CIP-2021 : B21C 23/00 : Extrusión de metales; Extrusión por percusión.
CIP-2021 › B › B21 › B21C › B21C 23/00[m] › Extrusión de metales; Extrusión por percusión.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B21C 23/00 hasta B21C 35/00: Extrusión
B21C 23/01 · a partir de un material de forma particular, p. ej. que haya sufrido un pretratamiento mecánico (B21C 23/22 tiene prioridad).
B21C 23/02 · Fabricación de productos no recubiertos.
B21C 23/03 · · a la vez por extrusión directa e invertida.
B21C 23/04 · · por extrusión directa.
B21C 23/06 · · · Fabricación de chapas.
B21C 23/08 · · · Fabricación de hilos, de barras, de tubos.
B21C 23/10 · · · · Fabricación de tubos con aletas.
B21C 23/12 · · · · Extrusión de tubos o de barras curvados.
B21C 23/14 · · · Fabricación de otros productos.
B21C 23/16 · · · · Fabricación de paletas de turbina o de hélice.
B21C 23/18 · · por extrusión a percusión.
B21C 23/20 · · por extrusión invertida.
B21C 23/21 · Prensas especialmente adaptadas para la extrusión del metal.
B21C 23/22 · Fabricación de productos revestidos de metal; Fabricación de productos a partir de varios metales.
B21C 23/24 · · Aplicación de un revestimiento metálico sobre longitudes indefinidas de material metálico o no metálico.
B21C 23/26 · · · Aplicación de revestimientos metálicos sobre cables, p. ej. para el aislamiento de cables eléctricos.
B21C 23/28 · · · · en prensas de extrusión de acción intermitente.
B21C 23/30 · · · · en prensas de extrusión de acción continua.
B21C 23/32 · Lubrificación del metal extruido, de las matrices, o similares, p. ej. estado físico del lubrificante, emplazamiento en que se va a lubrificar.
CIP2021: Invenciones publicadas en esta sección.
Prensa de extrusión para la extrusión continua de metal.
(13/03/2019) Prensa de extrusión que trabaja de forma continua con un émbolo principal de extrusión actuante con un contenedor , con un contraémbolo de extrusión y con un espacio de acumulación para material metálico de extrusión que, por un lado, está en unión activa cerradiza con el contenedor y, por otro lado, con el contraémbolo, siendo movidos horizontalmente tanto el émbolo principal de extrusión como también el contraémbolo de extrusión y el material de extrusión extrudido, donde el movimiento del émbolo principal de extrusión y del contraémbolo de extrusión así como la suma de las componentes de movimiento del material de extrusión es rectilínea en su totalidad, caracterizada porque la unión activa del espacio de acumulación con el contenedor es cerradiza por medio la acción del material de extrusión y/o porque para el cierre de la unión activa del…
Procedimiento y dispositivo para el conformado de una pieza de trabajo por medio de extrusión.
(21/06/2017) Procedimiento de conformado por extrusión de una pieza de trabajo , en particular por extrusión en frío, en el cual una herramienta de conformado y una pieza de trabajo para conformar se desplazan una hacia la otra conformando la pieza de trabajo con un impulso de conformado a lo largo de un recorrido de conformado, actuando una contra la otra para conformar la pieza de trabajo con una fuerza de avance, pudiéndose alejar la herramienta de conformado y la pieza de trabajo una de la otra con un impulso de retorno por un recorrido de retorno, una vez procesada una parte del recorrido de conformado, llamado recorrido…
Procedimiento de fabricación de levas con estructura de grano submicrométrica y/o nanométrica y sección transversal maciza.
(08/05/2017) Procedimiento de fabricación de levas con estructura de grano submicrométrica y/o nanométrica y sección transversal maciza.
La presente invención se refiere a un procedimiento de fabricación de levas de sección transversal maciza con estructura de grano submicrométrica y/o nanométrica que comprende el procesado de preformas de un material de partida mediante deformación plástica severa (SPD) por extrusión en canal angular (ECAP), y el posterior forjado isotérmico de dicha preforma procesada, mediante la aplicación de una matriz de estampación de forjado configurada para aplicar una determinada geometría a la preforma mediante su forjado. Las levas obtenidas mediante el procedimiento de la invención presentan propiedades mecánicas mejoradas en cuanto a mayor resistencia, dureza o tenacidad, así como propiedades funcionales mejoradas,…
Procedimientos y aparato para la fabricación de tubos compuestos multicapa sin costura.
(01/03/2017) Procedimiento para fabricar un tubo compuesto multicapa sin costura comprendiendo las etapas de:
a) provisión de un tubo de metal sin costura formado mediante extrusión con por lo menos una capa continua que recubre su superficie interior mediante la coextrusión de material adhesivo y material para la al menos una capa continua sobre la superficie interior del tubo de metal sin costura , y
b) guía del tubo de metal sin costura recubierto por la al menos una capa continua a través de una unidad con el fin de reducir el diámetro del tubo de metal sin costura mediante deformación en frio, caracterizado por el hecho de que en la etapa a) dicho tubo de metal sin costura está provisto de dicha al menos una capa continua recubriendo su superficie interior a través…
(22/02/2017). Solicitante/s: Erbslöh Aluminium GmbH. Inventor/es: RICKS,KARL, FAUSTEN,BERND.
