CIP-2021 : B21D 51/44 : Fabricación de cierres, p. ej. tapas (a partir de hojas metálicas delgadas en la misma forma en que se confeccionan cápsulas de papel B31D 5/00;
fabricación y colocación simultánea de los cierres B67B).
CIP-2021 › B › B21 › B21D › B21D 51/00 › B21D 51/44[3] › Fabricación de cierres, p. ej. tapas (a partir de hojas metálicas delgadas en la misma forma en que se confeccionan cápsulas de papel B31D 5/00; fabricación y colocación simultánea de los cierres B67B).
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B21D 47/00 hasta B21D 53/00: Tratamiento de chapas, tubos o perfiles metálicos previsto en alguno de los grupos B21D 1/00 - B21D 45/00, y utilizado en la fabricación de objetos acabados o semiacabados
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F).
B21D 51/00 Fabricación de objetos huecos (a partir de tubos con paredes espesas o no uniformes B21K 21/00).
B21D 51/44 · · · Fabricación de cierres, p. ej. tapas (a partir de hojas metálicas delgadas en la misma forma en que se confeccionan cápsulas de papel B31D 5/00; fabricación y colocación simultánea de los cierres B67B).
CIP2021: Invenciones publicadas en esta sección.
Aparato y método para orientar el cierre de extremo de un recipiente de bebida y aplicación de símbolos en una ubicación predeterminada.
(29/04/2020) Un método para orientar y decorar un cierre de extremo para un recipiente de bebida, que comprende:
proporcionar el cierre de extremo que comprende un ribete periférico , una pared de apoyo que se extiende hacia abajo desde el ribete periférico, un avellanado interconectado a un extremo inferior de la pared de apoyo, un panel central interconectado al avellanado, un panel de rasgado en el panel central y una anilla interconectada de forma operativa a una superficie exterior del panel central;
colocar un cabezal de orientación en contacto giratorio con una superficie exterior del cierre del extremo, teniendo el cabezal de orientación una porción de cuerpo y una porción de cara, dicha porción de cara orientada en un plano generalmente perpendicular con respecto a un…
Procedimiento y maquinaria para orientar y formar una placa para morrión para tapones de corcho.
(21/08/2019) Maquinaria para orientar y formar una placa para un morrión para tapones de corcho, que comprende una unidad de formación para estampar en una placa una forma sustancialmente similar a una caperuza que tenga una pluralidad de muescas en el borde para alojar los alambres o cordones de un morrión para tapones de corcho;
caracterizada por que comprende:
- medios de detección para detectar la orientación de dicha placa ;
- una unidad de control que puede comparar la orientación detectada de dicha placa con una orientación predefinida;
- un sistema rotativo para girar dicha placa ;
- un sistema de transporte que puede mover las placas …
Método y aparato para formar un extremo de lata moldurado.
(06/06/2019) Un método para formar un extremo de lata en una prensa de conformación, el método comprende:
posicionar una hoja de material entre un conjunto de punzón superior y un conjunto de base fija en la prensa de conformación;
cortar un blanco del extremo de la lata de la hoja de material;
sujetar una porción (130A) periférica del blanco del extremo de la lata; y
mover el conjunto de punzón superior desde una posición retraída hacia una posición extendida, y sujetar una porción central del blanco del extremo de la lata entre un punzón del panel superior y un punzón del panel inferior para definir una sección de panel central en el blanco en el extremo de la lata, en la que la sección del panel central está debajo de un troquel (116c) de moldura interior anular ubicado adyacente…
Procedimiento para la fabricación de un extremo de apertura fácil.
(22/04/2019). Solicitante/s: JFE STEEL CORPORATION. Inventor/es: KUBO, HIROSHI, IWASA,HIROKI, OSHIMA,YASUHIDE, KOJIMA,KATSUMI, YASUE,YOSHIHIKO.
