CIP-2021 : B29C 44/44 : en forma de partículas o perlas expandibles.
CIP-2021 › B › B29 › B29C › B29C 44/00 › B29C 44/44[4] › en forma de partículas o perlas expandibles.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 44/00 Conformación por presión interna generada en el material, p. ej. por hinchamiento o por espumación.
B29C 44/44 · · · · en forma de partículas o perlas expandibles.
CIP2021: Invenciones publicadas en esta sección.
Dispositivo y procedimiento para producir una pieza de espuma de partículas.
(23/10/2019). Solicitante/s: Kurtz GmbH. Inventor/es: REUBER,NORBERT, LEIMEISTER,BERND.
Procedimiento para producir una pieza de espuma de partículas que comprende las siguientes etapas:
- alimentación de partículas de espuma a un espacio interior de moldeo de un útil de moldeo , utilizándose partículas de espuma a base de poliuretano (eTPU) y/o introduciéndose las partículas de espuma en el útil de moldeo mediante llenado con hendidura de craqueo, llenado por presión o llenado por contrapresión y/o utilizándose un útil de moldeo que en el estado cerrado presenta al menos un volumen de al menos 0,5 m3,
- soldeo termoplástico de las partículas de espuma en el útil de moldeo para obtener la pieza de espuma de partículas alimentando vapor de agua,
aumentándose la presión del vapor de agua paulatinamente desde un valor inicial hasta un valor final según un perfil predeterminado con una rampa dentro de un intervalo de tiempo predeterminado.
PDF original: ES-2759105_T3.pdf
Procedimiento y dispositivo para llenar herramientas de moldeo con partículas de material de espuma polimérica.
(25/04/2019) Procedimiento para llenar herramientas de moldeo con partículas de material de espuma polimérica, donde las partículas de material de espuma polimérica se introducen con un gas portador en la herramienta de moldeo mediante un dispositivo de llenado, y donde las partículas de material de espuma polimérica se mezclan dentro del dispositivo de llenado con vapor de agua con una presión de 1,2 a 11 bar, mediante una boquilla de abertura anular colocada en el área superior del dispositivo de llenado, y se calientan de modo que al abandonar el dispositivo de llenado presentan una temperatura en la cual se ablandan, caracterizado porque el dispositivo de llenado se compone de tres tubos concéntricos que, en el área superior del dispositivo de llenado, presentan aberturas de salida , y dispuestas como…
Componente de espuma de partículas con elemento de fijación incrustado y procedimiento para su fabricación.
(06/03/2019). Solicitante/s: KRALLMANN KUNSTSTOFFVERARBEITUNG GMBH. Inventor/es: BREXELER,INGO, ZEIFANG,ROLAND, DOLL,THOMAS.
Componente de espuma de partículas con un elemento de fijación incrustado , en el que el elemento de fijación está rodeado, al menos en algunas secciones, por un envoltorio hecho de una primera espuma de partículas de un primer plástico, en el que al menos el envoltorio está rodeado, al menos en algunas secciones, por una pieza moldeada hecha de una segunda espuma de partículas de un segundo plástico, en el que está dispuesto un compuesto de materiales conectados entre sí por adherencia de materiales en una segunda superficie de contacto entre el envoltorio y la pieza moldeada , caracterizado porque el elemento de fijación está compuesto por un plástico termoplástico o elastomérico, en el que está dispuesto un compuesto de materiales conectados entre sí por adherencia de materiales o por unión positiva y adherencia de materiales en una primera superficie de contacto entre el elemento de fijación y el envoltorio.
PDF original: ES-2703064_T3.pdf
Molde para moldeo de espuma en molde de resina con base de poliolefina, método para fabricar artículo moldeado de espumación en molde, y artículo moldeado de espumación en molde.
