CIP-2021 : B21D 1/05 : Estirado y laminado combinados.
CIP-2021 › B › B21 › B21D › B21D 1/00 › B21D 1/05[1] › Estirado y laminado combinados.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B21D 1/00 hasta B21D 21/00: Enderezado; Restaurado de forma; Curvado; Ondulado; Conformación de los bordes
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F).
B21D 1/00 Enderezado, restauración de la forma o eliminación de las distorsiones locales de las chapas u objetos determinados hechos a partir de las chapas (B21D 3/00 tiene prioridad ); Estirado de hojas metálicas combinado con laminado.
B21D 1/05 · Estirado y laminado combinados.
CIP2021: Invenciones publicadas en esta sección.
Métodos y aparato para monitorizar máquinas de acondicionamiento de materiales en banda.
(13/12/2017). Solicitante/s: THE BRADBURY COMPANY, INC.. Inventor/es: SMITH,GREGORY S, COX III,CLARENCE B.
Sistema que comprende:
una pluralidad de cilindros de trabajo para procesar un material en banda continua ;
un primer sensor para medir una primera distancia entre una superficie superior del material en banda y una primera ubicación de referencia , encontrándose el primer sensor más adelante de una salida de los cilindros de trabajo y midiendo el primer sensor una segunda distancia entre la superficie superior del material en banda y la primera ubicación de referencia, midiéndose la primera y la segunda distancia en dos momentos diferentes; y
un controlador para determinar un valor de diferencia entre la primera distancia y la segunda distancia con el fin de detectar curvatura de material en el material en banda.
PDF original: ES-2662003_T3.pdf
Línea de procesamiento de bobina de acero de corte en longitud con un nivelador por estirado y laminador de temple y método.
(05/04/2017) Un método que comprende:
en una línea de procesamiento de bobina de acero cortada en longitud que tiene un carrete desenrollador , un laminador de temple , un nivelador por estirado , una cizalladora y un aparato apilador dispuestos para procesar secuencialmente una longitud continua de lámina metálica, seleccionando una de las configuraciones primera y segunda para la línea de procesamiento basada en una comparación de un espesor de la lámina metálica y un criterio de medición seleccionado, la primera configuración que comprende dirigir la longitud continua de la lámina metálica desde el carrete desenrollador a través del laminador de temple hasta el aparato…
Procedimiento y dispositivo para alinear bandas de metal por estiramiento y flexión.
(25/01/2017) Procedimiento para alinear bandas de metal por estiramiento y flexión, especialmente bandas de acero de alta resistencia), en el que la banda atraviesa un conjunto de rodillos de fijación de entrada (E) para la formación de la tracción y un conjunto de rodillos de fijación de salida (A) para la supresión de la tracción, en el que la banda (B) se dobla entre el conjunto de rodillos de fijación de entrada (E) y el conjunto de rodillos de fijación de salida (A) en primer lugar alternando alrededor de rodillos de estiramiento apoyados individualmente y en el que se eleva en este caso el grado de estiramiento y en el que la banda (B) circula a continuación a través de un conjunto de alineación (V) de cuatro rodillos conectado a continuación del último rodillo de estiramiento con una pluralidad de rodillos de alineación…
Procedimiento y dispositivo de enderezamiento continuo por estiramiento y flexión de bandas metálicas.
(20/04/2016) Procedimiento de enderezamiento continuo por estiramiento y flexión de bandas metálicas, en el que una banda sometida a una tensión de tracción por debajo del límite de elasticidad es curvada alternativamente alrededor de al menos cuatro rodillos de enderezamiento en el dominio plástico o elástico-plástico y experimenta entonces un estiramiento plástico,
en el que se ajustan los radios de flexión en los cuatro rodillos de enderezamiento de manera individualizada en cada caso y con independencia uno de otro, caracterizado por que se aproximan los cuatro rodillos de desviación , regulados en posición, para ajustar los radios de flexión,
ajustándose las posiciones de los rodillos de desviación con…
Procedimiento para el enderezamiento de una banda metálica.