Procedimiento para la fabricación de un extremo de una lata de apertura fácil,
en el que la etapa de formar un marcado por prensado de una lámina de metal de acero laminada utilizando un aparato de moldeo que comprende un molde superior y un molde inferior orientado hacia el molde superior , formando así una marca en un lado de un extremo de una lata fabricada mediante una lámina de metal laminada , en el que el molde superior tiene una parte convexa para formar la marca, la parte convexa tiene una forma en sección transversal especificada en una parte en contacto con la lámina de metal laminada , caracterizado por el hecho de que
la forma en sección transversal está compuesta por una curva que tiene un ritmo de cambio de inclinación máximo de 0,01 o menor respecto a la superficie superior del molde inferior opuesto , o que tiene la curva y una línea recta, y la marca formada tiene una anchura máxima de 0,75 mm o menor.
PDF original: ES-2709948_T3.pdf
Procedimiento para la fabricación de un bote con una tapa de apertura rápida, así como bote con una tapa de apertura rápida.
(30/11/2016) Procedimiento para la fabricación de un bote de metal con una tapa de apertura rápida ,
- formándose un borde superior del cuerpo de bote , cuyo diámetro es menor que el diámetro interior del cuerpo de bote, creándose una zona transitoria entre el cuerpo de bote y el borde superior, caracterizado por que
- una tapa de apertura rápida formada con anterioridad con un anillo de tapa de apertura rápida de metal y una lámina de apertura rápida sellada en el anillo de tapa de apertura rápida se fija en el borde superior , por que
- la zona transitoria se moldea, de manera que la tapa de apertura rápida se…
Horno mecánico continuo y procedimiento para secado del sellante de tapas.
(03/12/2015) Horno mecánico continuo y procedimiento para secado del sellante de tapas.
Horno mecánico continuo, para secado del sellante de tapas de frascos, botellas o tarros, que comprende al menos dos cámaras , por ejemplo tres, a distinta temperatura y una pluralidad de bandejas que recorren el interior de las cámaras de forma consecutiva portadas por sendos ejes dispuestos entre dos cadenas sin fin paralelas arrastradas por una pluralidad de ruedas dentadas , pudiendo las cadenas retornar por fuera de las cámaras .
El procedimiento de secado del sellante de las tapas consta de las etapas de situar un lote de tapas con el sellante húmedo en…
Disposición para formar un bucle de cinta y procedimiento y dispositivo para fabricar tapas rasgables.
(03/06/2015) Disposición que está prevista y configurada para formar un bucle de cinta entre un rollo de reserva de cinta accionado para desenrollamiento y un equipo de introducción accionado para realizar una introducción paso a paso de un cinta , caracterizada por que la disposición presenta dos paredes laterales , entre las cuales discurre la cinta, y un cilindro hueco que va guiado en el lado frontal por cada una de las paredes laterales de la disposición y puede moverse libremente entre las paredes laterales en una medida predeterminada, estando limitada la movilidad libre del cilindro hueco por una barra transversal horizontal que está sujeta a ambos lados en las paredes laterales y que discurre a través del cilindro hueco, estando destinado el cilindro hueco a venir a situarse sobre la cinta durante el funcionamiento de la disposición y a desviar…
Aparato de reconfiguración de un cierre terminal de recipiente metálico y uso de dicho aparato.
(20/05/2015) Un aparato de reconfiguración de un cierre terminal metálico que comprende un gancho de cubierta periférico, una pared de presión que se extiende hacia abajo desde el mismo, un avellanado que presenta una pared de panel exterior interconectada con un extremo inferior de la pared de presión, y una pared de panel interior interconectada con un panel central que está adaptado para su interconexión con un cuello de un recipiente , que comprende:
un medio para retener dicho cierre terminal en una posición sustancialmente fija que incluye un mandril que está adaptado para encajar por fricción con al menos una porción de un panel central del cierre terminal;
un conjunto de entallado de recipiente que comprende un bloque de rodillos alineado en una relación de oposición con respecto al cierre terminal,…
Dispositivo y procedimiento para la fabricación de tapas de apertura rápida.