(06/03/2019) Un molde para moldeo de espuma en molde de resina con base de poliolefina, el molde se configura para moldear un miembro de inserto integralmente con un cuerpo moldeado de espumación , el miembro de inserto incluye una pieza incrustada a incrustar en el cuerpo moldeado de espumación formado de cuencas pre-expandidas de resina con base de poliolefina y una pieza protuberante (3a) que sobresale del cuerpo moldeado de espumación hacia el exterior, en donde
el molde para moldeo de espuma en molde de resina con base de poliolefina comprende:
una pieza cóncava de acomodo que puede acomodar la pieza protuberante (3a); y
unos medios de apertura/cierre tienen una pieza de apertura/cierre que puede abrir y cerrar una abertura de lado cavidad de la pieza cóncava de acomodo…
Procedimiento para la formación de espuma en molde con un medio espumable y capas de cubrición y cuerpo moldeado de material sintético obtenible mediante el mismo.
(16/01/2019). Solicitante/s: EVONIK ROHM GMBH. Inventor/es: ZIMMERMANN, RAINER, ROTH,MATTHIAS,ALEXANDER, KRAATZ,ARNIM, ZAJONZ,AXEL.
Procedimiento para la producción de un cuerpo moldeado compuesto de espuma de material sintético, caracterizado por que en un molde se incorporan una o varias capas de cubrición a base de un material termoplástico, un material compuesto de fibras termoplástico o una lámina orgánica y un copolímero de poli(met)acrilimida no espumado sólido y, a continuación, se espuma el copolímero de poli(met)acrilimida y se une con la o las capas de cubrición.
PDF original: ES-2720450_T3.pdf
Inyector para rellenar un molde con partículas plásticas.
(28/11/2018) Inyector para rellenar un molde con partículas de plástico, con una parte frontal y una parte de base , en el que la parte frontal tiene un orificio del lado del molde y un suministro para aire comprimido y un conducto de suministro para partículas de plástico , y estando unida la parte de base axialmente en la dirección de transporte detrás de la parte frontal y tiene una unidad de pistón-cilindro , una guía de vástago de pistón y una parte frontal de carcasa de guía con un taladro pasante dispuesto axialmente en el frente en una dirección de transporte, en el que un pistón de cierre para cerrar el orificio del lado…
Método para transportar partículas de polímeros termoplásticas expandidas.
(18/05/2016). Solicitante/s: BASF SE. Inventor/es: BÜSCHER,MARKUS, WEIS,GERHARD, BARTL, JURGEN, OBERMANN,CHRISTIAN, WOLF, ALEXANDER.
Método para transportar partículas de polímeros termoplásticas expandidas desde un contenedor a través de al menos un conducto tubular , donde para transportar las partículas de polímeros termoplásticas expandidas se aplica un flujo de gas a través del conducto tubular , caracterizado porque las partículas de polímeros termoplásticas expandidas están humedecidas con un lubricante que contiene agua.
PDF original: ES-2586953_T3.pdf
Procedimiento para producir material compuesto espumado de plástico.
(23/12/2015). Solicitante/s: SUMATICS BLADES LIMITED. Inventor/es: NAKANO, SUSUMU, SHIINA,NAONORI, SEKIGUCHI,HIDEO, HORIE,TOSHIO, KITAICHI,AKIRA, MIYAIRI,HIROO.
Un procedimiento para producir un material compuesto de espuma que presenta un revestimiento con un grosor uniforme, un cuerpo espumado con burbujas finas y homogéneas, y elementos de refuerzo de plástico, en el que se carga un molde con uno de polvos de plástico y partículas minúsculas, y gránulos de poliolefina que son más grandes que los polvos de plástico y las partículas minúsculas, y es posible reticular y espumar, el molde se calienta desde el exterior mientras se rota en un intervalo desde 1 a 20 rpm, de modo que se forma un revestimiento de plástico y los gránulos se adhieren al revestimiento, y se calienta adicionalmente permitiendo que la poliolefina se reticule y los gránulos se expandan por la descomposición de un agente espumante, caracterizado por que el diámetro del cuerpo espumado es desde 5 a 25 mm, el grosor de los elementos de refuerzo de plástico es desde 0,05 a 0,5 mm y los gránulos se recubren con plástico sobre toda la superficie.
