CIP-2021 : G05B 19/41 : caracterizado por la interpolación, p. ej. por el cálculo de puntos intermedios entre los puntos extremos programados para definir el recorrido a seguir y la velocidad del desplazamiento a lo largo de ese recorrido (G05B 19/25,
G05B 19/31, G05B 19/37, G05B 19/39, G05B 19/40 tienen prioridad).
CIP-2021 › G › G05 › G05B › G05B 19/00 › G05B 19/41[3] › caracterizado por la interpolación, p. ej. por el cálculo de puntos intermedios entre los puntos extremos programados para definir el recorrido a seguir y la velocidad del desplazamiento a lo largo de ese recorrido (G05B 19/25, G05B 19/31, G05B 19/37, G05B 19/39, G05B 19/40 tienen prioridad).
G FISICA.
G05 CONTROL; REGULACION.
G05B SISTEMAS DE CONTROL O DE REGULACION EN GENERAL; ELEMENTOS FUNCIONALES DE TALES SISTEMAS; DISPOSITIVOS DE MONITORIZACION O ENSAYOS DE TALES SISTEMAS O ELEMENTOS (dispositivos de maniobra por presión de fluido o sistemas que funcionan por medio de fluidos en general F15B; dispositivos obturadores en sí F16K; caracterizados por particularidades mecánicas solamente G05G; elementos sensibles, ver las subclases apropiadas, p. ej. G12B, las subclases de G01, H01; elementos de corrección, ver las subclases apropiadas, p. ej. H02K).
G05B 19/00 Sistemas de control por programa (aplicaciones específicas, ver los lugares apropiados, p. ej. A47L 15/46; relojes que implican medios anejos o incorporados que permiten hacer funcionar un dispositivo cualquiera en un momento elegido de antemano o después de un intervalo de tiempo predeterminado G04C 23/00; marcado o lectura de soportes de registro con una información digital G06K; registro de información G11; interruptores horarios o de programa horario que se paran automáticamente cuando el programa se ha realizado H01H 43/00).
G05B 19/41 · · · caracterizado por la interpolación, p. ej. por el cálculo de puntos intermedios entre los puntos extremos programados para definir el recorrido a seguir y la velocidad del desplazamiento a lo largo de ese recorrido (G05B 19/25, G05B 19/31, G05B 19/37, G05B 19/39, G05B 19/40 tienen prioridad).
CIP2021: Invenciones publicadas en esta sección.
Método y aparato de colocación de pieza de trabajo.
(04/03/2020). Solicitante/s: MBDA UK LIMITED. Inventor/es: CHUGG,ANDREW MICHAEL, WARD,JONATHAN JAMES, MCINTOSH,JAMES ROBERT.
Un método para colocar relativamente un circuito integrado y el eje de propagación de un láser u otro haz de energía dirigida durante el mapeo de sensibilidad de SEE de una memoria de microchip, comprendiendo el método efectuar desplazamientos relativos del circuito integrado y el eje de propagación a lo largo de ejes ortogonales de manera que la intersección del eje de propagación con el circuito integrado se mueva a una velocidad sustancialmente constante a lo largo de una trayectoria en espiral, por lo que el eje de propagación es el eje de propagación de un láser pulsado u otro haz de energía dirigida;
el cambio en el radio por revolución entre vueltas sucesivas de la trayectoria en espiral es constante; y
el método se realiza con respecto al circuito integrado durante al menos dos recorridos de la trayectoria en espiral.
PDF original: ES-2778753_T3.pdf
Sistema de supervisión y ayuda de las operaciones manuales de ensamblado industrial mediante realidad aumentada y procedimiento de uso.
(17/12/2014) La invención es un sistema de supervisión y ayuda de las operaciones manuales de ensamblado industrial mediante realidad aumentada que comprende un bastidor , un panel base , sobre el que se realizan las operaciones de ensamblado, una unidad de control , al menos dos herramientas , una serie de sensores colocados en las herramientas , al menos un proyector que proyecta sobre el panel base información de las operaciones a realizar, y un sistema de comunicación , tal que mediante al menos un emisor-receptor de luz se localizan las citadas herramientas sobre el panel base y mediante unos sensores se realiza la medición de los parámetros de funcionamiento de estas herramientas , las mediciones hechas por los sensores se envían mediante…
Método de generación de pasos de cinta y aparato para programar una máquina de estratificación de cinta compuesta.