(04/09/2013) Procedimiento para el enderezamiento de una banda metálica , en particular de una banda metálica fina conun espesor ≤ 1 mm, en el que entre el conjunto de rodillos de frenado y el conjunto de rodillos de tracción enal menos un grupo de roidillos de enderezamiento con al menos cuatro rodillos de enderezamiento (4.1 a 4.7) secorrigen curvaturas longitudinales a través de flexión, en el que el diámetro de los rodillos de enderezamiento (4.1 a4.7) es tan grande que la banda sigue, a la tracción seleccionada de la banda, la curvatura de los rodillos deenderezamiento, y en el que la posición de los rodillos de enderezamiento (4.1 a 4.7) y, por lo tanto, la profundidadde inmersión de un rodillo de enderezamiento entre dos rodillos de enderezamiento adyacentes del grupo de rodillosde enderezamiento está predeterminada…
Procedimiento para eliminar curvaturas transversales de bandas metálicas.
(04/09/2013) Procedimiento para eliminar curvaturas transversales de bandas metálicas en una línea de proceso de bandas con al menos un equipo de tratamiento que ha de ser recorrido por la banda metálica, en el que se captan las curvaturas transversales en una zona de la línea de proceso de bandas y se eliminan únicamente las curvaturas transversales por medio de al menos un rodillo de corrección ajustable en su profundidad de penetración, y en el que la eliminación de las curvaturas transversales se efectúa en una zona de la línea de proceso de bandas situada inmediatamente delante del equipo de tratamiento de bandas.
Procedimiento para la nivelación de bandas metálicas.
(27/06/2012) Procedimiento para la nivelación de bandas metálicas , en particular bandas metálicas finas, por ejemplo dealeaciones de aluminio, en el transcurso de laminación, nivelación y/o enderezamiento por tracción, con undispositivo con al menos un conjunto de rodillos tensores con al menos dos rodillos tensores , en elque la banda metálica que esta bajo tracción frontal se desforma, al menos por secciones, plásticamente,caracterizado porque a través de la articulación de al menos un rodillo tensor en el plano de avance de labanda (B) y/o transversalmente al plano de avance de la banda (B) se ajuste un grado de nivelación variable sobrela anchura de la…
Procedimiento y dispositivo para el estiramiento por tracción de bandas metálicas.
(23/05/2012) Procedimiento para el estiramiento continuo por tracción de bandas metálicas (B), en particular de delgadasbandas metálicas,
siendo la banda metálica deformada plásticamente en una o varias zonas de estiramiento bajo una tensión detracción situada en la región del límite de estiramiento o por encima de él, caracterizado
porque la banda metálica es calentada dentro de por lo menos una zona de estiramiento (R), en la que la bandametálica está puesta bajo una tensión de tracción situada en la región del límite de estiramiento o por encima de él,para el ajuste de una distribución de las temperaturas que es heterogénea a lo largo de la anchura de la banda, escalentada por lo menos por zonas a lo largo de la anchura de…
DISPOSITIVO DE APLANAMIENTO DE UNA BANDA METÁLICA.
(28/01/2011) Dispositivo de aplanamiento de una banda metálica que avanza siguiendo un eje longitudinal, que consta, en el interior de un bastidor de soporte que tiene dos montantes separados de una y otra parte del eje de avance de la banda, de por lo menos un conjunto de aplanamiento que contiene dos unidades de flexión dispuestas respectivamente encima y debajo de un plano P de avance de la banda, respectivamente una unidad de flexión superior y una unidad de flexión inferior, por lo menos la unidad de flexión superior forma un cassette desmontable que consta de un conjunto de rodillos , respectivamente un rodillo de trabajo (22a) y rodillos de apoyo (22b), montados rotativos alrededor de ejes perpendiculares al eje del avance, sobre un chasis de soporte que se…
PROCEDIMDIENTO DE REGULACION DE UNA APLANADORA BAJO TRACCION Y DISPOSITIVO CORRESPONDIENTE.
(16/10/2006). Ver ilustración. Solicitante/s: USINOR. Inventor/es: TONDO, FABRICE, BOURGON, JACQUES, YVES, VIENOT, PIERRE, AUSSOURD, CHRISTIAN.
Procedimiento de verificación del reglaje de una aplanadora bajo tracción, destinada a asegurar la planeidad de una banda metálica , en particular de una plancha de acero laminada en frío, del tipo que comprende una jaula , montantes de la jaula , dos cajas superpuestas que soportan cada una de ellas una pluralidad de rodillos entre los cuales desfila dicha banda metálica , caracterizado porque se efectúa la medición de una magnitud representativa de la posición angular de dichas cajas con relación a la dirección de desfile de dicha banda y, dado el caso, se corrige la posición angular de dichas cajas para adaptarla conforme a una posición angular previamente definida.