(21/01/2015) Dispositivo, que está configurado para la fabricación de tapas de apertura rápida , con una instalación de transporte para pieza de tapas y tapas (20, 20', 28) y con estaciones de procesamiento dispuestas a lo largo de la instalación de transporte para las piezas de tapas y tapas, que comprende una estación de sellado , que está configurada para el sellado de una sección de lámina que comprende una pestaña de apertura rápida sobre una pieza de tapa formada en el anillo de la tapa (20'), así como una estación de flexión , en la que la pestaña de apertura rápida se puede doblar hacia el lado superior de la sección de…
Procedimiento de producción de cierre a rosca de metal con disco separado y anillo a partir de una única pieza en bruto de cierre.
(03/12/2014) Un procedimiento de fabricación para un cierre a rosca de metal que tiene un disco separado y un anillo circunferencial, en el que se proporcionan unas orejetas en el borde del anillo opuesto al disco , que incluye las etapas de
embutir en primer lugar una pieza en bruto de cierre a partir de una lámina de metal, teniendo la pieza en bruto de cierre una placa superior y una pared lateral que está suspendida de la periferia de la placa superior,
embutir la parte superior de la pared lateral (adyacente a la placa superior) para dar un diámetro más pequeño mediante un primer punzón y un troquel; y
seccionar la pared lateral de la pieza en bruto de cierre adyacente a la placa superior mediante…
Procedimiento y aparato para formar un cierre.
(24/09/2014) Un aparato para formar un cierre para su fijación a un extremo abierto de un cuerpo de recipiente, comprendiendo el cierre:
- un componente anular que incluye una superficie de estanqueidad sustancialmente plana que se extiende radialmente hacia el interior a partir de una pared ;
- un diafragma fijado a la superficie de estanqueidad, estando el diafragma sustancialmente en el mismo plano que la superficie de estanqueidad, y
- que presenta una lengüeta que se extiende desde su periferia, estando la lengüeta replegada sobre el diafragma ,
- en el que el aparato incluye:
- unas herramientas de reforma superior e inferior para reformar el ángulo de la superficie de estanqueidad, presentando la herramienta de reforma superior una nariz para…
Procedimiento y dispositivo para fabricar tapas desgarrables y tal tapa desgarrable.
(23/04/2014) Procedimiento para fabricar tapas desgarrables , en el que:
- en primer lugar es proporcionado un anillo de tapa que presenta un reborde y una superficie de sellado colindante al flanco (24') de dicho reborde que con su otro extremo linda con la abertura del anillo de tapa,
- a continuación es sellada una película desgarrable sobre la superficie de sellado , y
- para el tensado de la película desgarrable tras la etapa de sellado, un sector (26') de la superficie de sellado colindante al flanco (24') del reborde es sujetado con la película desgarrable entre una herramienta de sujeción superior y una herramienta de sujeción inferior con superficies de sujeción planas y el sector (26'') de la superficie de sellado en el que está aplicada la herramienta de sujeción es combado en dirección…
Procedimiento para producir una puerta, una tapa o una pared de un aparato doméstico.
(11/09/2013) Procedimiento para producir una puerta barnizada o una tapa barnizada o una pared barnizada de un aparatorefrigerador y/o congelador, que comprende el paso de la embutición de una chapa barnizada para configurar lapuerta, la tapa o la pared , en donde la chapa presenta una región plana, que forma la cara delantera,respectivamente trasera, de la que al menos una cara se embute de tal modo que discurre formando un ángulo conla región plana, caracterizado porque antes de la embutición se realiza el barnizado de la chapa con la utilización deun barniz húmedo, en donde el barniz húmedo usado presenta una elasticidad tan grande, que se hace posibleincluso en estado de revenido o secado una embutición de la…
Cierre para recipiente y procedimiento de formación del mismo.
(30/05/2013) Un cierre para un recipiente , comprendiendo el cierre una tapa metálica flexible unida a un panel deestanqueidad proporcionado en un componente anular , estando fabricados la tapa metálica y elcomponente anular de metales diferentes, comprendiendo al menos una de las superficies opuestas de latapa y del componente anular un revestimiento no metálico , estando expuesta una superficie delmetal de la tapa metálica en el borde periférico de la tapa ,
caracterizado porque la tapa comprende una pared periférica que es vertical desde el componenteanular , de forma que se mantiene una separación entre el componente anular y el borde periféricometálico expuesto de la tapa .