PDF original: ES-2565453_T3.pdf
Procedimiento de fabricación de un elemento de aislamiento.
(19/11/2015) Procedimiento de fabricación de un elemento de aislamiento para el aislamiento acústico y/o térmico de un edificio, en el que se sinterizan en un molde bajo presión y/o con aportación de calor partículas de poliestireno preespumadas para así formar con las mismas una pieza de forma, y la pieza de forma es recalcada en al menos dos direcciones, y preferiblemente en al menos dos direcciones situadas ortogonalmente entre sí, en donde la pieza de forma es primeramente recalcada en una primera dirección y es a continuación recalcada en otra dirección, caracterizado por el hecho de que se varía el grado de recalcado en las distintas direcciones de recalcado.
MOLDE CON CÁMARA INCORPORADA PARA LA FABRICACIÓN DE PIEZAS DE ESPUMA PLÁSTICA.
(18/09/2014) Molde para la fabricación de una pieza de espuma plástica, que comprende: - al menos una primera impronta (50, 50') sustentada en una primera cámara de una máquina moldeadora; - al menos una segunda impronta (90, 90') sustentada en una segunda cámara de la máquina moldeadora; - definiendo la primera impronta (50, 50') y la segunda impronta (90, 90') entre sí, en posición de cierre de la máquina moldeadora, un espacio que corresponde con la pieza a moldear; - al menos un primer orificio (59, 59') en una de las primera y segunda improntas (50, 50, 90, 90') para introducir una espuma plástica en dicho espacio ; caracterizado porque: - las primera y segunda improntas (50, 50', 90, 90') son huecas, definiendo en su interior un alma (55, 55', 95, 95') conectada con dicho espacio a través de una pluralidad…
Molde con cámara incorporada para la fabricación de piezas de espuma plástica.
(17/09/2014) Molde para la fabricación de una pieza de espuma plástica, que comprende:
- una primera impronta sustentada en una primera cámara de una máquina moldeadora;
- una segunda impronta sustentada en una segunda cámara de la máquina moldeadora;
- definiendo la primera impronta y la segunda impronta entre sí, en posición de cierre de la máquina moldeadora, un espacio que corresponde con la pieza a moldear;
- al menos un primer orificio en una de las primera y segunda improntas para introducir una espuma plástica en dicho espacio ;
en el que:
- las primera y segunda improntas son huecas, definiendo en su interior un alma conectada…
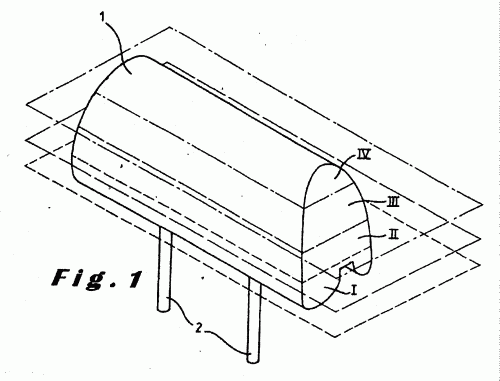
Procedimiento para la fabricación de un cuerpo moldeado a partir de plástico espumoso e instalación para la realización del procedimiento.
(04/06/2014) Procedimiento para la fabricación de un cuerpo moldeado a partir de plástico espumoso, en el que en un espacio hueco del molde de un molde configurado como útil de moldeo (2a, 2b) de dos o más partes, que se puede abrir y cerrar, se rellena un granulado (1') y se lleva a expansión a través de calentamiento, en el que a) se introduce vapor de agua con una temperatura y una humedad del vapor tales así como con una presión del vapor tal en orificios dispuestos a través de las paredes del útil de moldeo, permeables para vapor y aire, en el molde todavía evacuado que el granulado (1') se calienta a través del vapor de agua y su calor de condensación a una temperatura, a la que el granulado (1') se expande y el molde se espuma con el resultado de un cuerpo…
METODO E INSTALACION PARA LA FABRICACION DE UN ARTICULO DE MATERIAL AGLOMERANTE, ESPONJOSO, POR MOLDEO.