MECANISMO DE MONTAJE Y DESMONTAJE PARA UN EJE ROTATORIO DE ENDEREZAMIENTO O CALIBRACION SOBRE UN HUSILLO PROVISTO DE UNA RANURA CIRCULAR.
(16/07/2006) Un mecanismo de montaje y desmontaje para un cilindro rotatorio de enderezamiento y calibración sobre un husillo y provisto de una ranura circular , que comprende al menos un elemento de soporte , el cilindro que está adaptado para que se pueda montar y fijar por medio del elemento de soporte en torno al husillo , y que se pueda desmontar y retirar del husillo transversalmente con un eje longitudinal (A) del husillo, caracterizado por el hecho de que el husillo está formado por una cavidad cilíndrica que tiene su pared provista de una abertura, el elemento de soporte que está adaptado para moverse entre las posiciones de fijación y liberación del mismo, sobresaliendo y no sobresaliendo respectivamente de la superficie exterior del husillo, por el hecho de que la cavidad está provista…
PROCEDIMIENTO PARA EL ESTIRADO CONTINUO POR TRACCION DE BANDAS METALICAS E INSTALACION DE ESTIRADO POR TRACCION.
(16/05/2006) Procedimiento para el estirado continuo por tracción de bandas metálicas , especialmente con un espesor de banda de 0, 05 mm a 1, 5 mm, según el cual la respectiva banda recorre un juego de rodillos de frenado y un juego de rodillos de tracción y es sometida entre ambos juegos de rodillos a una tracción de alargamiento en el curso de su estirado en el dominio plástico, caracterizado porque la banda recorre entre los dos juegos de rodillos una zona de estirado (I) del lado de entrada entre dos rodillos de estirado por tracción de un par de rodillos de estirado por tracción del lado de entrada, una zona de estirado (III) del lado de salida entre dos rodillos de estirado por tracción de un par de rodillos de estirado por tracción del lado de salida y una zona de estirado central…
MAQUINA ENDEREZADORA PARA ENDEREZAR FLEJE METALICO.
(16/03/2006) Máquina enderezadora para enderezar fleje metálico o chapa metálica bajo tracción con al menos dos unidades de rodillos enderezadores en un montante de máquina , que están dispuestas en cada caso por encima o por debajo con relación al fleje metálico y que presentan en cada caso un chasis de rodillos con al menos un rodillo enderezador , dispuesto de forma giratoria alrededor de su eje longitudinal, así como medios de ajuste (24a a 24f) para las unidades de rodillos enderezadores para generar una rendija enderezadora y medios de guiado para mover las unidades de rodillos enderezadores entre una posición de trabajo y una posición de mantenimiento y desmontaje de rodillos distanciada del fleje metálico, caracterizada…
PROCEDIMIENTO Y DISPOSITIVO PARA ENDEREZAR POR ESTIRAMIENTO UNA BANDA LAMINADA EN FRIO, ASI COMO PARA REGULAR LA RAZON DE ESTIRAMIENTO.
(16/09/2005). Ver ilustración. Solicitante/s: SMS DEMAG AKTIENGESELLSCHAFT. Inventor/es: BEHRENS, HOLGER, FALKENHAHN, BODO, HARTUNG, HANS-GEORG, GRAMER, ANDREAS, ULRICH, RALF, KREFT, BERND, MELSTER, STEFAN.
Procedimiento para enderezar una banda laminada en frío, de modo que la banda pasa a través de un juego de rodillos de frenado y un juego de rodillos de tracción y entre los dos juegos de rodillos, en el transcurso de su estiramiento, se somete a una tracción de estiramiento, y en un juego de rodillos adicional dispuesto entre el juego de rodillos de frenado y el juego de rodillos de tracción se somete a una flexión bajo tracción para aumentar la razón de estiramiento, caracterizado porque con el juego de rodillos adicional se genera la parte principal de la tracción de estiramiento.
PROCEDIMIENTO E INSTALACION PARA CONFORMAR BANDA METALICA EN UNA INSTALACIONDE LAMINADO A B ANDA EN CALIENTE.
(01/12/2004). Ver ilustración. Solicitante/s: SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT. Inventor/es: SEIDEL, JURGEN.