Cierre de metal con disco separado y anillo a partir de una única pieza en bruto de cierre.
(18/04/2013) Un cierre de metal de dos piezas para un recipiente roscado, comprendiendo el cierre un disco (10') y un anillo (20');
en el que el disco encaja en el anillo (20');
el anillo tiene un reborde en su borde inferior libre; y
el reborde de borde inferior de anillo proporciona una protección de borde de corte, comprendiendo además elcierre:
una pluralidad de orejetas que están formadas en el reborde y están separadas alrededor de lacircunferencia del anillo (20'); en el que:
tanto el disco como el anillo están fabricados de una pieza en bruto de cierre de metal de una pieza;
el disco tiene…
Cubierta de bote para un extremo de bote.
(23/01/2013) Una cubierta de bote de lámina de metal que tiene un eje central vertical y una corona periféricarizada adaptada para estar doblemente engatillada a una porción de extremo de un cuerpo de bote formado delámina de metal, comprendiendo dicha cubierta un panel central circular conectado a una pared interior de un avellanado , teniendo dicho avellanado una pared exterior y una configuración consección transversal generalmente en forma de U, y una pared de mandril que se extiende desde dichapared exterior de dicho avellanado hasta una pared interior de dicha corona ,
caracterizada porque
dicho panel central circular está conectado a la pared interior del avellanado por una pared depanel inclinada , teniendo dicha pared de panel inclinada superficies interior y exterior,…
MÁQUINA ENGOMADORA-REBORDEADORA ROTATIVA INTERMITENTE PARA TAPAS METÁLICAS MULTIFORMA DE GRAN FORMATO.
(21/06/2012). Ver ilustración. Solicitante/s: INDUSTRIAS PENALVER, S.L.. Inventor/es: PENALVER GARCIA,JOSE.
La máquina se caracteriza porque comprende una plataforma superior como mesa de trabajo provista en su parte central de un disco rotativo porta-tapas de giro intermitente y provisto de varias ventanas radiales donde se alojan respectivas tapas , disponiéndose alrededor del disco rotativo y situadas con un desfase angular de 90º entre ellas cuatro estaciones de trabajo simétricas y complementarias que incluyen: Un dispositivo alimentador de tapas, un dispositivo de rebordeado , un dispositivo de engomado y un dispositivo de evacuación de las citadas tapas . Comprende además unos característicos medios detransmisión de movimientos sincronizados para realizar distintas operaciones sobre las tapas.
PROCEDIMIENTO DE PRODUCCIÓN DE CIERRE A ROTACIÓN DE METAL CON DISCO SEPARADO Y UN ANILLO A PARTIR DE UNA ÚNICA PIEZA EN BRUTO DE CIERRE.
(12/03/2012) Un procedimiento de fabricación para un cierre a rotación de metal que tiene un disco separado y un anillo circunferencial , que incluye las etapas de formar una pieza en bruto de cierre a partir de una lámina de metal, teniendo la pieza en bruto de cierre una placa superior y una pared lateral que está suspendida de la periferia de la placa superior, y producir un disco (10') y un anillo (20') circunferencial, teniendo ambos un borde de corte;
caracterizado porque la etapa de producir un disco (10') y un anillo (20') circunferencial comprende cortar la pared lateral verticalmente suspendida de la pieza en bruto de cierre adyacente a y en una posición que está separada con respecto a la placa superior para proporcionar el anillo 20') y el disco (10') separado.
Procedimiento y dispositivo para fabricar tapas desgarrables.
(07/03/2012) Procedimiento para fabricar tapas desgarrables , que comprende los pasos de
- alimentar una cinta de material de película desgarrable,
- troquelar en la cinta un tramo de película con una orejeta de desgarre ,
- sellar el tramo de película sobre un anillo de tapa (20'),
- doblar la orejeta de desgarre sobre la tapa ,
- aplicar una superficie adhesiva sobre la cinta , antes del troquelado del tramo de película , en un sitio en el que viene a quedar situada en la tapa desgarrable la orejeta de desgarre doblada , caracterizado porque se aplica la superficie adhesiva como un…
MÉTODO PARA LA PRODUCCIÓN DE CIERRES METÁLICOS.
