CIP-2021 : B29C 49/08 : Estirado biaxial durante el moldeo por soplado.
CIP-2021 › B › B29 › B29C › B29C 49/00 › B29C 49/08[1] › Estirado biaxial durante el moldeo por soplado.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto.
B29C 49/08 · Estirado biaxial durante el moldeo por soplado.
CIP2021: Invenciones publicadas en esta sección.
Decoración en molde de un artículo y retirada de la decoración.
(01/04/2020) Un proceso de decoración en molde para la fabricación de un artículo decorado que comprende las etapas de:
- introducir un soporte con una decoración (3, 4, 4a, 4b) pegada a este en un molde ;
- formar por moldeo por extrusión-soplado o moldeo por soplado-estirado un artículo en el molde , de modo que el artículo entre en contacto y se adhiera a la decoración (3, 4, 4a, 4b);
- despegar de forma irreversible la decoración (3, 4, 4a, 4b) adherida al artículo desde el soporte ; y
- retirar el artículo formado y decorado del molde ;
en donde
- se utiliza una temperatura por debajo…
Contenedor moldeado por soplado con estiramiento que tiene un agarre profundo moldeado integralmente y proceso para fabricar dicho contenedor.
(26/02/2020) Un proceso para fabricar un contenedor moldeado por soplado con estiramiento que tiene al menos un agarre concavo profundo (G), dicho proceso comprende las etapas de:
a) proporcionar una preforma en una cavidad de molde (MC) de un molde de soplado que comprende mitades de molde (2a, 2b),
b) moldear por soplado la preforma para formar un contenedor moldeado por soplado con estiramiento intermedio que comprende un cuerpo hueco moldeado por soplado con estiramiento biaxialmente que tiene un primer plano central vertical (P1), dicho primer plano central vertical (P1) correspondiente a un plano de contacto…
Preforma con parte inferior de estrella y contenedor correspondiente.
(10/12/2019). Solicitante/s: Société d'Exploitation des Sources Roxane. Inventor/es: TEXIER,STÉPHANE.
Preforma para contenedor de plástico, comprendiendo la preforma una parte de cuerpo que comprende una pared de espesor (e1) que se extiende según un eje longitudinal (X) y que está conectada a través de una periferia a una parte de parte inferior cerrada que presenta una parte superior , presentando la parte de parte inferior nervaduras que se extienden cada una desde la parte superior de la parte de parte inferior hacia la periferia para formar una estrella,
estando dicha preforma caracterizada por que una zona sustancialmente triangular dispuesta entre dos nervaduras adyacentes y una porción (8a) de la periferia presenta un espesor (e3) inferior al espesor (e1) de la pared.
PDF original: ES-2734576_T3.pdf
Método y aparato para producir una botella SBM llena.
(27/11/2019) Método para producir un recipiente lleno de una solución de infusión y que tiene un cuerpo principal que incluye un ancho que se extiende a lo largo de un primer eje transversal (B) del recipiente , y una profundidad que se extiende a lo largo de un segundo eje transversal (T) del recipiente , que corre perpendicularmente al primer eje transversal (B), y en donde el ancho del cuerpo principal es mayor que la profundidad del cuerpo principal , el método comprende las siguientes etapas del método:
- proporcionar una preforma que tiene un colgador que está dispuesta sobre una base de la preforma , en donde un eje transversal (QH) del colgador está dispuesto de manera que sea sustancialmente transversal, preferiblemente…
Método para moldear un recipiente utilizando una máquina de moldeo por inyección, estirado y soplado.