A FIN DE AJUSTAR LA RELACION DE PLANEIDAD Y DE TENSION MINIMA Y MAXIMA DESEADA EN UN METAL LAMINADO EN UN EQUIPO DE LAMINADO DE FLEJES EN CALIENTE COMPUESTO DE UN TREN DE ACABADO, UN RECORRIDO DE ENFRIAMIENTO, UN EXCITADOR Y UNA MAQUINA BOBINADORA, SE PROPONE QUE EL MATERIAL DE FLEJE SE CONDUZCA A LA ZONA ENTRE EL RECORRIDO DE ENFRIAMIENTO Y LA BOBINADORA DE FORMA ALTERNA POR ENCIMA Y DEBAJO DE, AL MENOS, DOS RODILLOS DE TRABAJO DE ENDEREZADO POR ESTIRADO DISPUESTOS UNO TRAS OTRO, CONFIGURANDO UNA ZONA DE ENDEREZADO POR ESTIRADO , DISPONIENDOSE LOS RODILLOS DE TRABAJO DE ENDEREZADO POR ESTIRADO CON UN DESPLAZAMIENTO TAL ENTRE SI, QUE EL FLEJE SE INVIERTE EN CADA RODILLO DE TRABAJO DE ENDEREZADO POR ESTIRADO.
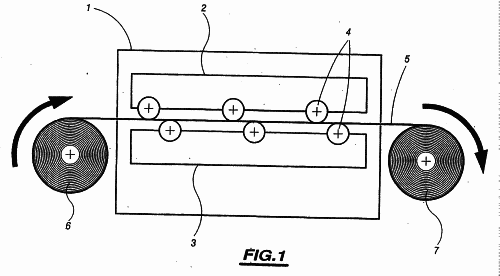
GRUPO DE LAMINADO EN MAQUINAS NIVELADORAS MANTENIDAS BAJO TENSION PARA BANDAS DE METAL, CON RODILLOS OPERATIVOS DE DIAMETRO CRECIENTE.
(16/09/2002). Solicitante/s: SELEMA S.R.L. Inventor/es: COZZI, SERAFINO.
UN GRUPO DE ESTIRAMIENTO PARA UNA MAQUINA DE NIVELACION CON UNOS RODILLOS OPERATIVOS DE DIAMETRO CRECIENTE.
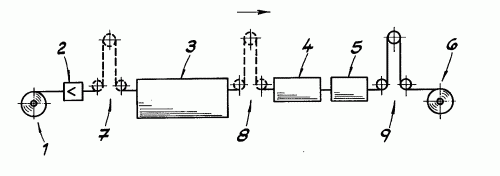
PROCEDIMIENTO Y LINEA DE TRATAMIENTO PARA LA FABRICACION DE BANDAS METALICAS CON SUPERFICIES DE LA BANDA DESCASCARILLADAS.
(01/02/2002). Ver ilustración. Solicitante/s: BWG BERGWERK- UND WALZWERK-MASCHINENBAU GMBH. Inventor/es: NOE, ROLF, DIPL.-ING., NOE, ANDREAS, DR. DIPL. ING.
SE TRATA DE UN PROCEDIMIENTO PARA LA FABRICACION DE BANDAS METALICAS CON UNA SUPERFICIE DESCASCARILLADA, DESPUES DE LA CUAL CADA BANDA METALICA SE RECUECE, SE ESTIRA Y SE DECAPA. EL ESTIRAMIENTO TIENE LUGAR JUSTAMENTE ANTES DEL RECOCIDO Y EL DECAPADO, JUSTO DESPUES DEL RECOCIDO, DE TAL MANERA QUE SE CONSIGUE UNA SUPERFICIE ESPECIALMENTE LIMPIA, SIN QUE SEA NECESARIO RADIACIONES Y/O CEPILLADO DE LA SUPERFICIE DE LA BANDA METALICA ANTES DEL DECAPADO.