(11/05/2011) Un proceso para la producción de cierres metálicos sin formación de pelo de ángel que incluye las etapas de: - troquelar una pieza en tosco de cierre con un radio externo en una prensa , - eyectar la pieza en tosco de cierre de la prensa a una tolva - transferir la pieza en tosco de cierre de la tolva a una estación de preenrollamiento y caracterizado por el hecho de que - enderezamiento del flanco de la pieza en tosco de cierre enrollándola contra un riel plano dimensionado para asegurar que la pieza en tosco de cierre realice al menos una rotación completa sobre su eje principal
TAPON DE CIERRE DE BOTELLAS CON MEDIOS DE CONTROL DE LAS CONDICIONES DE OBTURACION Y MAQUINA PARA SER USADA EN LA FABRICACION DE TALES TAPONES.
(13/10/2010) Tapón de cierre de botellas con medios de control de las condiciones de obturación y máquina para ser usada en la fabricación de tales tapones.
Comprende, practicados en una superficie exterior del tapón, unos surcos, cortes o hendiduras que en el caso de estar localizados en una pared lateral del tapón y con una primera configuración que se extiende a lo largo de dicha pared lateral desde una a otra de sus bases, proporcionan una vía de paso de fluido gaseoso entre el interior y el exterior de la botella y cuando están situados en una de las bases y/o en una pared lateral del tapón con al menos una segunda configuración incrementan la capacidad de obturación del tapón en cooperación con una presión interior
PROCEDIMIENTO PARA FABRICAR UN OBJETO CON FORMA DE COPA.
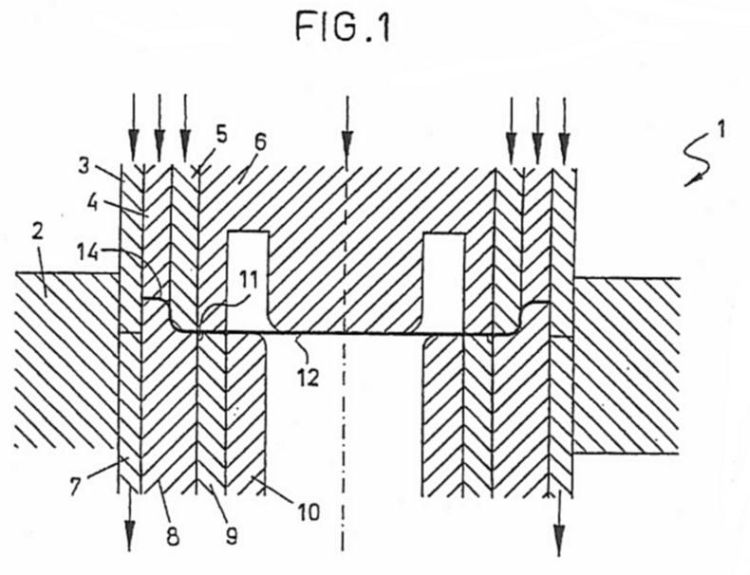
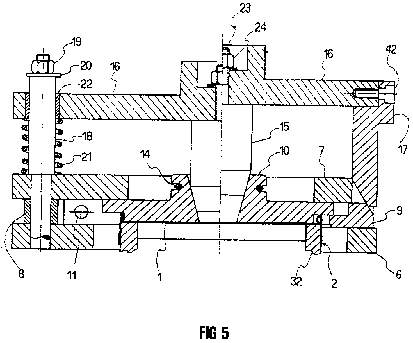
(02/08/2010) Procedimiento para embutir a profundidad un objeto con forma de copa, en particular una pieza en bruto , un cierre roscado para botellas de vidrio o similares, a partir de una chapa barnizada con las siguientes etapas:
a) Corte por estampado a partir de la chapa de la pieza en bruto mediante el movimiento relativo entre una campana de corte que interactúa con un sujetador y un bloque de estiraje y tirando de la pieza en bruto alrededor del bloque de estiraje , bajo la carga de fuerza del sujetador , reduciéndose continuamente al aumentar el grado de deformación la anchura de un rebordeado (8a) que se forma entre la campana de corte y el sujetador , hasta que el rebordeado ha alcanzado una anchura definida.
b) Estiraje del rebordeado (8a) definido en una…
PROCEDIMIENTO PARA LA FABRICACION DE UNA TAPA DE LATA CON ANILLO DE TAPA Y MEMBRANA DE CIERRE.
