CIP-2021 : B21K 1/12 : de sección de forma particular.
CIP-2021 › B › B21 › B21K › B21K 1/00 › B21K 1/12[2] › de sección de forma particular.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B21K 1/00 hasta B21K 25/00: Fabricación de piezas especiales por forjado, prensado o martillado; Equipo correspondiente
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21K FABRICACION DE ARTICULOS METÁLICOS FORJADOS O PRENSADOS, p. ej. HERRADURAS, REMACHES, BULONES O RUEDAS (fabricación de artículos especiales por trabajo de las hojas metálicas sin arranque sustancial de material B21D; Trabajo de alambre B21F; fabricación de alfileres, agujas o clavos B21G; fabricación de artículos especiales por laminado B21H; máquinas de forjar, prensar, martillar en general B21J; fabricación de cadenas B21L; chapado B23K).
B21K 1/00 Fabricación de elementos de máquinas.
B21K 1/12 · · de sección de forma particular.
CIP2021: Invenciones publicadas en esta sección.
Procedimiento para la fabricación de un árbol compensador.
(14/06/2017) Procedimiento para la fabricación de un árbol compensador a partir de una pieza bruta de árbol forjada , presentando el árbol compensador una sección de árbol con un centro de gravedad que se desarrolla de forma excéntrica respecto al eje de rotación del árbol compensador , que junto con el eje de rotación forma un plano de desequilibrio que se extiende fundamentalmente de manera ortogonal a la división de estampa , presentando la sección de árbol un cuerpo base y una acanaladura que sale del mismo, que respecto al eje de rotación se desarrolla en la dirección opuesta al centro de gravedad del plano de desequilibrio con una altura…
Limpiaparabrisas trasero con una disposición de accionamiento eléctrico para automóviles.
(29/03/2012) Limpiaparabrisas trasero con una disposición de accionamiento eléctrico, en particular para un automóvil con un árbol de inducido y un paquete de inducido , en el que el árbol de inducido está alojado por medio de al menos un rodamiento y comprende un tornillo sin fin para el accionamiento de una disposición de engranaje, caracterizado porque el árbol de inducido está fabricado de un material de barra, que presenta un diámetro nominal constante uniforme sobre la longitud del árbol de inducido entre 5 mm y 7 mm, con preferencia entre 5, 5 mm y 6, 5 mm, en el que el árbol de inducido presenta para la unión por fricción…
PROCEDIMIENTO DE FABRICACIÓN DE UNA PIEZA FORJADA, PIEZA FORJADA Y ESTAMPA DE FORJA.
(07/04/2011) Procedimiento de fabricación de una pieza forjada, especialmente árboles segmentados , que comprende una prolongación unilateral asimétrica configurada en forma de tres dientes, en donde se prensa material redondo por extrusión transversal lateral en un primer molde para obtener una pieza bruta con una acumulación unilateral de material y a continuación se forja dicho material en una estampa de forja hasta casi alcanzar la forma final, con lo que el recorrido de las fibras en los flancos del diente central está configurado con un paralelismo especialmente bueno con respecto a los flancos y conduce a una resistencia incrementada del diente central
METODOS DE FABRICACION DE UNA UNIDAD DE CAMISA EXTERIOR.