(08/05/2019) Método para moldear un recipiente utilizando una máquina de moldeo por inyección, estirado y soplado , incluyendo la máquina de moldeo por inyección, estirado y soplado : una placa de apriete que es guiada por un tirante montado sobre una placa de base inferior para poder moverse hacia arriba y hacia abajo en una dirección vertical de la máquina de moldeo por encima de la placa de base inferior ; una placa de base intermedia que es guiada por el tirante para poder moverse hacia arriba y hacia abajo en la dirección vertical de la máquina de moldeo por debajo de la placa de apriete ; un plato rotatorio que está sujeto debajo de la placa base intermedia de una manera libremente rotatoria, teniendo el plato rotatorio una dirección de eje de rotación que coincide con la dirección vertical de la máquina de moldeo, teniendo…
Molde de soplado para la fabricación de recipientes fabricados de material termoplástico.
(09/01/2019) Un molde de soplado para el soplado de un recipiente termoplástico que tiene un espesor de pared predeterminado,
comprendiendo el molde de soplado al menos dos semimoldes y un fondo del molde , que, en una posición cerrada, forman el molde de soplado,
en el que el molde tiene una superficie interna conformada para moldear la superficie externa del recipiente, en el que dicha superficie interna del molde comprende una o más cavidades y/o salientes conformados para formar salientes y/o cavidades respectivos correspondientes de la superficie externa del recipiente, en el que el molde comprende además una o más ranuras de ventilación que se comunican con el exterior del molde, conformadas…
Botella termoplástica con salientes de retención de copa de válvula y método para engarzar una copa de válvula a una botella termoplástica.
(12/09/2018). Solicitante/s: S. C. JOHNSON & SON, INC.. Inventor/es: RENNER,THOMAS A, STICHART,JOSEPH.
Una botella que comprende:
un cuerpo principal con un extremo abierto y un extremo cerrado;
una brida posicionada de manera adyacente al extremo abierto , siendo la brida configurada para entrar en contacto y retener una copa de válvula que se engarza a la brida de manera tal que cierre el extremo abierto de la botella ; y
al menos un saliente que se extiende desde la brida en una dirección que se aleja del resto de la botella ,
en donde el cuerpo principal, la brida , y el al menos un saliente están formados de un material termoplástico;
caracterizado por que
el al menos un saliente se extiende en una dirección que es sustancialmente perpendicular al eje de la botella que va desde el extremo abierto hasta el extremo cerrado.
PDF original: ES-2681237_T3.pdf
Preforma para recipiente fabricado de material plástico.
(13/07/2016) Una preforma de material plástico para producir una botella de PET que tiene un volumen inferior a 1 L y que pesa menos de 16 g por medio de una operación de estiramiento-soplado, definiendo dicha preforma un eje longitudinal (X) y dispuesto en un primer extremo de la misma con un cuello cilíndrico y definiendo 5 en secuencia las siguientes partes:
- una porción final roscada para enroscar un tapón,
- un anillo de cuello , debajo de dicha porción final roscada ,
- un primer segmento de conexión cilíndrico que tiene un primer diámetro exterior predeterminado y una pared que tiene un primer espesor (t1) sustancialmente igual…
Procedimiento de moldeo por inyección multicapa y de moldeo por soplado.
(06/01/2016) Proceso de moldeo por inyección superpuesta y soplado que comprende las siguientes etapas:
a. inyección de la preforma desde una unidad auxiliar de inyección adyacente al molde y desplazamiento del material procesado desde la unidad auxiliar de inyección al molde a través del canal de alimentación de la primera inyección , que está introducido en la placa de la cavidad y en la cavidad :
b. enfriamiento del material inyectado y apertura del molde por la línea de partición ;
c. alineación de la preforma en la cavidad de la segunda inyección y los elementos móviles (18 y 24);
d. cierre del molde en la cavidad de la segunda inyección y accionamiento del sistema mecánico de rampa desde el dispositivo de accionamiento ;
e. movimiento ascendente de la válvula tubular …
Preforma para la fabricación de un recipiente, procedimiento para la fabricación de un recipiente y uso.