(09/10/2013) Un método implementado por ordenador para definir un paso de cinta compuesta para formar al menos unaporción de una capa de una pieza compuesta, que comprende:
aproximar una superficie contorneada real con un plano paramétrico de referencia;correlacionar un límite de capa de la superficie contorneada con un límite de capa de referenciaen el plano de referencia;
correlacionar un límite de cinta de la superficie contorneada con un límite de cinta de referencia en elplano de referencia; y
definir un borde de cinta basándose al menos en parte en una intersección de referencia del límite de capa dereferencia y el límite de cinta de referencia, caracterizado por:
seleccionar una superficie de referencia tridimensional para aproximar la superficie contorneada;
definir una primera función (g) para correlacionar…
PROCEDIMIENTO Y DISPOSITIVO PARA VARIAR EL INTERVALO DE INTERVENCION DE UN UTIL EN UNA BANDA DE MATERIAL PASANTE.
(01/03/2007) Procedimiento para la variación del intervalo de intervención de un útil , dispuesto en posición no radial en al menos un cilindro rotativo asignado a él, en una banda de material pasante, que se desplaza en línea recta con velocidad constante, al mismo tiempo, que, a modo de un mando con levas, se sincroniza durante la duración de la intervención del útil en la banda de material la velocidad lineal del útil con la velocidad de la banda de material y que durante la duración restante se determina el intervalo de intervención por medio de una velocidad lineal incrementada o reducida del cilindro , caracterizado porque para la variación del intervalo de intervención del útil en la banda de material se definen previamente de manera electrónica varios intervalos de intervención,…
MAQUINA DE ELECTROEROSION CON ALAMBRE Y PROCEDIMIENTO PARA SU FUNCIONAMIENTO.
(16/04/2005) LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA MOVER CABEZALES DE GUIA , EN SU CASO DE UNA PIEZA DE TRABAJO , DE UNA MAQUINA DE ELECTROEROSIONADO POR ALAMBRE A LO LARGO DE LA PISTA DE GUIA DEL ALAMBRE (TD) CORRESPONDIENTE, DONDE MEDIANTE UN ALAMBRE DE CORTE QUE DISCURRE ENTRE LOS CABEZALES DE GUIA SE CORTA UN CONTORNO EN LA PIEZA DE TRABAJO Y SE COMPENSA EL ERROR DE ARRASTRE (S) REAL EXISTENTE POR EL ABOMBAMIENTO DEL ALAMBRE DE CORTE , AL CORREGIR LA PISTA DE GUIA DEL ALAMBRE (TD) CORRESPONDIENTE EN RELACION AL CONTORNO QUE SE DESEA CORTAR, REPRESENTADO ESTE MEDIANTE AL MENOS UNA CURVA DE PERFIL (UK) COMO MINIMO. LA OPERACION SE CARACTERIZA PORQUE PARA CORREGIR LA PISTA DE GUIA DEL ALAMBRE (TD) CORRESPONDIENTE SE CALCULA UN VECTOR DE CORRECCION DE ERROR DE ARRASTRE (Sb) CUYO VALOR (Sb (T)) SE CALCULA A PARTIR DE LOS PARAMETROS DE…
PROCEDIMIENTO PARA LA MECANIZACION DE PIEZAS DE TRABAJO POR LEVANTAMIENTO DE MATERIAL.
(16/04/2003) Procedimiento para mecanización por levantamiento de material de la superficie de una pieza de trabajo con una herramienta, donde la herramienta está guiada sobre la pieza de trabajo según trayectorias (B) y donde el material de la pieza de trabajo, que se encuentra en una región de actuación (T) de la herramienta, es levantado para generar una superficie teórica deseada (I), caracterizado porque tanto el ángulo de inclinación como también el ángulo de ataque de la herramienta son ajustados de forma repetida sobre sus trayectorias para aumentar al máximo un margen de tolerancia, definido como una región continua, dentro de la cual la distancia entre la superficie teórica y la región de actuación de la herramienta se encuentra en un intervalo de tolerancia predeterminado,…
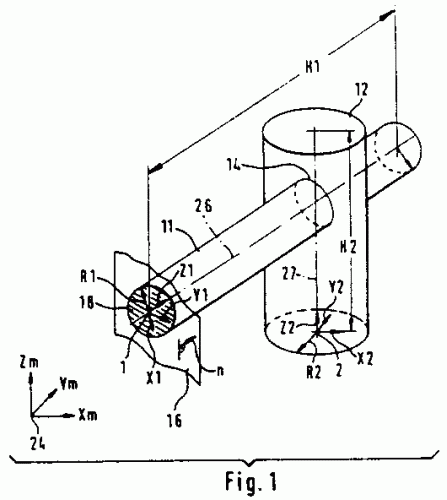
PROCEDIMIENTO PARA GENERAR VALORES TEORICOS PARA UNA MAQUINA CONTROLADA NUMERICAMENTE.
