaciones de pulverización es introducida de forma sincronizada con el movimiento de elevación y de transporte de la barra de transporte, pero independientemente de ésta en el espacio…
USO DE AGENTES DE DESMOLDEO/LUBRICANTES , LIBRES DE AGUA, PARA TRATAR LAS PAREDES DE UNA MATRIZ PARA EL CONFORMADO O RECONFORMADO ORIGINAL.
(16/08/2006). Solicitante/s: ACHESON INDUSTRIES, INC.. Inventor/es: KOK, MARTEN DOUWE, GANKEMA, HAROLD, DR.
LA INVENCION SE REFIERE A UNA COMPOSICION EXENTA DE AGUA DESTINADA A TRATAR LAS PAREDES DE UNA MATRIZ PARA SU CONFORMACION ORIGINAL O RECONFORMACION. DICHA COMPOSICION CONTIENE HASTA EL 30 % DE UNA POLIOLEFINA Y/O CERA DE PARAFINA Y AL MENOS EL 70 % DE ACEITE, SIENDO DICHO ACEITE UN ACEITE DE SILICONA, UN ACEITE SINTETICO, UN ACEITE VEGETAL, UN ACEITE MINERAL, O UNA MEZCLA DE VARIOS DE LOS MISMOS. PARA PRODUCIR UNA COMPOSICION EXENTA DE AGUA SEGUN LA INVENCION, SE MEZCLAN UNA O MAS CERAS CON EL ACEITE O ACEITES Y CON CUALQUIER ADITIVO DESEADO, HASTA OBTENER UNA MEZCLA OBTENIDA. LOS AGENTES LUBRICANTES O DE DESMOLDEO DE LA INVENCION SE UTILIZAN PREFERENTEMENTE PARA TRATAR LAS PAREDES DE UNA MATRIZ, PARA CONFORMARLA O RECONFORMARLA.
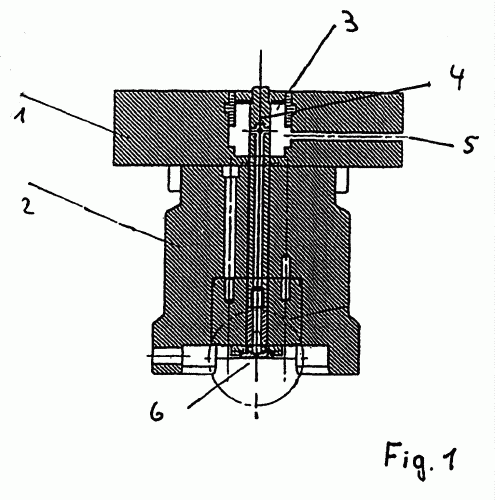
DISPOSITIVO PARA TERMOCONFORMACION.
(16/11/2005). Ver ilustración. Solicitante/s: EIFELWERK HEINRICH STEIN GMBH &CO.KG. Inventor/es: WEBER, GERHARD, BOEHME, DIETRICH.
Dispositivo para la termoconformación de piezas en bruto metálicas, que comprende una prensa de manivela con un mecanismo de palanca acodada para fabricar piezas de trabajo planas anulares con dimensiones predeterminadas, con las siguientes características: 1. en el portaherramientas intermedio superior , unido con la estampa de base superior , está dispuesta una cámara de rebose para un refrigerante, que 1.1. está dispuesta en forma de anillo alrededor del vástago del expulsor superior, y.
PROCEDIMIENTO PARA FABRICAR LAS PIEZAS DE ALEACION LIGERA.
(01/05/2004) Procedimiento de fabricación de las piezas de aleación ligera que pone en práctica las fases siguientes: - colada de la preconformación a una temperatura del orden de 250ºC a 500ºC; - transmisión de la preconformación a una matriz que crea una cavidad de dimensiones ligeramente inferiores a las del molde, estando presionadas las partes de la matriz de forja una contra otra para ejercer el esfuerzo de forjado y de estampado de la pieza bruta final; - refrigeración de la pieza bruta a la temperatura ambiente, caracterizándose el procedimiento porque después de la colada de la preconformación calentada y antes de la transmisión de la preconformación a una matriz de forja, dicha preconformación, a temperatura de fin de colada se transfiere y se sumerge totalmente en un recipiente para baño de grafito, para permitir el depósito…
PROCEDIMIENTO DE CONFORMADO DE PIEZAS METALICAS POR DEFORMACION EN FRIO.
(16/12/2002). Solicitante/s: DACRAL S.A. Inventor/es: CAVALIERE, DAVID, BEGUE, DENIS.
Procedimiento de conformado de piezas metálicas por deformación en frío, caracterizado porque implica las operaciones de: i) depósito mecánico de una capa de cinc metálico en la superficie libre de la pieza en bruto de la pieza a realizar, y ii) conformado de la mencionada pieza por deformación plástica.
INSTALACION AUTOMATICA PERFECCIONADA DE TRANSFERENCIA Y FORJADO DE PIEZAS METALICAS CUALESQUIERA.
(16/01/1994). Solicitante/s: AUTOMOBILES CITROEN AUTOMOBILES PEUGEOT. Inventor/es: OSWALD, BERNARD.
LA PRESENTE INVENCION SE REFIERE A UNA INSTALACION AUTOMATICA PERFECCIONADA DE TRANSFERENCIA Y FORJA DE CUALQUIER TIPO DE PIEZAS METALICAS. ESTA INSTALACION COMPRENDE ESENCIALMENTE UNA PRENSA DE FORJAR (P) EQUIPADA CON UNA PLURALIDAD DE ORGANOS DE ESTAMPADO EN UNA MATRIZ, UN ROBOT PROVISTO DE UN BRAZO DE TRAIDA DE UN PEDAZO O DE UNA PIEZA DESBASTADA A LA PRENSA Y DE DOS ROBOTS OPUESTOS DISPUESTOS RESPECTIVAMENTE EN FRENTE DE DOS LADOS OPUESTOS DE LA PRENSA (P) Y PROVISTOS CADA UNO DE UN BRAZO DE TRANSFERENCIA (8A, 9A) EQUIPADO CON UNA PLURALIDAD DE ORGANOS PRENSORES (10 A 17) DE LAS PIEZAS Y DE UNA PLURALIDAD DE RAMPAS DE RIEGO DE LOS ORGANOS DE ESTAMPADO MATRIZ . ESTA INSTALACION PERMITE FABRICAR CON CADENCIA ELEVADA CUALQUIER TIPO DE PIEZAS PARA LA INDUSTRIA AUTOMOVIL, TALES COMO CIGUEÑALES.
{kind=link}