CIP-2021 : B21K 1/56 : de elementos fileteados.
CIP-2021 › B › B21 › B21K › B21K 1/00 › B21K 1/56[1] › de elementos fileteados.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B21K 1/00 hasta B21K 25/00: Fabricación de piezas especiales por forjado, prensado o martillado; Equipo correspondiente
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21K FABRICACION DE ARTICULOS METÁLICOS FORJADOS O PRENSADOS, p. ej. HERRADURAS, REMACHES, BULONES O RUEDAS (fabricación de artículos especiales por trabajo de las hojas metálicas sin arranque sustancial de material B21D; Trabajo de alambre B21F; fabricación de alfileres, agujas o clavos B21G; fabricación de artículos especiales por laminado B21H; máquinas de forjar, prensar, martillar en general B21J; fabricación de cadenas B21L; chapado B23K).
B21K 1/00 Fabricación de elementos de máquinas.
B21K 1/56 · de elementos fileteados.
CIP2021: Invenciones publicadas en esta sección.
Procedimiento y par de mordazas para fabricar una punta perforante, y tornillo, broca o remache.
(06/12/2017). Solicitante/s: Würth International AG. Inventor/es: WUNDERLICH, ANDREAS, ECKERT, RAINER.
Procedimiento para fabricar una punta perforante, en particular la punta perforante de un tornillo, con los siguientes pasos de procedimiento:
1.1 se posiciona una clavija de alambre con un extremo en el espacio intermedio entre dos mordazas distanciadas entre sí ,
1.2 se realiza un movimiento de acercamiento de las mordazas , y
1.3 al cerrar las mordazas :
1.3.1 se forma la punta perforante entre las dos mordazas ,
1.3.2 el material excedente es desplazado hacia un apéndice que rodea el extremo de la clavija de alambre ,
1.3.3 el apéndice es deformado en los lados longitudinales de la clavija de alambre para conformar un punto de rotura nominal,
1.3.4 se separa el apéndice a lo largo de los filos de corte de la punta perforante de la clavija de alambre ; y
1.4 después de desmoldar la punta perforante, el apéndice es cizallado de la clavija de alambre.
PDF original: ES-2657430_T3.pdf
PDF original: ES-2657430_T8.pdf
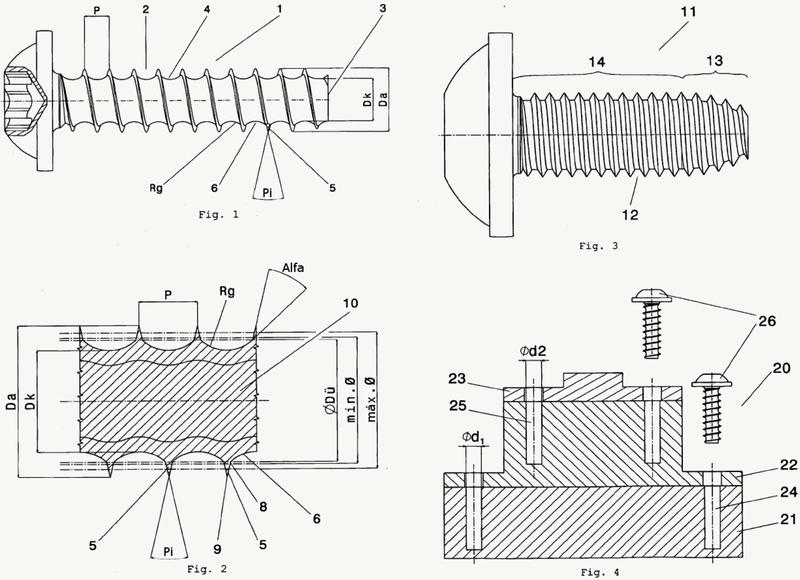
Tornillo resistente a la corrosión, uso de un tornillo de este tipo en un entorno corrosivo y procedimiento para la producción de un tornillo de este tipo.
(02/03/2016). Ver ilustración. Solicitante/s: BAIER & MICHELS GMBH UND CO. KG. Inventor/es: Ambros,Olaf.