(17/02/2010) Procedimiento para la fabricación de una tapa de lata con un anillo de tapa con una pestaña de sellado en forma de anillo y con una membrana de cierre sellada sobre la pestaña de sellado y que se puede pelar fuera de ésta, en el que la pestaña de sellado delimita con un borde interior un área de la sección transversal de la abertura (F) que está dispuesta perpendicularmente a un eje del anillo de tapa (z) y que define un plano de la tapa (E) como orificio de extracción y pasa con un borde exterior a una pared anular que se encuentra esencialmente perpendicular al plano de la tapa (E), cuyo extremo libre está formado en un moleteado exterior para la conexión de la tapa…
FABRICACION DE ANILLOS DE TAPA A PARTIR DE PIEZAS EN BRUTO SIN PRODUCIR CORTES DE DESPERDICIO.
(11/02/2010) Procedimiento de fabricación de una pieza en bruto sustancialmente en forma cilíndrica (40; 40a; 40b) para un procedimiento de conformación de anillos metálicos de tapa (20; 20a, 20b, 20c, 20d, 20e) con parte interior abierta y con borde perfilado en forma de anillo (20a, 20b, 20c, 20e), en el que: La pieza cilíndrica en bruto (10, VR), es desplazada axialmente hacia abajo (v o) desde un segmento exterior de los segmentos de herramienta (1 a 8) en un conjunto concéntrico de varios segmentos de herramienta (1 a 8) con forma de anillo, para ser conformada en un sentido radial (vo'') por medio de un labio (5a) de inversión del sentido de paso con forma de anillo de un segmento de herramienta…
PROCEDIMIENTO PARA LA FORMACION DEL ARO EXTERIOR DE UNA TAPA PARA UN ENVASE DE CONSERVA DE PRODUCTOS ALIMENTICIOS Y SIMILARES.
(01/10/2007). Ver ilustración. Solicitante/s: AMADOR VARAS, S.A. Inventor/es: TAMBURRINI MASSA,FRANCO.
Procedimiento para la formación del aro exterior de una tapa para un envase de conserva de productos alimenticios y similares, y matriz para la formación de dicho aro exterior mediante el citado procedimiento.#La matriz comprende una cuchilla de corte exterior, un punzón de corte exterior, un elemento extractor superior, un anillo formador, una cuchilla de corte superior interior, un aro pisador, un aro de iniciación inferior, un aro de rebordeado y una cuchilla de corte inferior interior. El procedimiento realiza una única etapa en la que el punzón de corte exterior se introduce en la cuchilla de corte exterior y corta la lámina metálica, descendiendo conjuntamente dicho punzón de corte exterior, el extractor superior, el anillo formador y la cuchilla de corte superior interior hasta hacer contacto con el aro de iniciación inferior. El aro de rebordeado de la matriz presenta una ranura circular para producir el enrollamiento del reborde interior del aro de la tapa.
APARATO PARA LA PRODUCCION DE TAPAS APILABLES.
(01/12/2006) Aparato para la producción de tapas apilables hechas de una pared superior y de una pared periférica , que comprende: - una primera estructura de soporte para la tapa ; - una segunda estructura móvil con respecto a dicha primera estructura de soporte para la tapa , que comprende un eje móvil en una dirección perpendicular a dicha primera estructura de soporte , una leva y un dispositivo de cremallera para el desplazamiento de dicho eje ; - primeros medios de conformación para la tapa ; - segundos medios de conformación para la tapa ; - primeros medios para el accionamiento de dicha segunda estructura ; y - segundos medios para el accionamiento de dichos primeros medios de conformación en dichos…
TAPA PARA CONTENEDORES CON CARACTERISTICAS DE SEGURIDAD Y METODO DE FABRICACION DE LA MISMA.