(16/04/2003). Ver ilustración. Solicitante/s: ROBERT BOSCH GMBH. Inventor/es: DEISENROTH,JOERG.
Procedimiento para generar valores teóricos para una máquina controlada numéricamente a lo largo de una curva de intersección preferentemente tridimensional, que aparece cuando un primer cuerpo geométrico es cortado por un segundo cuerpo geométrico es cortado por un segundo cuerpo geométrico . Los cuerpos geométricos se pueden describir claramente matemáticamente. El procedimiento se caracteriza por las siguientes etapas: - reproducción de uno de los cuerpos geométricos por proyección sobre una superficie , de manera que aparece una superficie de base bidimensional , - descripción de la superficie de base por medio de parejas de valores bidimensionales (XII, YII), - determinación del valor (ZII), que forma la tercera dimensión, de la curva de intersección utilizando parejas de valores bidimensionales (XII, YII) y la descripción matemática del otro cuerpo geométrico ; - donde al menos un valor teórico es determinado en función de las parejas de valores (XII, YII, ZII).
SISTEMA DE PRODUCCION VERSATIL.
(16/12/2001) LA PRESENTE INVENCION HACE REFERENCIA A UN SISTEMA DE PRODUCCION VERSATIL Y UN METODO PARA OPERAR EL SISTEMA. EL PRESENTE SISTEMA ESTA RELACIONADO EN PARTICULAR CON LOS METODOS PARA OPERAR EL SISTEMA SUPERVISANDO LAS CONDICIONES DE FUNCIONAMIENTO DE LA LINEA DE PRODUCCION Y GENERANDO AUTOMATICAMENTE HOJAS DE ORDEN DE TRABAJO PARA AUMENTAR LA PRODUCTIVIDAD MINIMIZANDO EL TIEMPO DE CICLO DE LA LINEA DE PRODUCCION. EL SISTEMA COMPRENDE COMO MINIMO UN EMPLAZAMIENTO DE MONTAJE , COMO MINIMO UN EMPLAZAMIENTO DE PRUEBA , UNA PLURALIDAD DE TERMINALES DE LINEA INSTALADOS EN CUALQUIERA DE DICHOS EMPLAZAMIENTOS DE MONTAJE O DICHOS EMPLAZAMIENTOS DE PRUEBA , UNA PLURALIDAD DE TERMINALES DE…
PROCEDIMIENTO Y DISPOSITIVO PARA EL CONTROL NUMERICO DE LA TRAYECTORIA DE MAQUINAS HERRAMIENTAS O ROBOTS.
(01/03/2000) PARA PERMITIR UNA INTERPOLACION UNITARIA CON CAPACIDAD DE ACTUACION EN TIEMPO REAL, SE EJECUTA LOS SIGUIENTES PASOS: 1.1 LA INFORMACION A TRAVES DE LAS PISTAS GENERADORAS SE EXTRAE CON REFERENCIA AL SISTEMA DE COORDENADAS DE LA PIEZA DE TRABAJO DE UNA FUENTE (CAD/CAM) EN FORMA DE NURBS, TAMBIEN SEGUN POLINOMIOS RACIONALES O EN DISPOSICIONES DE BASES -RACIONALESNO UNIFORMES, 1.2 EN EL CONTROL (NC) NUMERICO SE TRANSFORMAN LAS APLICACIONES NURBS EN POLINOMIOS RACIONALES O SON ACEPTADAS DIRECTAMENTE MEDIANTE POLINOMIOS RACIONALES YA PRESENTES, 1.3 ESTOS POLINOMIOS TRANSFORMADOS O RACIONALES TRANSFORMADOS SE TRANSFORMAN BAJO CONSIDERACION SEGUN SEA NECESARIO DE LAS DIMENSIONES DE CORRECCION, EN PARTICULAR EN LAS CORRECCIONES DE HERRAMIENTA,…
PROCEDIMIENTO PARA LA DETERMINACION DE CONTORNOS DE TRAYECTORIAS DE HERRAMIENTAS EN MAQUINAS CON MANDO NUMERICO.
(16/04/1996). Solicitante/s: DR. JOHANNES HEIDENHAIN GMBH. Inventor/es: KORNER, KLAUS-DIETER, DIPL.-PHYS.