Tornillo , presentando un vástago provisto de una rosca , consistente en un material adecuado para un tratamiento térmico de aumento de la solidez, el cual es resistente frente a la corrosión, caracterizado por que el tornillo presenta una primera solidez predeterminada antes de la conformación de la rosca mediante conformado, la cual está causada por el tratamiento térmico, por que el vástago se conforma para la producción de la rosca con filetes de rosca , flancos de rosca y una base de rosca y los filetes de rosca tienen una mayor solidez debido al endurecimiento por deformación en frío que se da debido a ello frente a la zona no conformada y presentan una segunda solidez, estando configurada la rosca con formación de rosca o de manera autorroscante.
PDF original: ES-2572483_T3.pdf
Método para producir un tornillo autoperforante de acero de una pieza con barrena de perforación con borde de corte y tornillo autoperforante de acero de una pieza.
(17/06/2015) Un método para producir una barrena de perforación , que comprende un borde de corte , de un tornillo autoperforante de acero monobloque , en particular hecho de acero inoxidable, en donde para producir la barrena de perforación se remodela la sección final de una pieza bruta en forma de eje proporcionada para esto,
- en donde en un primer paso de remodelación la sección final de la pieza bruta proporcionada para formar la barrena de perforación se aplana contra la sección de eje adyacente para producir una pieza bruta de inserto de corte y
- en donde en un segundo paso de remodelación, la pieza bruta de inserto de corte se remodela para formar la barrena de perforación ,
caracterizado por que
- el primer y segundo pasos de remodelación son dos pasos de formación en…
Procedimiento para la fabricación de un inserto roscado con rosca interior y exterior e inserto roscado.
(25/03/2013) Procedimiento para la fabricación de un inserto roscado con rosca interior y exterior que tienen pasos de roscadistintos o iguales, en el que el inserto roscado se conforma previamente en un lado con el perfil de la rosca exterior y en su otro lado con el perfil de la rosca interior , caracterizado porque el inserto roscado se enrolla apartir de una banda perfilada conformada previamente con los correspondientes perfiles roscados.
Proceso para producir un tornillo formador de roscado.
(12/09/2012) Proceso para producir un tornillo formador de roscado que tiene un vástago yal menos un roscado formado en una sola pieza con el vástago y dispuesto encircunferencia al menos por secciones, que comprende los pasos:
- formar el roscado en el vástago ;
- acuñar a continuación varias escotaduras en el roscado ; y
- luego fijar mediante soldadura varios elementos de corte compactos en las escotaduras en el roscado , en cuyo caso los elementos de corte se elaborande un material duro y tienen una dureza mayor a la dureza del roscado .
PROCEDIMIENTO PARA LA FABRICACIÓN DE MEDIOS DE FIJACIÓN O CONEXIÓN CON CONTORNOS EXTERIORES RADIALES, PARTICULARMENTE TORNILLOS Y PERNOS ROSCADOS.
(15/03/2012) Procedimiento para la fabricación de medios de fijación o de conexión con contornos exteriores radiales, particularmente tornillos o pernos roscados de material macizo metálico, caracterizado por el hecho de que en una primera etapa de prensado se forman en una pieza en bruto prefabricada, con al menos una sección en forma de vástago para un contorno exterior radial previsto, en la sección en forma de vástago varias escotaduras que transcurren en dirección axial a una distancia radial establecida, y en una segunda etapa de prensado la pieza en bruto prefabricada con las escotaduras se coloca de tal forma en un molde partido de varias piezas , cuyas mordazas de prensado están provistas con un perfilado interno que conforma el contorno exterior, con las mordazas de prensado abiertas…
PERNO HUECO CON TALADRO LONGITUDINAL Y EL METODO DE FABRICACION DEL MISMO.
(25/10/2010) Método para la fabricación de un perno hueco provisto de muescas circunferenciales, en el cual un perno en bruto con un taladro longitudinal , circundado de una pared toroidal , se provee de unas ranuras longitudinales que transcurren entre las elevaciones que determinan el diámetro del perno y donde se laminan unas muescas circunferenciales sobre el perno hueco provisto de ranuras longitudinales y elevaciones . La sección de las ranuras longitudinales está diseñada de forma que una parte del material desplazado al laminar las muescas fluye hacia las ranuras longitudinales , sin deformar la pared toroidal
METODO PARA FORJAR EN FRIO UN ELEMENTO DE FIJACION DE ALTA RESISTENCIA A PARTIR DE UN MATERIAL AUSTETINICO DE LA SERIE 300.