Espejo de Fresnel formado por una pieza de soporte plana , que tiene una estructura de Fresnel en su cara superior, estando los escalones individuales de dicha estructura de Fresnel dispuestos para realizar la reflexión dirigida de la luz solar a un punto focal o a una línea focal, presentando estos escalones una superficie plana reflectante como área efectiva , en el que dicha estructura de Fresnel está formada por un conjunto de perfiles extruidos (12, 12 ', 12 ") hechos de aluminio o de una aleación de aluminio, caracterizado por que
los medios de unión están conformados en los perfiles (12, 12', 12") y sirven para la unión geométrica de forma de los distintos perfiles (12, 12', 12"), entre sí, que en su forma ensamblada se complementan y forman una estructura de Fresnel ,
y por que esta estructura de Fresnel formada por los perfiles (12, 12', 12") ensamblados realiza la reflexión dirigida de la luz solar a una línea focal común.
PDF original: ES-2625688_T3.pdf
PROCEDIMIENTO DE OBTENCIÓN DE MATERIAL METÁLICO MEDIANTE PROCESADO POR EXTRUSIÓN EN CANAL ANGULAR DE MATERIAL METÁLICO EN ESTADO SEMISÓLIDO, DISPOSITIVO ASOCIADO Y MATERIAL METÁLICO OBTENIBLE.
(11/07/2016). Solicitante/s: CONSEJO SUPERIOR DE INVESTIGACIONES CIENTIFICAS (CSIC). Inventor/es: CARREÑO GOROSTIAGA,Fernando, OROZCO CABALLERO,Alberto.
Procedimiento de obtención de material metálico mediante procesado por extrusión en canal angular de material metálico en estado semisólido, dispositivo asociado y material metálico obtenible.
La presente invención se refiere a un procedimiento de obtención de material metálico mediante procesado por extrusión en canal angular de material metálico en estado semisólido, al dispositivo asociado a dicho procedimiento, así como al material metálico obtenible con dicho procedimiento, que es un material metálico continuo de superiores propiedades mecánicas a las de la aleación semisólida discontinua de partida y de un tamaño de grano más fino.
PDF original: ES-2576791_A1.pdf
PDF original: ES-2576791_B1.pdf
PROCEDIMIENTO DE OBTENCIÓN DE MATERIAL METÁLICO MEDIANTE PROCESADO POR EXTRUSIÓN EN CANAL ANGULAR DE MATERIAL METÁLICO EN ESTADO SEMISÓLIDO, DISPOSITIVO ASOCIADO Y MATERIAL METÁLICO OBTENIBLE.
(16/06/2016). Solicitante/s: CONSEJO SUPERIOR DE INVESTIGACIONES CIENTIFICAS (CSIC). Inventor/es: CARREÑO GOROSTIAGA,Fernando, OROZCO CABALLERO,Alberto.
La presente invención se refiere a un procedimiento de obtención de material metálico mediante procesado por extrusión en canal angular de material metálico en estado semisólido, al dispositivo asociado a dicho procedimiento, así como al material metálico obtenible con dicho procedimiento, que es un material metálico continuo de superiores propiedades mecánicas a las de la aleación semisólida discontinua de partida y de un tamaño de grano más fino.
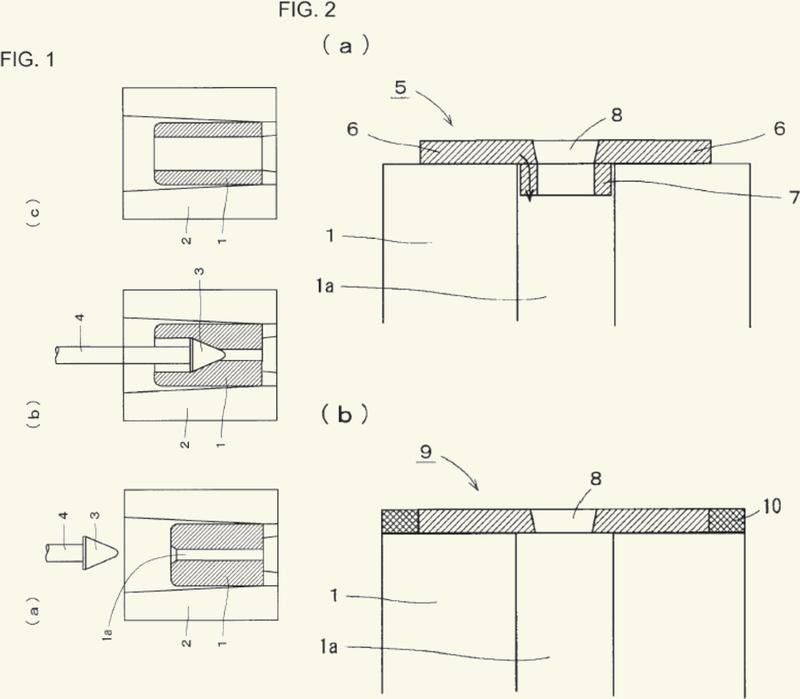
Componente de extremo superior de vidrio conformado para perforación por expansión en caliente y método de fabricación de palanquilla para fabricación de tuberías por expansión en caliente.