(03/12/2014) Preforma para la fabricación de un recipiente para la recepción de un producto, en particular de un alimento, con un cuerpo base expandible que presenta una cavidad de un material multicomponente que comprende al menos dos zonas de material adyacentes una a otra, en la que. el cuerpo base expandible presenta un depósito con un agente activo antimicrobiano, caracterizada porque
la zona de material que presenta el agente activo está embebida como elemento semiesférico hueco en la primera zona de material en un lado de superficie del cuerpo base dirigido hacia la cavidad y sólo está dispuesta en un extremo …
Método para recalentar preformas.
(21/05/2014) Método para la fabricación de un recipiente que comprende:
proporcionar una preforma , en cuyo caso dicha preforma se compone de polipropileno; aplicando calor o de energía desde el exterior a al menos una porción de la preforma para llevarla a una temperatura más elevada, de tal forma que el calor o la energía calientan una superficie interior de la preforma ;
caracterizado en que
se aplica a la preforma un flujo de aire de, al menos, aproximadamente 11,1 m s-1 (2200 pies min-1) para mantener un diferencial de temperatura entre la superficie interior y la superficie exterior de la porción de la preforma que se ha calentado de alrededor de -6,66° C (20° F) y,…
Cuerpo moldeado por inyección que tiene propiedades de barrera excelentes.
(29/05/2013) Artículo moldeado por inyección con una estructura multicapa que comprende al menos una capa de unacomposición de resina de barrera que comprende una resina de poliamida que comprende una unidadconstitutiva de diamina, un 70% en moles o más de la cual se deriva de m-xililendiamina, y una unidadconstitutiva de ácido dicarboxílico, un 70% en moles o más de la cual se deriva de un ácido dicarboxílicoque contiene un ácido dicarboxílico de C4 a C20, a,ro-lineal, alifático y un ácido isoftálico a una razón molarde desde 30:70 hasta 100:0;
caracterizado porque la composición de resina de barrera contiene (A) del 20 al 60% en masa de la resinade poliamida, (B) del 80 al 40%…
Cuerpo moldeado por inyección que tiene una excelente propiedad de barrera.
(23/05/2012) Un artículo moldeado por inyección con una estructura multicapa que comprende al menos una capa de composición de resina de barrera que contiene una resina de poliamida (A) que comprende una unidad constitutiva de diamina de la que el 70% en moles o mayor se deriva de m-xililendiamina y una unidad constitutiva de ácido dicarboxílico de la que el 70% en moles o mayor se deriva de un ácido dicarboxílico que contiene un ácido dicarboxílico alifático α,ω-lineal C4 a C20 y ácido isoftálico en una proporción molar de 30:70 a 100:0, una poliolefina modificada (B) y un poliamida (D) libre del grupo m-xilileno; caracterizado por el hecho de que la composición de resina de barrera comprende de 50 a 90% en masa de…
Recipiente para líquidos de infusión.
(21/05/2012) Recipiente moldeado que se sostiene por sí mismo para líquidos de infusión, que comprende paredes que forman un fondo de apoyo plano , que permite colocación en vertical del recipiente, y un sector de hombro que se integra en un sector de cuello , estando formadas en las paredes del fondo de apoyo y/o del sector de hombro formadas unas líneas de plegado (BL) dispuestas y realizadas de manera que éstas en la extracción no aireada de líquido del recipiente , producen un aplanamiento del sector que presenta las líneas de plegado, caracterizado porque en el fondo de apoyo se encuentra realizada sobre el fondo de apoyo…
PROCEDIMIENTO DE POLIPROPILENO CON TIEMPO DE CICLO REDUCIDO EN EL MOLDEO POR INYECCION-ESTIRADO-SOPLADO.