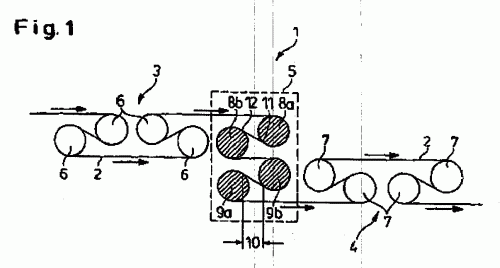
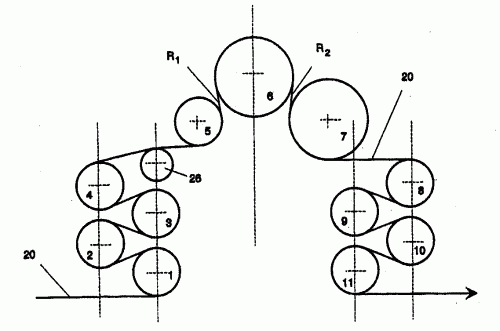
DISPOSITIVO PARA ESTIRAR FLEJES METALICOS DELGADOS POR TRACCION.
(16/12/2000). Ver ilustración. Solicitante/s: KAMPF GMBH & CO. MASCHINENFABRIK. Inventor/es: HUTZENLAUB, ARMIN, HEISTER, PAULUS.
LA INVENCION SE REFIERE A UN DISPOSITIVO PARA ESTIRAR FLEJES METALICOS DELGADOS POR FRACCION, EN PARTICULAR FLEJES DE ALUMINIO QUE TIENEN DE 0,1 A 0,5 MM DE ESPESOR. SEGUN LA INVENCION, SE FORMA UNA PRIMERA SECCION DE ESTIRADO (R 1 ), POR UN GRUPO DE RODILLOS DE RETENCION QUE VAN INTERCONECTADOS POR MEDIO DE ENGRANAJES DIFERENCIALES , Y CUYAS VELOCIDADES DE ROTACION SE CONTROLAN EN CONJUNTO, Y UN RODILLO CENTRAL DE ESTIRADO , SITUADO AGUAS ABAJO, CUYA VELOCIDAD DE ROTACION ESTA CONTROLADA. TODO ELLO VA SEGUIDO POR UN GRUPO DE RODILLOS DE TRACCION QUE VAN INTERCONECTADOS POR MEDIO DE ENGRANAJES DIFERENCIALES , Y CUYAS VELOCIDADES DE ROTACION VAN CONTROLADAS EN CONJUNTO, Y QUE FORMAN UNA SEGUNDA SECCION DE ESTIRADO (R 2 ) CON EL RODILLO CENTRAL DE ESTIRADO.
APARATO PORTATIL DE ENDEREZAMIENTO DE TUBOS.
(01/07/1995). Solicitante/s: SOCIETE JOSEPH SAURON MATERIEL INDUSTRIEL GAZ DE FRANCE. Inventor/es: SAURON, JEAN, THOMAS, JEAN-JACQUES.
LA PRESENTE INVENCION SE REFIERE A UN APARATO PORTATIL DE ENDEREZAMIENTO DE TUBOS. ESTE APARATO ESTA ESENCIALMENTE CONSTITUIDO POR UNA VIGA HUECA DOTADA EN SUS DOS EXTREMOS RESPECTIVAMENTE DE UN PRIMER Y DE UN SEGUNDO ORGANOS DE APOYO MOVILES UNO DE LOS CUALES , O PRIMER ORGANO DE APOYO MOVIL, ES ACCIONADO POR UN GATO ALOJADO EN LA VIGA HUECA, MIENTRAS QUE UN MANGO DE MANUTENCION DEL APARATO ESTA MONTADO TRANSVERSALMENTE Y SE PUEDE AJUSTAR SOBRE LA VIGA ENTRE EL PRIMER Y EL SEGUNDO ORGANO DE APOYO MOVILES, LLEVANDO ESTE MANGO UN TERCER ORGANO DE APOYO MOVIL . ESTE APARATO SE APLICA PARTICULARMENTE AL ENDEREZAMIENTO DE TUBOS DE POLIETILENO QUE DEBEN SER UNIDOS CABEZA A CABEZA.
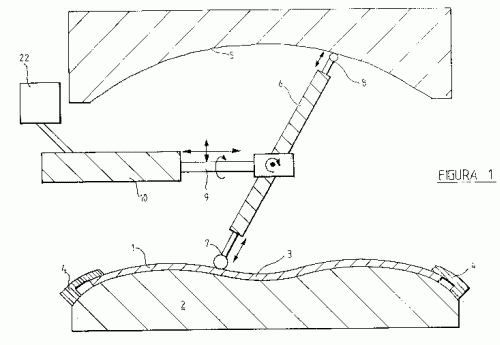
UN METODO Y APARATO PARA APLICAR UNA FUERZA A LA SUPERFICIE DE UNA PIEZA DE TRABAJO.