(16/09/2005) Cierre de contenedor con características de seguridad, que se puede aplicar a un contenedor y que comprende: una parte central anular de la tapa ; una parte anular periférica de la tapa ; una línea de rotura que une la parte anular central de la tapa a la parte anular periférica de la tapa para permitir la retirada de la parte central de la tapa con respecto a la parte periférica de la tapa ; una pestaña de apertura fijada a la parte central de la tapa para permitir un movimiento pivotante con respecto a la parte central de la tapa , teniendo dicha aleta de apertura un saliente o nariz dispuesto adyacente a la línea de rotura de manera que al pivotar la aleta de apertura el saliente de la aleta de apertura provoca que se rompa una parte de la línea de rotura ; la parte central de la tapa que define progresivamente…
PROCEDIMIENTO Y APARATO PARA LA PRODUCCION DE TAPAS APILADAS Y TAPAS ASI OBTENIDAS.
(16/02/2005). Ver ilustración. Solicitante/s: SEDA S.P.A.. Inventor/es: D'AMATO, GIANFRANCO.
LA INVENCION DESCRIBE UN PROCEDIMIENTO PARA PRODUCIR TAPAS APILABLES, CADA UNA DE LAS CUALES INCLUYE UNA PARED SUPERIOR Y UN ELEMENTO DISPUESTO ALREDEDOR DEL PERIMETRO DE DICHA PARED SUPERIOR Y QUE FORMA UN REBORDE QUE SOBRESALE DE LA PARED SUPERIOR , Y UN FALDON QUE SE EXTIENDE POR DEBAJO DE DICHA PARED ; EL PROCEDIMIENTO INCLUYE LOS PASOS DE UNIR DE FORMA SINCRONICA LOS ELEMENTOS DE SECTOR EXTERNOS Y EL ELEMENTO DE SECTOR INTERNO EN DIRECCIONES RADIALMENTE OPUESTAS DE FORMA QUE, DEBIDO AL ACERCAMIENTO FORZADO DE LAS SUPERFICIES DE CONTACTO DE LOS ELEMENTOS DE SECTOR INTERNO Y EXTERNO CON EL REBORDE SUPERIOR DE LA TAPA INTERPUESTA ENTRE ELLOS, SE OBTIENE UN GRAFILADO A PRESION EN LA SUPERFICIE INTERIOR Y EXTERIOR DEL REBORDE SUPERIOR , LO CUAL OTORGA A DICHO REBORDE UN PERFIL APTO PARA PODER APILARLA SOBRE OTRAS TAPAS SIMILARES. LA INVENCION DESCRIBE ADEMAS UN DISPOSITVO PARA APLICAR ESTE PROCEDIMIENTO Y LAS TAPAS OBTENIDAS CON EL.
PROCEDIMIENTO Y APARATO PARA CONFORMAR UN EXTREMO DE BOTE CON REBORDE.
(01/09/2004) Un procedimiento para formar un extremo de bote a partir de una lámina de material en una prensa de acción única dotada de una base fija y de una estructura móvil de punzón superior, comprendiendo dicho procedimiento las siguientes etapas: hacer una pieza de trabajo (W) de dicha lámina de material; sujetar dicha pieza de trabajo entre un troquel corta-chapas sustentado por la citada estructura de punzón y un portabroca de tracción sustentado por la citada base; trabajar una parte periférica de dicha pieza de trabajo entre un extractor sustentado por la citada estructura de punzón y un anillo-corona sustentado por dicha base para contornear una corona (C) en la mencionada…
PROCEDIMIENTO PARA LA FABRICACION DE UNA PIEZA ANULAR DE CHAPA PARA LA TAPA DE UN BOTE.