(17/05/2010) Un método para forjar en frío un elemento de fijación de alta resistencia con material austenítico de la serie 300, que comprende las etapas de:
una preparación para preparar un cuerpo cilíndrico de austenita en bruto, de la serie 300, que tiene un primer diámetro (d1) que inicialmente se comprime mediante una forja en frío para reducir más del 15% de dicho primer diámetro (d1) y generar así un vástago preliminar con un segundo diámetro (d2) más pequeño que dicho primer diámetro, proporcionando así a dicho vástago , que está provisto con más alta densidad y resistencia de soporte, más de la mitad de la fuerza más que dicho cuerpo cilíndrico en bruto ;
una…
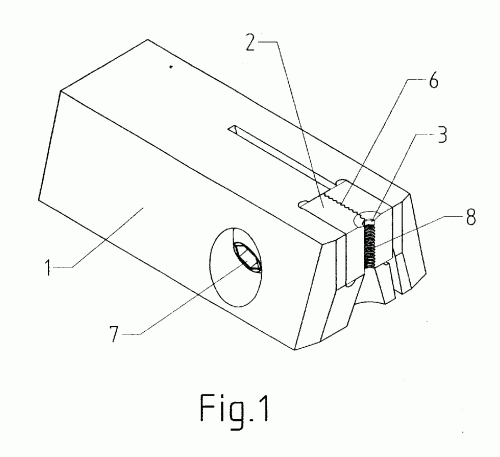
PIEZA INSERTADA DE HERRAMIENTA RESISTENTE AL DESGASTE.
(16/07/2004). Ver ilustración. Solicitante/s: PLANSEE TIZIT GESELLSCHAFT M.B.H.. Inventor/es: SCHRETTER, MICHAEL, ING., GINTHER, THOMAS, ING., DE MONTE, MARKUS, ING., POSCH, RICHARD.
LA INVENCION SE REFIERE A UN INSERTO DE HERRAMIENTA RESISTENTE AL DESGASTE PARA MAQUINAS DE FABRICAR CLAVOS, TUERCAS, REMACHES Y SIMILARES, SIENDO EL MATERIAL DE PARTIDA UN ELEMENTO EN FORMA DE HILO. SEGUN LA INVENCION, EL INSERTO DE HERRAMIENTA ESTA DIVIDIDO EN LA DIRECCION AXIAL DEL HILO ALIMENTADO, LO QUE LE PERMITE "CEDER" DE FORMA CONTROLADA EN CASO DE SOBRECARGA Y EVITA SU RUPTURA POR ESFUERZOS DE TRACCION EXCESIVOS.
TORNILLO DE ROSCA DE CHAPA DE PUNTA LARGA Y METODO DE FABRICACION.
(16/06/1995) TORNILLO DE ROSCA DE CHAPA DE PUNTA LARGA Y METODO DE FABRICACION. UN TORNILLO DE ROSCA DE CHAPA DE PUNTA LARGA Y METODO PARA LA FORMACION DE UN TORNILLO DE ROSCA DE CHAPA TAL. EL TORNILLO DE ROSCA DE CHAPA FORMADO POR ESTE METODO ESTABILIZA EL TORNILLO DURANTE EL PASO DE PERFORACION DEL ORIFICIO DE ARRASTRE DEL TORNILLO Y PRODUCE UN ORIFICIO DIMENSIONADO CON PRECISION PARA RECIBIR LA PARTE ROSCADA DEL TORNILLO. EL METODO DE FORMACION DEL TORNILLO DE ROSCA DE CHAPA SE INICIA PROPORCIONANDO UN PRIMORDIO DE TORNILLO SIN ROSCAR QUE TIENE UN EXTREMO DE CABEZA Y UNA PUNTA . SE FORMA UNA CABEZA DE ARRASTRE EN EL EXTREMO DE CABEZA Y UNA PARTE DE PERFORACION EN EL CUERPO DISTAL…
MECANISMO DE TRANSMISION DE MOVIMIENTO CON UNA ARTICULACION.