(13/01/2016). Ver ilustración. Solicitante/s: NIPPON STEEL & SUMITOMO METAL CORPORATION. Inventor/es: YAMAKAWA, TOMIO, Matsumoto,Keishi, NISHIMORI,JUNICHI, MURAKAMI,HIROAKI.
Un componente de extremo superior de vidrio conformado para perforación por expansión en caliente, que está configurado para ser utilizado como un lubricante del extremo superior de una palanquilla hueca cuando la palanquilla hueca insertada en un contenedor se somete a perforación por expansión en caliente utilizando un macho , caracterizado por que
el componente de vidrio conformado comprende una pieza de vidrio conformado en forma de anillo y una pieza de proyección en forma de anillo ;
la pieza de vidrio conformado en forma de anillo asume una forma de disco que tiene una abertura circular para permitir que un macho se inserte en el centro de la misma, y
la pieza de proyección en forma de anillo se une a la abertura de la pieza de vidrio conformado en forma de anillo , y asume una forma de anillo proyectándose perpendicularmente hacia la pieza de vidrio conformado en forma de anillo.
PDF original: ES-2622569_T3.pdf
PROCEDIMIENTO DE FABRICACIÓN DE ELEMENTOS MECÁNICOS DE GEOMETRÍA HUECA CON ESTRUCTURA SUBMICROMÉTRICA O NANOMÉTRICA.
(24/09/2014) Procedimiento de fabricación de elementos mecánicos de geometría hueca con estructura submicrométrica o nanométrica.
La presente invención se refiere a un procedimiento de fabricación de elementos mecánicos de estructura de grano submicrométrica y/o nanométrica, que tienen geometría interior hueca, y denominados de forma genérica como anillos. Dicho procedimiento comprende, preferentemente, el procesado de preformas de un material de partida mediante deformación plástica severa (SPD) por extrusión en canal angular (ECAE), y el posterior forjado isotérmico de dicha preforma procesada, mediante la aplicación de una…
Tubo de metal compuesto sin soldadura y procedimiento de fabricación del mismo.
(15/01/2014) Tubo de metal compuesto sin costuras que comprende una capa interior que consiste en cobre o unaaleación de cobre, una capa exterior que consiste en aluminio o una aleación de aluminio y por lo menos trescapas inter metálicas intermedias diferentes cada una consistiendo en cobre y aluminio, en el que laconcentración de cobre disminuye desde la capa interior hacia la capa exterior en la dirección radial del tubo.
DISPOSITIVO Y METODO DE COMPRESION MULTIPLE EN CANAL ANGULAR.
(28/02/2013) En la presente invención se propone un dispositivo y un método para el procesado múltiple y simultáneo de materiales mediante deformación plástica severa en canal angular. La invención se basa en el empleo de una disposición espacial de matrices con configuración en canal angular alojadas preferentemente en portamatrices, que están apiladas una contra otra, y un sistema de compresión múltiple que puede combinarse con un alimentador continuo de material a la zona de compresión, permitiendo así un procesado múltiple de materiales de gran eficiencia. Con relación a otros procesos desarrollados hasta la fecha, la invención posibilita la extrusión simultánea de varias piezas, reduciéndose al mismo tiempo significativamente las fuerzas necesarias para efectuar el cierre de las matrices empleadas.
APARATO DE EXTRUSION CONTINUA.
(01/04/2007). Solicitante/s: BWE LIMITED. Inventor/es: HAWKES, DANIEL JOHN.
Aparato de extrusión continua que tiene una rueda rotatoria conformada con un surco circunferencial, unos medios de zapata que incluyen un utillaje arqueado que limita una parte exterior del surco dotada de una abertura de salida en un cuerpo de matriz y un tope desplazado en la dirección de rotación desde la abertura de salida, caracterizado porque los medios de zapata están provistos de un conjunto calentador de matriz que aloja un cuerpo de calentador de matriz y unos medios de matriz de extrusión, incluyendo el cuerpo de calentador de matriz un conjunto de bobina calentadora por inducción eléctrica dispuesto para que se pueda alimentar de energía a fin de actuar conjuntamente con unos medios magnetizables asociados a los medios de matriz de extrusión para efectuar el calentamiento eléctrico de los mismos.
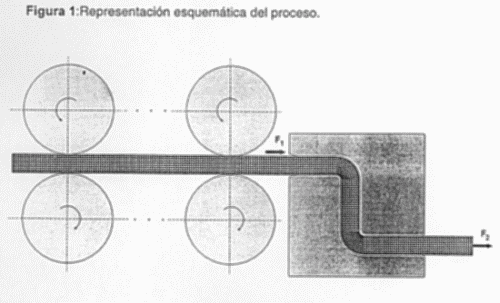
PROCESO PARA EL ESTIRADO DE MATERIALES METALICOS EN CANAL POLIANGULAR.