(18/10/2010) Método para fabricar una unidad de camisa exterior provista de una camisa exterior cilíndrica que tiene un eje central (O) y que aloja un mecanismo que genera una fuerza amortiguadora y un soporte de articulación que está montado sobre la camisa exterior para conectar una articulación, en el que una base de la camisa exterior está formada utilizando un proceso de cierre,
caracterizado por el hecho de que después de formar la base , es soldado el extremo inferior del soporte de articulación a la camisa exterior utilizando un método de soldadura hacia abajo vertical para soldar un extremo inferior (7f) del soporte de articulación a la camisa exterior , comprendiendo dicho método de soldadura:
disponer una antorcha de una unidad…
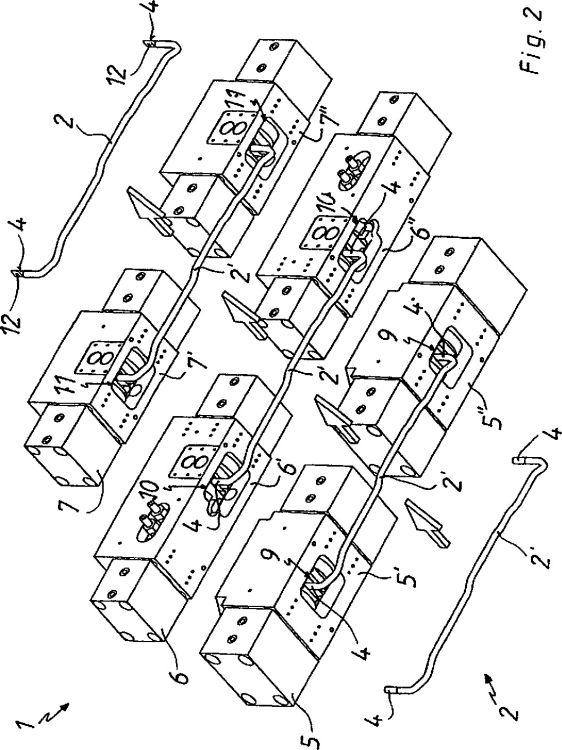
PROCEDIMIENTO Y DISPOSITIVO PARA LA PRODUCCION DE ESTABILIZADORES.
(14/12/2009). Ver ilustración. Solicitante/s: THYSSENKRUPP BILSTEIN SUSPENSION GMBH. Inventor/es: MERTENS,UDO.
Procedimiento para la producción de estabilizadores , efectuando en una pieza bruta de estabilizador varias fases de mecanizado tales como procesos de conformado de las zonas extremas y producción de escotaduras en las zonas extremas , caracterizado porque en un cuerpo base de estabilizador (2'') terminado de pre-curvar en estado frío se calientan simultáneamente las dos zonas extremas , se someten las dos zonas extremas calentadas simultáneamente a un proceso de conformado y se producen en las zonas extremas conformadas simultáneamente unas escotaduras , y se lleva a cabo a continuación por lo menos un calibrado de las escotaduras , para lo cual se hace pasar el cuerpo base (2'') de forma secuencial a través de las diversas estaciones de mecanizado de una instalación de mecanizado, y se sujeta alineado en cada estación de mecanizado.
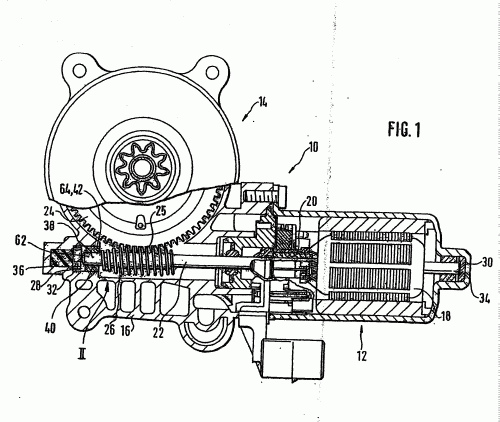
METODO PARA LA FABRICACION DE UN EJE, ASI COMO DEL DISPOSITIVO QUE CONTIENE DICHO EJE.
(01/05/2006). Ver ilustración. Solicitante/s: ROBERT BOSCH GMBH. Inventor/es: FAUTH, LOTHAR.
Un método para fabricar un eje , especialmente un eje inducido , de un accionamiento electromotor, que se retiene al menos mediante un apoyo para ejes , y el eje se forma en una superficie de apoyo , en al menos un punto, mediante el desplazamiento de material, caracterizado porque, en primer lugar, se forma un tornillo sin fin en el eje , y, a continuación, se forma al menos una superficie de apoyo para la guía en un apoyo para ejes, en la zona del tornillo sin fin , mediante un desplazamiento de material.
{kind=link}
{kind=link}