(16/10/1989). Ver ilustración. Solicitante/s: ABBEYBENCH LIMITED. Inventor/es: GOWAN, JOSEPH.
UNA PIEZA DE TRABAJO ES SOMETIDA A TRACCION POR MORDAZAS Y CONFORMADA O MODELADA POR ESTGIRAMIENTO SOBRE UNA MATRIZ . DURANTE ESTE PROCESO, SE APLICA UNA FUERZA A LA SUPERFICIE DE LA PIEZA DE TRABAJO MEDIANTE UNA HERRAMIENTA Y DE LAMINACION, QUE ES PORTADA EN UN EXTREMO DE UN EMBOLO HIDRAULICO . EN SU OTRO EXTREMO, EL EMBOLO HIDRAULICO TIENE UN RODILLO QUE SIGUE UN PERFIL DE UNA SUPERFICIE DE REACCION, PARA REACCIONAR CONTRA LA FUERZA APLICADA A LA PIEZA DE TRABAJO EN LA HERRAMIENTA DE LAMINACION. UN DISPOSITIVO AUTOMATIZADO O ROBOT FUNCIONA CONTROLADO POR UN ORDENADOR PARA MOVER EL EMBOLO HIDRAULICO A CUALQUIER POSICION DESEADA, A FIN DE APLICAR UNA FUERZA, POR MEDIO DE LA HERRAMIENTA DE LA MINACION, A LA SUPERFICIE DE LA PIEZA DE TRABAJO , EN CUALQUIER POSICION Y/U ORIENTACION DESEADAS.
DISPOSITIVO PARA EL CONTROL DE MATERIAL EN BANDAS.
(01/02/1977). Solicitante/s: WALZMASCHINENFABRIK AUGUST SCHMITZ, G. M. B. H.
Resumen no disponible.
PROCEDIMIENTO Y DISPOSITIVO PARA FABRICAR PLACAS DE CHAPA DE UNA CINTA METALICA.
(01/12/1976). Solicitante/s: WALZMASCHINENFABRIK AUGUST SCHMITZ GMBH.
Resumen no disponible.
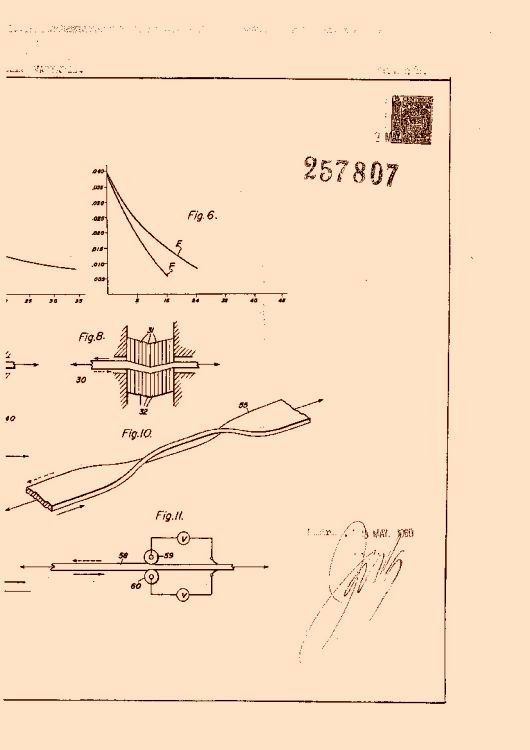
UN MÉTODO Y UN APARATO PARA AUMENTAR LA LONGITUD Y REDUCIR EL ESPESOR DE UN CUERPO ALARGADO.
(01/08/1960). Ver ilustración. Solicitante/s: GENERAL ELECTRIC COMPANY.
Un método de aumentar la longitud y reducir el espesor de un cuerpo alargado, caracterizado por someter porciones sucesivas de la longitud del cuerpo a tensión plástica cíclica, someter simultáneamente las mismas porciones sucesivas del cuerpo a esfuerzos de tracción insuficientes por sí mismos para producir alargamiento plástico de dicho cuerpo, y simultáneamente también someter las mismas porciones sucesivas de dicho cuerpo a presión suficiente solamente en combinación con la tensión plástica cíclica y el esfuerzo de tracción para reducir el espesor del cuerpo.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}