(01/03/2006). Solicitante/s: UNIVERSIDAD PUBLICA DE NAVARRA. Inventor/es: LUIS PEREZ,CARMELO JAVIER, PEREZ-ILZARBE URIZ,JAVIER.
Proceso para el estirado de materiales metálicos en canal poliangular que, combinado con un proceso de calibrado, mejora las propiedades mecánicas del material. El proceso consiste en aplicar una fuerza de tracción, obligando al material a atravesar una matriz en canal angular o poliangular, y a atravesar una hilera o unos rodillos de calibrado con la finalidad de obtener una sección transversal uniforme. Como consecuencia de las deformaciones a las que es sometido el material, se obtiene un afinamiento del tamaño de grano del mismo y, por tanto, una mejora de sus propiedades mecánicas. Opcionalmente, el material puede someterse a un tratamiento térmico que mejora el resultado del proceso. El proceso se realiza en continuo y es aplicable a cualquier material metálico que posea la suficiente ductilidad para ser conformado en frío.
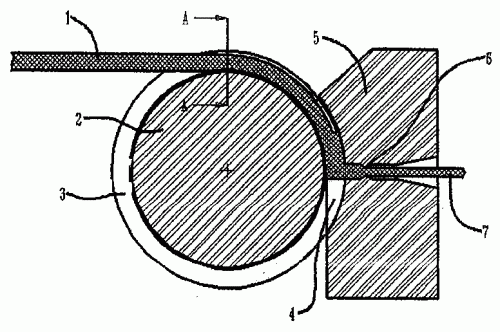
PROCESADO CONTINUO DE MATERIALES METALICOS MEDIANTE DEFORMACION PLASTICA EN CANAL POLIANGULAR.
(01/02/2006). Ver ilustración. Solicitante/s: UNIVERSIDAD PUBLICA DE NAVARRA CENTRO DE ESTUDIO E INVESTIGACIONES TECNICAS DE GUIR. Inventor/es: LUIS PEREZ,CARMELO JAVIER, GONZALEZ CRESPO,PEDRO ANTONIO, GIL SEVILLANO,JAVIER, ALKORTA BARRAGAN,JON.
Procesado continuo de materiales metálicos mediante deformación plástica en canal poliangular que comprende la compresión del material, por ejemplo mediante rodillos laminadores a la entrada de la matriz que conforma el canal poliangular, junto con un sistema de tracción a la salida de dicha matriz. Ambos esfuerzos se combinan en el arrastre en continuo del material, manteniendo constante la sección del material de partida. El canal poliangular por el que se obliga a pasar al material produce un efecto de tensión cortante que afina notablemente el tamaño de grano del material, y mejora sustancialmente las propiedades mecánicas del mismo sin alterar sus dimensiones.
DISPOSITIVO PARA FABRICAR OBJETOS METALICOS.
(01/01/2006). Ver ilustración. Solicitante/s: OUTOKUMPU OYJ. Inventor/es: HEIKKILI, IRMA.
Dispositivo para producir objetos metálicos de cobre o a base de cobre en un dispositivo de extrusión de funcionamiento continuo, en el que el material a extruir se pone en contacto con un miembro de extrusión en una ranura revestida formada en la circunferencia de un miembro de alimentación al que se hace girar, en el que la razón de la anchura de la ranura a la altura de la ranura está comprendida en el intervalo de 0, 5-2, 0, caracterizado porque el revestimiento de la ranura es de níquel o aluminio o cinc o cobalto o magnesio o plata, mezclas o compuestos de éstos, o platino u oro, o un revestimiento no metálico.
PROCEDIMIENTO DE FABRICACION DE UNA PIEZA DE ALEACION CON MEMORIA DE FORMA, Y PIEZA OBTENIDA POR ESE PROCEDIMIENTO.
(01/11/2004) Procedimiento de fabricación, conformación y mecanización de un resorte de aleación con memoria de forma, que comprende una etapa única en el transcurso de la cual se realizan simultáneamente la fabricación, la conformación y la mecanización de dicho resorte en una sola y misma operación mediante un procedimiento de mecanización de corte elegido entre el fresado, el torneado y el aterrajado, a partir de una pieza desbastada de aleación con memoria de forma, estando constituido el resorte fabricado por una viruta procedente del procedimiento de mecanización de corte aplicado a la citada pieza desbastada, procedimiento en el que, con el fin de fabricar un resorte homogéneo, continuo, de geometría definida que se presenta bajo la forma de una banda, cinta o talón y que presenta las propiedades…
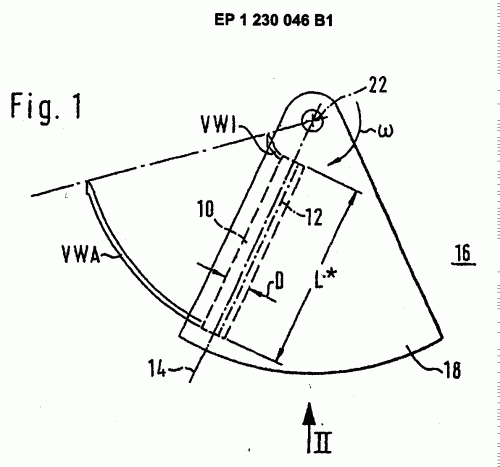
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE UNA PIEZA EN BRUTO DE METAL SINTERIZADO CON ENTALLADURAS SITUADAS EN EL INTERIOR EN FORMA DE ESPIRAL.