(17/08/2010) Uso de un polipropileno isotáctico producido con un sistema catalizador de metaloceno para preparar artículos mediante moldeo por inyección-estirado-soplado, en el que dicho artículo tiene excelentes propiedades ópticas y rigidez y en la que el sistema catalizador de metaloceno comprende un componente metaloceno de fórmula I
(I)R''''s(CpR''k) (C''pR''''''k) MQ2
en la que (CpR''k) es un ciclopentadienilo sustituido, cada R'' es igual o diferente y es hidrógeno o un radical de hidrocarbilo tal como radical alquilo, alquenilo, arilo, alquilarilo o arilalquilo que contiene de 1 a 20 átomos de carbono o dos átomos de carbono están unidos para formar un anillo de C4-C6,
en la que (C''pR''''''k) es un grupo fluorenilo insustituido,
en…
RECIPIENTES GRANDES DE POLIESTER Y METODO PARA OBTENERLOS.
(01/06/2007). Solicitante/s: EASTMAN CHEMICAL COMPANY. Inventor/es: SPRAYBERRY, HAROLD, BLAKE.
Una botella unitaria obtenida por moldeo por soplado y estiramiento que tiene un peso de entre 200 y 800 gramos, botella que está preparada a partir de un poliéster de PET que contiene de 3, 5% en moles a 20% en moles de modificación co-polimérica y que tiene una VI de 0, 75 a 0, 85 dl/g.
RECIPIENTES GRANDES DE POLIESTER Y METODO PARA OBTENERLOS.
(01/05/2007). Solicitante/s: EASTMAN CHEMICAL COMPANY. Inventor/es: SPRAYBERRY, HAROLD, BLAKE.
Un recipiente unitario moldeado por soplado y estiramiento que tiene un peso de entre 200 y 800 gramos, recipiente que está formado a partir de un poliéster que tiene un componente diácido que comprende hasta 96, 5% en moles de ácido tereftálico o ácido naftalendicarboxílico y un componente de glicol; en el que dicho poliéster posee una viscosidad intrínseca (VI) de 0, 75 a 0, 85 dl/g.
PROCEDIMIENTO E INSTALACION PARA LA FABRICACION DE TUBOS DE MATERIA PLASTICA CON ESTIRADO BIAXIAL.
(16/03/2007) PROCEDIMIENTO DE FABRICACION DE TUBOS DE MATERIAL PLASTICO, SEGUN EL CUAL SE SOMETE A UN ESTIRADO BIAXIAL UN TUBO-DESBASTE (TE) LLEVADO A UNA TEMPERATURA CERCANA A SU TEMPERATURA DE ORIENTACION MOLECULAR, POR DILATACION RADIAL DEL TUBO DESBASTE EN EL INTERIOR DE UNA CAÑA DE FORMACION CON FORMACION DE UNA BURBUJA EN UN EXTREMO DEL TUBO, DESPLAZAMIENTO CONTROLADO DE ESTA BURBUJA HASTA EL OTRO EXTREMO DEL TUBO, Y CON ESTIRADO LONGITUDINAL. LA DILATACION RADIAL SE REALIZA EN AL MENOS DOS FASES, A SABER, UNA PRIMERA FASE DURANTE LA CUAL EL TUBO DESBASTE (TE) SE INFLA HASTA UN DIAMETRO INTERMEDIO (DI) DETERMINADO POR UNA ENVOLTURA DE DOBLE PARED, INTRODUCIDA EN LA CAÑA DE FORMACION CON CIRCULACION DE UN FLUIDO CALIENTE ENTRE LAS DOS PAREDES DE LA ENVOLTURA Y A CONTINUACION LA ENVOLTURA SE EXTRAE PROGRESIVAMENTE…
MEJORAS INTRODUCIDAS EN LA PATENTE DE INVENCION N. P-200102660 POR: RESINA DE POLITEREFTALATO DE ETILENO PARA LA PRODUCCION DE ENVASES.
(16/11/2006). Solicitante/s: BRILEN, S.A.. Inventor/es: LEZA ROA,FORTUN, GONZALEZ CLAVERIA,DAVID.
