CIP-2021 : B23Q 15/06 : en función de los datos dimensionales que resultan de varios métodos de calibrado basados sobre principios de medida diferentes,
p. ej. por medios ópticos y mecánicos a la vez.
CIP-2021 › B › B23 › B23Q › B23Q 15/00 › B23Q 15/06[3] › en función de los datos dimensionales que resultan de varios métodos de calibrado basados sobre principios de medida diferentes, p. ej. por medios ópticos y mecánicos a la vez.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B23Q 15/00 hasta B23Q 27/00: Medida; Indicación; Control
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR.
B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR.
B23Q 15/00 Control automático o regulación del movimiento de avance, de la velocidad de corte o de la posición tanto de la herramienta como de la pieza.
B23Q 15/06 · · · en función de los datos dimensionales que resultan de varios métodos de calibrado basados sobre principios de medida diferentes, p. ej. por medios ópticos y mecánicos a la vez.
CIP2021: Invenciones publicadas en esta sección.
REGULADOR MULTIEJE-MULTI-UP-NC PARA INSTRUMENTOS DE TRABAJO.
(01/08/1996). Solicitante/s: HEESEMANN, JURGEN, DIPL.-ING.. Inventor/es: HEESEMANN, JURGEN.
UN CONTROLADOR DE INSTRUMENTOS, PARA ELEMENTOS DE INSTRUMENTOS QUE HAYAN DE SER SITUADOS CON EXACTITUD, CON UN CONTROL CENTRAL Y CON SENSORES DE POSICION CUYAS SEÑALES DE SALIDA SE COMPAREN CON VALORES NOMINALES Y SE UTILICEN PARA LA PRODUCCION DE SEÑALES DE CONTROL PARA UNA CANTIDAD DE POTENCIA PARA LA IMPULSION DE AL MENOS UN MOTOR , PERMITE UN COSTE DE CABLEADO CONSIDERABLEMENTE REDUCIDO Y UNA TRANSFERENCIA DE VALORES DE MEDIDA NO PROPENSA A ERRORES GRACIAS A QUE JUNTO AL MOTOR Y A LOS SENSORES DE POSICION ESTA SITUADO UN PROCESADOR UNIDO AL CONTROLADOR CENTRAL. ESTE PROCESADOR UTILIZA LAS SEÑALES DE SALIDA DE LOS SENSORES DE POSICION Y GENERA LA SEÑAL DE CONTROL PARA LA CANTIDAD DE POTENCIA DEL MOTOR.
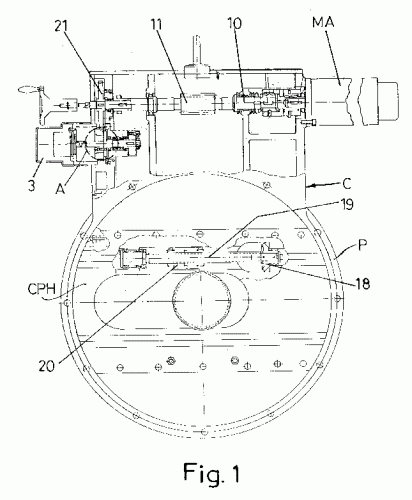
SISTEMA PARA CORREGIR ERRORES DE MEDICION EN UNA MAQUINA-HERRAMIENTA.
(01/09/1990). Ver ilustración. Solicitante/s: J-2000, S.A.L.. Inventor/es: EPELDE, LUIS.
SISTEMA PARA CORREGIR ERRORES DE MEDICION EN UNA MAQUINA-HERRAMIENTA, CARACTERIZADO PORQUE SEGUN EL MISMO: A) UN HUSILLO TRAPEZOIDAL (NO REVERSIBLE) MONTADO EN UNA(S) TUERCA(S) FIJA(S) AL CARRO PORTA-HERRAMIENTAS RECIBE SU MOVIMIENTO DESDE UN MOTOR DE AVANCE A TRAVES DE UNA TRANSMISION; B) UN EJE DE UN MEDIDOR DE DESPLAZAMIENTOS RECIBE SUS MOVIMIENTOS DESDE EL MISMO MOTOR DE AVANCE A TRAVES DE UNA SEGUNDA TRANSMISION QUE INCLUYE UN PRIMER PLATO, PROVISTO DE UNA PALA DE ARRASTRE MONTADO COAXIALMENTE AL EJE DEL MEDIDOR, PERO SIN CONEXION DIRECTA CON EL; Y UN SEGUNDO PLATO, FIJO AL EJE DEL MEDIDOR Y PROVISTO DE SENDOS TOPES CONTRA LOS CUALES TOPA LA PALA DE ARRASTRE. ENGRANANDO UNA RUEDA DENTADA DE LA SEGUNDA TRANSMISION EN EL PRIMER PLATO, HACE GIRAR A ESTE, COMENZANDO A GIRAR EL SEGUNDO PLATO Y, POR TANTO, EL EJE DEL MEDIDOR, AL ARRASTRAR LA PALA A UNO DE LOS TOPES JUSTAMENTE CUANDO INICIA SU GIRO EL HUSILLO TRAPEZOIDAL. SE UTILIZA EN EL CAMPO DE LA MAQUNA-HERRAMIENTA.
{kind=link}