(16/03/2004). Ver ilustración. Solicitante/s: FRIEDRICHS, ARNO. Inventor/es: FRIEDRICHS, ARNO.
Procedimiento para la fabricación de un cuerpo fundamentalmente cilíndrico circular compuesto de una masa plástica, en particular de una pieza en bruto de metal sinterizado, el cual tiene por lo menos una entalladura interior en forma de espiral que discurre en el interior del cuerpo, caracterizado porque el cuerpo se fabrica en primer lugar con un desarrollo fundamentalmente en línea recta de la entalladura interior, por ejemplo mediante extrusión, y el cuerpo tronzado a una determinada longitud se somete a continuación apoyándose a lo largo de toda su longitud sobre un soporte por medio de una disposición de superficie de rozamiento a un movimiento combinado de rodadura y de deslizamiento, cuya velocidad varía de modo lineal y continuo a lo largo de la longitud del cuerpo , gracias a lo cual el cuerpo se torsiona de modo uniforme.
PROCEDIMIENTO Y DISPOSITIVO PARA LA FORMACION, EN PARTICULAR PARA LA FORMACION EN FRIO DE PIEZAS.
(16/01/2003). Solicitante/s: GEBR. FELSS GMBH & CO. KG. Inventor/es: BINHACK, FRITZ.
La invención se refiere a un dispositivo para la formación en frío, en particular para el matrizado en frío de una pieza. Este dispositivo comprende una matriz de formación 83) y un sistema de avance 85) que permite producir un movimiento relativo entre la pieza y la matriz de formación . El dispositivo (1, 1') comprende un sistema de generación de frecuencias que cooperan con el sistema de avance y que permite modular el movimiento relativo entre la pieza y la matriz de formación producida por el sistema de avance , de tal manera que después de un recorrido de avance, durante el cual la pieza y/o entonces la matriz de formación recorren en el sentido de avance P una primera trayectoria de recorrido, un movimiento de la matriz d formación y/o de la pieza pueda efectuarse sobre una segunda trayectoria de recorrido, durante un recorrido de retorno consecutivo, en un sentido opuesto al sentido de avance P.
PERFIL-GUIA PARA CINTAS TRANSPORTADORAS.
(01/10/1999) 1. PERFIL-GUIA PARA CINTAS TRANSPORTADORAS, DE LOS PERFILES DE ALUMINIO, DE GUIADO EN EL TRANSPORTE DE CINTAS, CON CAJEADOS Y/O RANURADOS Y PROVISTOS DE MEDIOS SUPERIORES DE AYUDA AL DESLIZAMIENTO, ESENCIALMENTE CARACTERIZADOS POR UN DOBLE RANURADO LATERAL OPUESTO, DE UN CAJEADO DE LA CARA SUPERIOR DEL PERFIL CON RESALTE SUPERIOR, SIRVIENDO ESTOS RANURADOS DE ALOJAMIENTO DE CADA BORDE LATERAL EXTREMO ANTAGONISTA DE UN FLEJE DE ACERO TEMPLADO, LAMINAR Y ESCASA ALTURA, SOBRE EL QUE DESLIZA LA CINTA PORTADORA DEL PALET O SIMILAR Y QUE ESTA SUJETO POR UNO DE SUS EXTREMOS AL PERFIL , EN TANTO QUE DEJA LIBRE SU OTRO EXTREMO. 2. PERFIL-GUIA PARA CINTAS TRANSPORTADORAS, SEGUN LA REIVINDICACION ANTERIOR, CARACTERIZADO PORQUE ALTERNATIVAMENTE, EL PERFIL SUSTITUYE ESTE RESALTE LATERAL SUPERIOR POR UN ACODO SUPERIOR. 3. PERFIL-GUIA PARA…
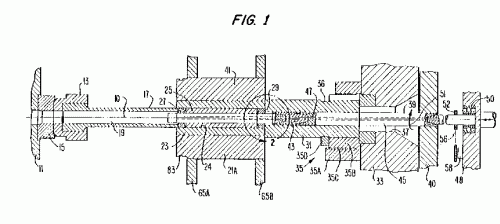
APARATO DE EXTRUSION CONTINUA.
(01/08/1994). Solicitante/s: BWE LIMITED. Inventor/es: HAWKES, DANIEL JOHN, ANDERSON, DOUGLAS, EDWARD, JONES, PHILLIP ANDREW.