(16/06/2004). Ver ilustración. Solicitante/s: RECTICEL. Inventor/es: KAMPRATH, AXEL, ALLAERTS, WIM.
Método para la producción de un artículo de material aglomerante, esponjoso, por moldeo que comprende las etapas de: - suministro de partículas, incluyendo partículas de material esponjoso, para la producción del artículo de material aglomerante, esponjoso, por moldeo ; - aplicación de un agente aglomerante o agente de unión en las partículas para lograr una mezcla; - introducción de una cantidad de dicha mezcla en la cavidad de un molde , a través de cómo mínimo una abertura de entrada en dicho molde , al mismo tiempo que se lleva a cabo la generación de un flujo de gas a través de dicha cavidad del molde ; - cierre de la abertura de entrada una vez que la mezcla ha sido introducida en la cavidad del molde ; - endurecimiento del mencionado agente aglomerante junto con dichas partículas en un estado comprimido para conformar el artículo de material aglomerante, esponjoso, por moldeo ; y - desmoldeo del artículo de material aglomerante, esponjoso, por moldeo producido.
PRODUCTO DE ESPUMA DE PLASTICO QUE ESTA CONSTITUIDO POR PERLAS, Y SU PROCEDIMIENTO DE FABRICACION.
(16/03/2004). Solicitante/s: GEFINEX POLYMERSCHAUME GMBH. Inventor/es: BRUNING, JURGEN.
Productos de espuma de plástico que están constituidos por perlas, especialmente para automóviles, con granitos formados integralmente en la superficie, que reducen el ruido de fricción.
PRODUCTOS MOLDEADOS REFORZADOS CON ESPUMA Y PROCEDIMIENTO DE FABRICACION DE LOS MISMOS.
(16/12/1999) SE PRESENTAN PRODUCTOS MOLDEADOS CON UNA RIGIDEZ MEJORADA Y UN METODO DE MANUFACTURACION EN EL CUAL UNOS MOLDES HUECOS FORMADOS A PARTIR DE RESINA FUNCIONAL ALTAMENTE RESISTENTE AL CALOR SE RELLENAN CON PARTICULAS DE RESINA TERMOPLASTICA, EXPANDIBLE, ALTAMENTE RESISTENTES AL CALOR QUE EN ESE MOMENTO SON EXPANDIDAS Y FUNDIDAS. LA INVENCION SE CARACTERIZA POR UN METODO DE MANUFACTURACION PARA PRODUCTOS MOLDEADOS REFORZADOS CON ESPUMA EN EL QUE UN CUERPO TUBULAR PARA INTRODUCIR VAPOR SE INSERTA EN UN MOLDE HUECO DE RESINA ALTAMENTE RESISTENTE AL CALOR, EL MOLDE SE EMPAQUETA CON PARTICULAS DE RESINA TERMOPLASTICA, EXPANDIBLE ALTAMENTE RESISTENTE AL CALOR Y SE AJUSTA EN UNA PLANTILLA DE POSICIONAMIENTO CON UNA ESTRUCTURA INTERNA QUE SE CORRESPONDE CON LA CAVIDAD DEL MOLDE, Y SE INTRODUCEN GRANDES CANTIDADES DE VAPOR A…
CUERPO MOLDEADO DE MATERIAL COMPUESTO Y PROCEDIMIENTO PARA SU FABRICACION.