Resina de politereftalato de etileno para la producción de envases, la cual está definida por un copolímero constituido, básicamente, por ácido tereftálico (PTA) y etilenglicol (EG), con otros componentes en menor porcentaje, de forma que la resina de politereftalato de etileno incorpora un máximo de un 5% en peso de ácido isoftálico (PIA) y entre 180 a 350 mg./Kg. de antimonio y entre 10 a 70 mg./Kg. de cobalto, subsistiendo el antimonio, por la acción reductora del cobalto, en la resina en su estado de oxidación cero en la mayor medida posible frente a otros estados del mismo, mejorando la capacidad de captación de radiación en el infrarrojo (IR) cercano.
RESINA DE POLITEREFTALATO DE ETILENO PARA LA PRODUCCION DE ENVASES.
(16/02/2006). Solicitante/s: BRILEN, S.A.. Inventor/es: LEZA ROA,FORTUN, GONZALEZ CLAVERIA,DAVID.
Resina de politereftalato de etileno para la producción de envases. Resina de politereftalato de etileno para la producción de envases, la cual está definida por un copolímero constituido, básicamente, por ácido tereftálico (PTA) y etilenglicol (EG), con otros componentes en menor porcentaje, de forma que la resina de politereftalato de etileno incorpora entre un 3% y un 8% de ácido isoftálico (PIA) para uso por inyección, por cualquier tecnología, de preformas destinadas a la producción de envases mediante moldeo por soplado en los que la tasa total de estirado bi-axial es igual o superior a 15.
RECIPIENTES DE POLIESTER GRANDES Y METODO DE FABRICACION.
(16/07/2005). Solicitante/s: EASTMAN CHEMICAL COMPANY. Inventor/es: SPRAYBERRY, HAROLD, BLAKE.
La presente invención se refiere a un gran recipiente de poliéster moldeado que pesa más de aproximadamente 200 gramos, preferentemente, entre aproximadamente 200 y aproximadamente 800 gramos. En particular, la presente invención se refiere a recipientes de poliéster de un volumen de varios galones. En un cierto modo de realización, el recipiente es una botella formada a partir de un componente diácido que contiene hasta aproximadamente 96,5% en moles de ácidos tereftálico o de ácido naftaleno-dicarboxílico y un componente glicol, teniendo dicho poliéster un IV de aproximadamente 0,75 a aproximadamente 0,85.
PRODUCTOS DE POLIMERO DE POLIESTER.
(01/03/1997) BOTELLAS RELLENABLES DE POLIETILENO TERAFTALATO (PET) SON HECHAS MEDIANTE MOLDEO POR INSUFLACION DE AIRE COMPRIMIDO E INCLUYE UN CUELLO ROSCADO DE PET TRANSPARENTE, AMORFO Y SUSTANCIALMENTE NO ORIENTADO; UN CUERPO SUSTANCIALMENTE CILINDRICO DE PET TRANSPARENTE, AMORFO Y ORIENTADO BIAXIALMENTE CON UN ESPESOR DESDE 0.4 HASTA 0.9 MM Y UN AREA DE GRADO DE EXPANSION DE AL MENOS 7; Y UNA BASE DE PET TRANSPARENTE, AMORFA Y SUSTANCIALMENTE NO ORIENTADA O PARCIALMENTE ORIENTADA, EN LO CUAL EL PET ES UN POLIMERO DE POLIETILENO TERAFTALATO DESORDENADAMENTE MODIFICADO MEDIANTE EL REMPLAZAMIENTO DESDE 1 A HASTA 6% EN MOLES DE LAS UNIDADES…
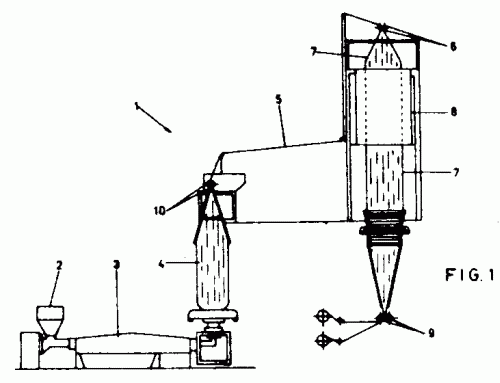
PROCESO Y APARATO PARA MOLDEO POR SOPLADO DE RESINAS TERMOPLASTICAS.