UN APARATO DE EXTRUSION CONTINUA (FIGURA 1) QUE INCLUYE UNA RUEDA 2 GIRATORIA RANURADA PROVISTA DE UNA ZAPATA 6 MONTADA SOBRE UN PIVOTE 7, QUE PUEDE GIRAR ENTRE UNA POSICION DE ACOPLAMIENTO CON LA RUEDA 2 Y UNA POSICION DESACOPLADA. LA ZAPATA 6 PORTA UN CARTUCHO DE MECANIZAR 10 QUE INCLUYE UN BLOQUE DE APOYO 14, UN BLOQUE DE EXPANSION 16, UN BLOQUE DE TROQUEL 18 Y UN BLOQUE DE SALIDA 20, CONECTADOS MEDIANTE PERNOS 22 Y MANTENIDOS EN POSICION POR CUÑAS DE FIJACION 46 Y UN ANILLO DE RETEN 50. UNA LEVA ALTERNATIVA 60 HACE CONTACTO CON EL CARTUCHO 10 CUANDO LA ZAPATA 6 ESTA EN LA POSICION DESACOPLADA Y PUEDE ACCIONARSE PARA ELEVAR UN CARTUCHO 10 DESDE UNA CAMARA DE CALENTAMIENTO ASOCIADA 56 DE LA ZAPATA 6 O PARA BAJAR UN CARTUCHO 10 DESDE LA ZAPATA 6 A UNA CAMARA DE ALMACENAMIENTO (NO MOSTRADA). UTILIZANDO UN CARTUCHO 10, SE FACILITA EL INTERCAMBIO Y PRECALENTAMIENTOS DE LOS CONJUNTOS DE TROQUELES, PERMITIENDO AL APARATO CONECTARSE DIRECTAMENTE CON UN HORNO DE FUNDIDO CONTINUO (NO MOSTRADO).
APARATO DE EXTRUSION CONTINUA.
(01/05/1994) UN APARATO PARA LA CONTINUA EXTRUSION DE METALES EN EL CUAL LA ALIMENTACION SE INTRODUCE ENTRE DOS (O MAS) RANURAS REDONDAS SEPARADAS 4 EN UNA RUEDA GIRATORIA 2 (O RUEDAS GIRATORIAS) PARA HACER CONTACTO CON UNA PARTE DE ZAPATA ARQUEADA 8 Y SOPORTES QUE SE EXTIENDEN DENTRO DE LAS RANURAS. LOS SOPORTES OBLIGAN AL ALIMENTO A FLUIR A TRAVES DE LAS ABERTURAS DE SALIDA FRUSTO-CONICAS 10 EN LA PARTE DE LA ZAPATA 8 HACIA UNA CAMARA 6 Y ES EXTRUIDO COMO UN PRODUCTO DE PAREDES RELATIVAMENTE DELGADAS Y UNA GRAN SECCION TRANSVERSAL. LAS ABERTURAS DE SALIDA 10 TIENEN ANGULOS DE CONO ENTRE 5 Y 45 GRADOS. LAS PLACAS DEL MEZCLADOR 14 SE PERFILAN PARA DISTRIBUIR EL FLUJO DE FORMA UNIFORME DESDE LAS ABERTURAS 10 HASTA ALREDEDOR DE LA ABERTURA DE LA MATRIZ 30.…
PROCEDIMIENTO Y HERRAMIENTA PARA REDONDEO Y REFORZAMIENTO DE CANTOS.
(01/04/1992) 2.1.- ACTUALMENTE LOS CANTOS DE SEGMENTOS DE PERFIL DE PRENSA DE EXTRUSION SE REDONDEAN POR TRANSFORMACION TENSADA. ESTO ES COSTOSO PUESTO QUE LA HERRAMIENTA DEBE TENSARSE. CON LA NUEVA HERRAMIENTA DEBEN REDONDEARSE Y REFORZARSE LOS CANTOS DE TAL MODO QUE SE ELABORA UN CAMPO DE TOLERANCIA (MAS MENOS) 0,3% SOBRE LA LONGITUD Y ANCHURA DE LA PIEZA DE TRABAJO. LA TOLERANCIA DE ESPESOR DEBE SUPONER UN MAXIMO HASTA (MAS MENOS) 4%. DEBE ELEVARSE LA DURACION DE DICHOS SEGMENTOS DE PERFIL. 2.2.- ENTRE LOS FLANCOS O DEL TROQUEL SUPERIOR O DEL TROQUEL INFERIOR Y DE LA CUBIERTA DEL TROQUEL O DEL FONDO DEL TROQUEL ESTA COLOCADO UN ANGULO DE INCLINACION (ALFA) = 96 - 105 Y EN LOS VERTICES O DE LA CUBIERTA DE TROQUEL O DEL FONDO DE TROQUEL ESTA COLOCADO…
PROCESO Y APARATO PARA LA EXTRUSION INDIRECTA DE UN LINGOTE DE METAL CALIENTE.
(01/07/1989). Ver ilustración. Solicitante/s: STEWART, CHARLES L.