(16/08/1999) SE DESCRIBE UN CUERPO DE MOLDE ASI COMO UN PROCESO PARA LA ELABORACION DE UN CUERPO DE MOLDE DE ESTE TIPO A BASE DE MATERIAL COMPUESTO, EN DONDE SE UNE UN MATERIAL SOPORTE CON UN MATERIAL ESPONJOSO DE PARTICULAS A BASE DE POLIMEROS. EN UNA PRIMERA ETAPA DEL PROCESO SE HA PREVISTO EL MATERIAL SOPORTE CON AL MENOS UNA CAPA DE UNION. EN UN SEGUNDO PASO DEL PROCESO SE ENCAJA LA UNION PREVIAMENTE ELABORADA A BASE DE MATERIAL SOPORTE Y LA CAPA DE UNION EN UN DISPOSITIVO DE ESPONJADO, DE FORMA QUE LA CAPA DE UNION ESTA DIRIGIDA HACIA EL ESPACIO HUECO A SER ESPONJADO. EL ESPACIO HUECO SE ESPONJA ENTONCES CON PARTICULAS , QUE SE COMPONEN EN SI MISMO DE MATERIAL DE MATRIZ DE POLIMERO COMO CAPA…
PIEZA DE REVESTIMIENTO PARA EL EQUIPAMIENTO INTERIOR, EN ESPECIAL DE VEHICULOS, Y PROCEDIMIENTO PARA LA FABRICACION DE UNA PIEZA DE REVESTIMIENTO.
(16/06/1998). Solicitante/s: EMPE FINDLAY INDUSTRIES GMBH. Inventor/es: SCHERF, ANSGAR.
LA INVENCION SE REFIERE A UNA PARTE DE REVESTIMIENTO PARA MONTAJE INTERNO, ESPECIALMENTE EN AUTOMOVILES, CONSISTIENDO EN UN MOLDEADO ELABORADO A PARTIR DE POLIPROPILENO (EPP) EXPANDIDO, COMPRENDIENDO UN MATERIAL DECORATIVO, ESPECIALMENTE UN TEJIDO Y/O UNA PELICULA Y POSIBLEMENTE UNO O MULTIPLES SOPORTES DE SEGURIDAD CUBIERTOS CON MATERIAL ESPONJOSO, REVESTIDOS. UNA CAPA DE SOPORTE SIMILAR A PIEL, SOLIDA, PRENSADA, RIGIDA, SE FORMA SOBRE EL LADO DEL MOLDEADO (EPP) COLOCADO ENFRENTE DE LA CAPA DE MATERIAL DECORATIVO, SOBRE EL CUAL SE ASEGURA EL INDICADO MATERIAL DECORATIVO SIN ADHESIVO ADICIONAL PARA FORMAR UNA UNIDAD CON EL MOLDEADO (EPP). SE DESCRIBE TAMBIEN UN PROCESO PARA LA ELABORACION DE UNA PARTE DE REVESTIMIENTO.
PROCEDIMIENTO PARA LA ELABORACION DE PARTICULAS DE POLIOLEFINA PREVIAMENTE ESPONJADAS.
(16/08/1996). Solicitante/s: HULS AKTIENGESELLSCHAFT. Inventor/es: TRAGER, MICHAEL, DR., LEVEN, THOMAS, DR.
DEBE SER PUESTO A DISPOSICION UN PROCEDIMIENTO QUE PERMITA LA ELABORACION DE PERLAS ESPONJOSAS DE POLIOLEFINA CON ESTRUCTURA CELULAR REGULAR. ESTE OBJETIVO SE CONSIGUE A TRAVES DE UN PROCEDIMIENTO DE ESPONJADO DE DISPERSION, EN DONDE EL CONTENIDO DEL REACTOR, QUE SE COMPONE ESENCIALMENTE DE PARTICULAS DE POLIOLEFINA, UN MEDIO DE DISPERSION ACUOSA Y EVENTUALMENTE UN FERMENTO VOLATIL, SE GASEA PARA EL AUMENTO EN UN ESPACIO DE PRESION INFERIOR, DE TAL FORMA QUE A TRAVES DE LA TOBERA APARECE UNA MEZCLA DE TRES FASES A BASE DE AGENTE DE DISPERSION, PARTICULAS DE POLIMERO Y GAS. LAS PERLAS ESPONJADAS OBTENIDAS SEGUN ESTE PROCEDIMIENTO SE ELABORAN PARA CUERPOS DE MOLDE CON MUY BUENA CALIDAD.
{kind=link}