(16/10/1991) UN MECANISMO DE TRANSMISION DE MOVIMIENTO, QUE INCLUYE UNA SALIDA DE ALIMENTACION, UNIDAD DE SALIDA Y UNA ARTICULACION QUE ENLAZA LA UNIDAD DE ALIMENTACION Y LA UNIDAD DE SALIDA, CARACTERIZADO PORQUE EL ACOPLAMIENTO INCLUYE: UN MIEMBRO DE CIGUEÑAL DE UN BRAZO MONTADO SOBRE PIVOTE EN LA MAQUINA; UNA MANIVELA DE DOS BRAZOS MONTADO SOBRE UN PIVOTE EN LA MAQUINA Y QUE TIENE UN PRIMER BRAZO DE CIGUEÑAL Y UN SEGUNDO BRAZO DE CIGUEÑAL ACOPLADOS A LA UNIDAD DE SALIDA; UN ACOPLADOR UNIDOS SOBRE PIVOTE POR UN EXTREMO AL MIEMBRO DE CIGUEÑAL DE UN BRAZO Y POR EL OTRO EXTREMO DEL MISMO AL PRIMER BRAZO DE CIGUEÑAL DEL MIEMBRO DE CIGUEÑAL DE DOS BRAZOS ; Y UNA PLACA DE ACCIONAMIENTO MONTADA DE FORMA GIRATORIA EN LA MAQUINA Y QUE…
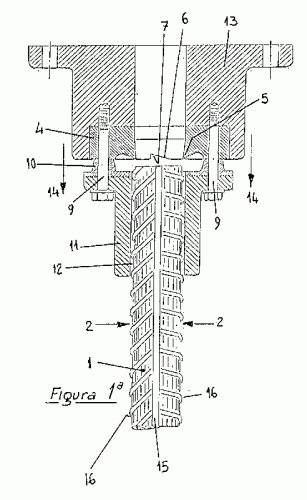
PROCEDIMIENTO Y APARAO PARA DEJAR CILINDRICOS LOS EXTREMOS DE LAS BARRAS CORRUGADAS UTILIZADAS EN LA CONSTRUCCION.
(16/07/1991). Ver ilustración. Solicitante/s: ARAUJO DELGADO, JUAN LUIS.
PROCEDIMIENTO Y APARATO PARA DEJAR CILINDRICOS LOS EXTREMOS DE LAS BARRAS CORRUGADAS UTILIZADAS EN LA CONSTRUCCION. DISPONE DE UN ANILLO CORTANTE QUE ENFRENTADO AL PERFIL DE LA BARRA CORRUGADA, POR SIMPLE PRESION HACE EL DESPRENDIMIENTO DE LOS NERVIOS Y DEJA EL EXTREMOS TRATADO COMPLETAMENTE CILINDRICO PARA UN POSTERIOR ROSCADO DE DICHA EXTREMIDAD, EN BARRAS QUE SON USADAS EN HORMIGON ARMADO, PARA LA FORMACION DE PAREDES, MUROS Y VIGAS DE LA CONSTRUCCION.
PROCEDIMIENTO DE FABRICACION DE UN INSERTO QUE PRESENTA LA FORMA GENERAL DE UN TUBO FILTRADO INTERIORMENTE Y EXTERIORMENTE Y HERRAMIENTA PARA SU REALIZACION.
(16/03/1987). Solicitante/s: SIMMONDS S.A..
PROCEDIMIENTO PARA LA FABRICACION DE UN INSERTO FILETEADO Y HERRAMIENTA PARA DICHO FIN. EL PROCEDIMIENTO CONSTA D EUNA PRIMERA OPERACION DE REALIZACION DE UN ORIFICIO ATERRAJADO EN UNA PIEZA QUE TIENE UN MACHO QUE PUEDE SOBRESALIR DEL ORIFICIO POR SU CARA ACTIVA QUE SUFRE EL ATERRAJADO AL TIEMPO QUE EL ORIFICIO. SE ENROSCA EN ESTE ORIFICIO EL INSERTO PARA FORMAR SOBRE SU PERIFERIA EXTERNA UN FILETEADO MACHO CORRESPONDIENTE AL FILETEADO HEMBRA EFECTUADO, Y SE EJERCE PRESION SOBRE EL MACHO HACIA EL EJE DEL ORIFICIO PARA CREAR SOBRE LA PARED DE ESTE UNA HUELLA Y TRAS LA RETRACCION DEL MACHO SE RETIRA POR DESENROSCAMIENTO EL INSERTO DEL ORIFICIO ATERRAJADO.
{kind=link}
{kind=link}
{kind=link}