PROCESO Y APARATO PARA LA EXTRUSION INDIRECTA DE UN LINGOTE DE METAL CALIENTE. UN CONTENEDOR DE PRENSA ESTA MONTADO PARA SER ESTACIONARIO AXIALMENTE DURANTE LA EXTRUSION DE UN LINGOTE. UN LINGOTE CALIENTE, UNA MATRIZ Y UN DISCO DE PRESION, ESTAN ALOJADOS EN UN ORIFICIO AXIAL DEL CONTENEDOR, DE TAL MANERA QUE EL LINGOTE QUEDE ENTRE LA MATRIZ Y EL DISCO DE PRESION, TENIENDO ESTE ULTIMO UN DIAMETRO EXTERIOR MAXIMO ENTRE CARAS RADIALES OPUESTAS, LIGERAMENTE MENOR QUE EL DIAMETRO DE ORIFICIO AXIAL, PARA DEFINIR UN ESPACIO DIAMETRAL ENTRE EL DISCO DE PRESION Y EL CONTENEDOR DE PRENSA. UN TRAVESAÑO, ESTA LOCALIZADO ADYACENTE AL DISCO DE PRESION Y ESTA AXIALMENTE FIJO PARA PREVENIR EL MOVIMIENTO AXIAL DEL DISCO DE PRESION EN UNA DIRECCION HACIA EL TRAVESAÑO DURANTE LA EXTENSION. UN VASTAGO ALARGADO QUE TIENE UN CONDUCTO AXIAL, SE MUEVE AL ORIFICIO DEL CONTENEDOR, PARA PRENSAR LA MATRIZ HACIA EL TRAVESAÑO, CAUSANDO QUE EL LINGOTE SE EXTRUYA A TRAVES DE LA MATRIZ.
METODO DE REVESTIMIENTO DE UN ELEMENTO DE ACERO FILIFORME CON UNA CAPA DE ALUMINIO, Y ELEMENTO FILIFORME ASI OBTENIDO.
(16/02/1987). Solicitante/s: N.V. BEKAERT S.A..
METODO PARA EL REVESTIMIENTO DE UN ELEMENTO DE ACERO FILIFORME CON UNA CAPA RECUBRIDORA DE ALUMINIO. COMPRENDE LAS SIGUIENTES OPERACIONES: PRIMERA, EL ELEMENTO DE ACERO FILIFORME SE PROVEE DE UNA CAPA QUE PROTEGE AL ACERO CONTRA LA CORROSION, LA CUAL TIENE UNA TEMPERATURA DE FUSION INFERIOR A LA DEL ALUMINIO A APLICAR, CON LO QUE DURANTE EL PROCESO DE RECUBRIMIENTO LA TEMPERATURA DE LA CAPA PROTECTORA QUE ENTRA EN CONTACTO CON EL ALUMINIO PLASTIFICADO PERMANECE INFERIOR A LA TEMPERATURA DE FUSION DE DICHA CAPA PROTECTORA; SEGUNDA, EL ALAMBRE DE ACERO PROTEGIDO SE HACE PASAR A TRAVES DE UN ORIFICIO DE EXTRUSION.
APARATO PARA LA EXTRUSION CONTINUA ACCIONADA POR FRICCION.
(16/10/1983). Solicitante/s: BICC PUBLIC LIMITED COMPANY.
ALEACION PARA FABRICAR UTILES EMPLEADOS EN LA EXTRUSION CONTINUA ACTUADA POR FRICCION, ESPECIALMENTE PARA LA CONFORMACION DE COBRE.LOS UTILES SE HACEN, AL MENOS EN PARTE, CON UNA ALEACION-AUSTENITICA DE NIQUEL-CROMO-HIERRO ENDURECIDA POR ENVEJECIMIENTO MEDIANTE PRECIPITACION DE UNA FASE GAMMA-PRIMA. ANTES DEL ENVEJECIMIENTO ES PREFERIBLEMENTE TRABAJADA EN FRIO PARA PROPORCIONAR UNA RESISTENCIA A LA DEFORMACION PERMANENTE DE AL MENOS 1.500 MN/M2 A 20JC. ESTA ALEACION ES CAPAZ DE SOSTENER UNA PELICULA DE OXIDO ADHERENTE.
UN METODO DE EXTRUSION CONTINUA ACCIONADA POR FRICCION.
(01/02/1983). Solicitante/s: BICC LIMITED.
EQUIPO DE CONTROL DE ALIMENTACION DE MATERIAL PARA EXTRUSION POR FRICCION. CONSTA DE UNA TOLVA QUE DESCARGA EN LA GARGANTA DE LA RUEDA DE FRICCION. PARA REGULAR EL RITMO DE LA INVENCION HAY UNA COMPUERTA , MOVIBLE MEDIANTE UN MECANISMO DE TORNILLO Y UN MIEMBRO OBTURADOR SEPARADO , MOVIBLE POR UN MOTOR NEUMATICO . EL NIVEL DE MATERIAL EN LA TOLVA SE MANTIENE CONSTANTE MEDIANTE UN DETECTOR DE ALTURA.
UN PROCEDIMIENTO CONTINUO DE EXTRUSION ACTIVADA POR FRICCION.
(01/07/1982). Solicitante/s: BICC LIMITED.