(01/05/1996). Solicitante/s: PLAXATS OLLE, SALVADOR. Inventor/es: PLAXATS OLLE, SALVADOR.
SE DESCRIBE UN PROCESO Y APARATO PARA MOLDEADO POR SOPLADO DE RESINAS TERMOPLASTICAS, PARTICULARMENTE CUERPOS HUECOS, Y QUE CONSISTE EN LLEVAR A CABO, EN UN PRIMER PASO, UNA INYECCION DE RESINA EN ESTADO TERMOPLASTICO EN UN PRIMER MOLDE CALEFACTOR FORMADO POR CAVIDADES TABULARES ESTRECHAS QUE TIENEN UNA ZONA SUPERFICIAL, DESDE DONDE, UNA VEZ QUE LA RESINA HA ALCANZADO EL ESTADO TERMOELASTICO, ES EXTRUDE EN UN SEGUNDO PASO PARA FORMAR UN HUECO ORIENTADO EN UN SEGUNDO MOLDE DONDE, EN UN TERCER PASO, SE COMPLETA EL MOLDEO MEDIANTE SOPLADO, HASTA QUE SE OBTIENE EL CUERPO FINAL HUECO. SE DESCRIBE UN APARATO QUE PUEDE REALIZAR UN GRUPO DE CUATRO PRE-MOLDEOS, SITUADO EN UN PLANO SUPERIOR, MONTADO SOBRE UN FILM Y CON POSIBILIDAD DE ROTACION DE 90 ORES EN FRENTE DE LOS MODULOS DE PRE-MOLDEO, EN PARES. EL PROCESO Y APARATO SE PUEDEN APLICAR EN LA INDUSTRIA DE RECIPIENTES, QUE REQUIERE UNAS PAREDES MUY REGULARES EN TODO EL RECIPIENTE.
TUBOS CON CONEXIONES INTEGRADAS.
(16/11/1994). Solicitante/s: VINIDEX TUBEMAKERS PTY. LTD. UPONOR N.V. Inventor/es: CHAPMAN, PETER, GLANVILLE, MACOVAZ, GEORGE, JARVENKYLA, JYRI J.
UNA TUBERIA DE PLASTICO, CIRCUNFERENCIAL O BIAXIALMENTE ORIENTADA, COMPRENDIENDO UN CUERPO CON UN MANGUITO ADAPTADOR INTEGRAL EN UN EXTREMO DE LA MISMA. EL MANGUITO ADAPTADOR TIENE UNA PARED DE TIRO O ARRASTRE INFERIOR QUE EL CUERPO DE LA TUBERIA.
METODO PARA FABRICAR UN CONTENEDOR DE PLASTICO, Y CONTENEDOR FABRICADO POR MEDIO DEL METODO.
(16/05/1994) UN CONTENEDOR , ESPECIALMENTE UNA BOTELLA, SE FABRICA A PARTIR DE UNA PIEZA EN TOSCO O UNA PROFORMA DE TEREFTALATO DE POLIETILENO (TPE), EN DONDE LA PIEZA EN TOSCO TIENE UNA PARTE DE BOCA , UNA PARTE SUPERIOR SUBSTANCIALMENTE CONICA QUE SE EXTIENDE DESDE LA PARTE DE BOCA Y UNA PARTE CILINDRICA QUE SE EXTIENDE DESDE LA PARTE CONICA HACIA LA PARTE INFERIOR DE LA PIEZA EN TOSCO Y QUE TIENE UN ESPESOR DE PARED SUBSTANCIALMENTE UNIFORME. CUANDO SE VUELVE A DAR FORMA A LA PIEZA EN TOSCO , EL HOMBRO DEL CONTENEDOR SE FORMA SUBSTANCIALMENTE SOLO DEL MATERIAL QUE EN LA PIEZA EN TOSCO ESTA SITUADO EN LA PARTE SUPERIOR CONICA DE LA PIEZA EN TOSCO, MIENTRAS QUE LA PARTE CILINDRICA…
PROCEDIMIENTO PARA LA OBTENCION DE MATERIALES BIORIENTADOS.