(16/02/2003) Procedimiento para la fabricación de una pieza anular de chapa para la tapa de un bote con las siguientes fases: a) Conformar una pieza de chapa plana, que en un lado presenta un recubrimiento , capaz de sellar en caliente, en un tubo cilíndrico, en el que el recubrimiento se encuentra en el lado interior, b) Presionar los bordes , de trazado axial, del tubo en una junta a tope y presión de una placa de refrigeración contra el lado interior del tubo a lo largo de los bordes de trazado axial, c) Fabricación de un cordón de soldadura a tope a lo largo de los bordes de trazado axial mediante un rayo láser dirigido sobre el lado exterior de los bordes , d) División del tubo en segmentos …
UNIDAD DE ALIMENTACION RAPIDA DE UNA MAQUINA AUTOMATICA PARA MECANIZAR LA SUPERFICIE CILINDRICA DE TAPONES DE BOTELLAS.
(16/11/2002). Solicitante/s: SACMI COOPERATIVA MECCANICI IMOLA SOC. COOP. A RESP. LIM.. Inventor/es: SULLALTI, LORETTO.
UNA UNIDAD ALIMENTADORA PARA UNA MAQUINA AUTOMATICA PARA MAQUINADO DE LA SUPERFICIE CILINDRICA DE TAPONES DE CIERRE DE BOTELLA (C), QUE INCLUYE UN CARRUSEL ALIMENTADOR , QUE ESTA PROVISTO CON DISPOSITIVOS PARA SOPORTAR Y ACCIONARLO DE FORMA GIRATORIA COAXIALMENTE Y EN FASE CON EL CARRUSEL DE LA MAQUINA Y EN DONDE HAY MONTADOS UNA PLURALIDAD DE VASTAGOS AXIALMENTE DESLIZABLES ; LOS VASTAGOS DIRIGEN, HACIA LAS BOQUILLAS DE LA MAQUINA , RESPECTIVAS SEMI-CUBIERTAS PARA SOPORTAR LOS TAPONES (C) Y ESTAN CONECTADOS A RESPECTIVOS DISPOSITIVOS DE MOVIMIENTO DE TRASLACION AXIAL ADAPTADOS PARA MOVER LAS SEMI-CUBIERTAS DESDE UNA POSICION QUE ESTA SEPARADA DE LAS BOQUILLAS Y CO-PLANAR A LAS APERTURAS DE UNA GUIA FIJA PARA ALIMENTAR LOS TAPONES (C) A MAQUINAR Y DE UNA GUIA FIJA PARA RETIRAR LOS TAPONES MAQUINADOS (C), A UNA POSICION PARA ADAPTAR UN TAPON EN LA BOQUILLA Y UNA POSICION PARA RETIRAR EL TAPON DE LA BOQUILLA.
TAPA PARA LATAS METALICAS DE APERTURA FACIL Y MEJORADA, Y METODO DE FABRICACION DE LA MISMA.
(01/11/2002) SE PRESENTA UNA TAPA DE LATA METALICA DE APERTURA FACIL Y UN PROCESO PARA PRODUCIR LA MISMA, EN DONDE SE MEJORA LA CAPACIDAD DE APERTURA DE LA LATA Y SE ELIMINA LA OCURRENCIA DE DEFECTOS EN LA PELICULA DE RESINA EN EL MOMENTO DE LA CONFORMACION, HACIENDOSE INNECESARIO EL REVESTIMIENTO DE REPARACION DE LAS SUPERFICIES INTERNA Y EXTERNA AL DAR FORMA DE S A LA SECCION TRANSVERSAL DE LA RANURA GUIA DE APERTURA DE LA TAPA DE LA LATA DE APERTURA FACIL, EN DONDE, CUANDO SE FORMA EN LA TAPA METALICA LA PIEZA DE APERTURA PARA LA APERTURA FACIL MANUAL, LAS PROPIEDADES DE LA PELICULA DE RESINA EN LA CHAPA METALICA, LA FORMA Y LAS DIMENSIONES DE LOS ESCALONES DEL TROQUEL Y DE LA MATRIZ, EL ESPACIO DE SEPARACION, EL GROSOR RESIDUAL…
{kind=link}
{kind=link}
{kind=link}