PROCEDIMIENTO DE EXTRUSION EN CONTINUO DE MATALES PARA PRODUCIR ALAMBRES, FLEJES Y OTROS CUERPOS ALARGADOS, DE LONGITUD CONSIDERABLE. CONSISTE EN FORMAR UN PASO QUE SE EXTIENDE DESDE UN EXTREMO DE ENTRADA HASTA UN EXTREMO DE SALIDA, ENTRE UN PRIMER MIEMBRO ARQUEADO Y UN SEGUNDO MIEMBRO EN FORMA DE RUEDA CON UNA GARGANTA CIRCUNFERENCIAL FORMADA EN SU SUPERFICIE PERIFERICA, DENTRO DE CUYA GARGANTA PENETRA EL PRIMER MIEMBRO, AL TIEMPO QUE SE HACE GIRAR LA RUEDA EN UN SENTIDO TAL QUE LAS SUPERFICIES DEL PASO CONSTITUIDO POR LA GARGANTA SE DESPLACEN DESDE EL EXTREMO DE ENTRADA HACIA EL EXTREMO DE SALIDA. EL METAL SE ALIMENTA AL PASO, EN EL EXTREMO DE ENTRADA, Y SE EXTRUYE DESDE EL PASO A TRAVES DE, AL MENOS, UN ORIFICIO DE HILERA.
METODO PARA EL TRATAMIENTO DE MATERIALES PLASTICOS.
(01/07/1981). Solicitante/s: INSTITUTE PO METALZNANIE I TECHNOLOGIA NA METALITE.
DISPOSITIVO PARA EL TRATAMIENTO POR DEFORMACION, DE MATERIALES PLASTICOS. SE CARGA EN UN CONTENEDOR ADECUADO EL MATERIAL A TRATAR, EN DONDE UN ELEMENTO GENERADOR DE UNA FUERZA VARIABLE DE TIPO PERIODICO, MEDIANTE PROCESOS DE CARGA Y DESCARGA, LE SOMETE A PRENSADO, REFLUJO Y ESTAMPADO. EL ELEMENTO GENERADOR DE FUERZA , CARGA LOS ELEMENTOS POR EL TENSIONADO DE LOS CUERPOS ELASTICOS Y EL CUERPO NO FLEXIBLE . DURANTE LA CARGA LOS CUERPOS ELASTICOS SE DEFORMAN Y LOS ELEMENTOS SON DESPLAZADOS LO MAS CERCA POSIBLE DEL PUNTO DE SALIDA. EN EL PERIODO DE DESCARGA SE REALIZA EL CAMBIO DE FORMA PLASTICA DEL ELEMENTO , Y EN LA SIGUIENTE DESCARGA LE CORRESPONDERIA AL , HASTA LLEGAR LOS ELEMENTOS A LA POSICION INICIAL. N.
NUEVO SISTEMA DE ESTIRAJE EN EXTRUSIONADORAS.
(16/02/1980). Solicitante/s: DE RIBERA ALVAREZ OSORIO,LEANDRO.
Nuevo sistema de estiraje en extrusionadoras, que comporta un raíl alargado, así como un carro susceptible de desplazarse a lo largo del citado raíl, caracterizado porque el citado carro comporta un cabezal de sujeción a mordaza, destinado a aprehender la extremidad del perfil extruído cuyo estiraje se ha de realizar; y porque el carro está impulsado por un motor lineal incorporado al carro y susceptible del trabajar conjuntamente con el citado raíl.
PROCEDIMIENTO Y APARATO PARA LA COLADA CONTINUA DE UN MATERIAL FUNDIDO.
(01/10/1979) Promoción y aparato para la colada continua de un material fundido, caracterizándose el procedimiento porque comprende las etapas de: (a) en una estación de alimentación, introducir el material fundido en una ranura de una primera superficie que constituye una superficie de un primer elemento movible; (b) encerrar una porción de la ranura de la primera superficie con una segunda superficie que constituye una superficie de un segundo elemento movible, para definir una región de refrigeración entre los elementos movibles primero y segundo en la porción encerrada de la ranura; (c) mover simultáneamente los elementos movibles primero y segundo, en una dirección tal que el material fundido…
PROCEDIMIENTO DE HILADO DE ALEACCIONES DE ALUMINIO DE ELEVADA RESISTENCIA.
(16/02/1979). Solicitante/s: CEGEUR, SOCIETE DE TRANSFORMATION DE L'ALUMINIUM P.
Procedimiento de hilado de aleaciones de aluminio de elevada resistencia, seguido de temple, series 2.000 y 7.000, procedimiento según el cual la relación de hilado está comprendida entre 20 y 200, caracterizado porque el hilado se realiza con ayuda de un lubricante, a una velocidad superior a 15m/mn, y preferentemente superior a 30 m/mn; la temperatura de hilado está comprendida entre Ts -50ºC y Ts -180ºC, siento Ts la temperatura de solidus de equilibrio de la aleación, y está ajustada en este intervalo de tal modo que la temperatura del metal a la salida de la hilera esté comprendida entre Tm y Ts, preferentemente entre Tm y Ts -30ºC siendo Tm la temperatura mínima de solubilización de la aleación; y porque el metal es templado con calor de hilado a velocidades de enfriamiento habituales para la aleación considerada.
PROCEDIMIENTO PARA DEFORMAR UNA PIEZA METALICA DE TRABAJO UNICA PARA PRODUCIR SIMULTANEAMENTE UNA PLURALIDAD DE ELEMENTOS METALICOS ALARGADOS Y SEPARADOS.
(16/12/1978). Solicitante/s: WESTERN ELECTRIC CO. INC..
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}