(16/09/1989). Ver ilustración. Solicitante/s: EXTRUSION DE RESINAS VINILICAS, S.A.(ERVISA). Inventor/es: MARTIN VILLARRUBIA,BERNABE.
PROCEDIMIENTO PARA LA OBTENCION DE MATERIALES RETRACTILES BIORIENTADOS. PROCEDIMIENTO PARA LA OBTENCION DE MATERIALES RETRACTILES BIORIENTADOS, ESTANDO CONSTITUIDO POR UNA TOLVA EN LA QUE SE INTRODUCE LA GRANZA Y LOS MATERIALES A AÑADIR, QUE SE COMUNICA CON UNA EXTRUSORA DE LA QUE SALE EL MATERIAL EN ESTADO LIQUIDO, A TRAVES DE UNA ABERTURA CIRCULAR Y QUE AL INSUFLAR AIRE CONFORMA UNA BURBUJA DE FILM QUE POR MEDIO DE UNA PAREJA DE RODILLOS QUEDA EN FORMA DE LAMINA, PASANDO POR UNA PAREJA DE RODILLOS O QUE AL INSUFLAR AIRE A LA SALIDA ES SUSCEPTIBLE DE CONFORMAR UNA SEGUNDA BURBUJA DE DIAMETRO VARIABLE A VOLUNTAD Y PASANTE POR UN HORNO TUBULAR QUE CALIENTA NUEVAMENTE EL FILM, QUE CONVERGE A UNA PAREJA DE RODILLOS DE VELOCIDAD GRADUABLE RESPECTO A LA PAREJA DE RODILLOS DE ENTRADA DEL FILM.
APARATO PARA LA FABRICACION DE TUBOS DE MATERIAL PLASTICO ORIENTADO MOLECULARMENTE POR EXPANSION RADIAL DE UNA SECCION DE TUBO.
(16/11/1986). Solicitante/s: DRAKA POLVA B.V.
APARATO PARA LA FABRICACION DE TUBOS DE MATERIAL PLASTICO ORIENTADO MOLECULARMENTE. CONSTA DE: A) UN MOLDE CONSTITUIDO EXTERIORMENTE POR UNA ENVOLTURA TUBULAR CUYO DIAMETRO INTERNO CORRESPONDE AL DIAMETRO EXTERNO DE LA SECCION DE TUBO QUE SE PRODUCE; B) UNA CUBIERTA FIJADA DE FORMA AMOVIBLE POR PERNOS (4 Y 5) A , QUE CONSTA DE: UN ORGANO DE OBTURACION Y PRESION CONSTITUIDO POR UN ALOJAMIENTO CENTRAL INTERNO ROSCADO; UNA TUBULADURA AXIAL Y UNA TUBULADURA LATERAL ; C) UNA CUBIERTA FIJADA DE IGUAL MODO QUE LA PROVISTA DE UNA TUBULADURA PERIFERICA . SE UTILIZA PARA FABRICAR TUBOS QUE TRANSPORTEN FLUIDOS A PRESION.
UN METODO PARA LA FABRICACION DE ARTICULOS HUECOS A PARTIR DE POLIMERIDOS DE CLORURO DE VINILO ESTABILIZADOS.
(16/06/1969). Solicitante/s: UNILEVER N.V..
Resumen no disponible.
{kind=link}