EL PROCEDIMIENTO PUEDE INTERPOLAR, SEGUN LA FIGURA 1B, CURVAS CON UNA EXACTITUD CUALQUIERA. LA EXACTITUD ES PREFIJADA POR UNA MAGNITUD ESCALAR E INDICA LA DESVIACION (D) MAXIMA DE UNA SECCION DE LINEALIZACION CON RELACION A LA CURVA (K). LA DESVIACION (D) MAXIMA SE DEFINE COMO LA LONGITUD DE LA PERPENDICULAR (D) RESULTANTE DE LA INTERSECCION DE LA PERPENDICULAR A LAS RECTAS DE INTERPOLACION ENTRE LOS PUNTOS P1 Y P2 CON LA CURVA (K) Y CON LA RECTA (KI) DE INTERPOLACION. LA AMPLITUD DEL PASO SE DETERMINA DE FORMA DINAMICA, ES DECIR, QUE LA CANTIDAD DE SECCIONES DE LINEALIZACION DEPENDE DE LAS PROPIEDADES CONCRETAS DE LA CURVA, ES DECIR DE LOS PARAMETROS DE LA CURVA.
PROCEDIMIENTO PARA LA DETERMINACION DE CONTORNOS DE TRAYECTORIAS DE HERRAMIENTAS EN MAQUINAS CON MANDO NUMERICO.
(16/02/1996). Solicitante/s: DR. JOHANNES HEIDENHAIN GMBH. Inventor/es: VOLLMAYR, NORBERT, DIPL.-ING.
CON EL PROCEDIMIENTO PARA LA MECANIZACION DE PIEZAS SE DETERMINAN, SEGUN LA FIGURA 2, LOS CONTORNOS DE UNA PIEZA POR MEDIO DE PUNTOS (E2, E3; F2, F3; G2, G3; H2, H3) DEL BORDE. ESTOS PUNTOS SE OBTIENEN POR ANALISIS DE LOS PUNTOS DE INTERSECCION CON LA TEORIA DE CONJUNTOS. PARA ELLO SE CUBRE UNA LINEA DE CORTE DE LA SUPERFICIE DE LA PIEZA, QUE CONTIENE UN PLANO DE MECANIZADO, CON UNA RED DE LINEAS (E, F, G, H) AUXILIARES, QUE SE RELACIONAN CON EL CONTORNO DE LA LINEA DE CORTE POR MEDIO DE LAS REGLAS DE BOOL.
PROCEDIMIENTO DE CONTROL EN UNA MAQUINA HERRAMIENTA NUMERICA O UN ROBOT.
(01/02/1996). Solicitante/s: SIEMENS AKTIENGESELLSCHAFT. Inventor/es: ARMBRUSTER, NORBERT, DIPL.-ING., DISTLER, HEINZ, DIPL.-ING.
SE FORMA UNA CURVA ESPACIAL (1 A 13) POR SECCIONES, QUE EN SU TOTALIDAD, PONE A DISPOSICION DE UNA MAQUINA HERRAMIENTA EL CARRIL DE MOVIMIENTO. DICHO CARRIL DE MOVIMIENTO ESTA AVECINADO A LA CURVA ESPACIAL (DE 1 A 13), DE FORMA QUE NO SOBREPASE EL ESPACIO DE TOLERANCIA PROGAMABLE. POR MEDIO DE UNA FASE DE PROCEDIMIENTO ITERATIVO SE LOGRA QUE EL CARRIL DE MOVIMIENTO QUEDE CONFIGURADO POR MEDIO DE LOS RECORTES ARQUEADOS MINIMOS. PUESTO QUE SI EL NUMERO DE SECCIONES RESULTA MUY GRANDE, LA VELOCIDAD DE ELABORACION PODRIA SUPERAR LA POSIBILIDAD DE UN CONTROL NUMERICO, PUESTO QUE -POR OTRO LADO- LA INTERPOLACION DE SECCIONES RESULTA UN PROCEDIMIENTO TECNICO RELATIVAMENTE EXENTO DE PROBLEMAS.
PROCEDIMIENTO PARA EL MECANIZADO DE PIEZAS CON MAQUINAS CON MANDO NUMERICO.
(16/04/1995). Solicitante/s: DR. JOHANNES HEIDENHAIN GMBH. Inventor/es: VOLLMAYR, NORBERT, DIPL.-ING., KORNER, KLAUS-DIETER, DIPL.-PHYS.
EN ESTE PROCEDIMIENTO SE COMPONEN LAS PIEZAS (FIGURA 2A) CON CUERPOS BASICOS (4A A 4I) (FIGURA 2B) DE FACIL DEFINICION. EN LOS CUERPOS BASICOS (4A A 4I) Y EN SUS CONTORNOS BIDIMENSIONALES SE REALIZAN CORRECCIONES DE LA TRAYECTORIA DE LA HERRAMIENTA (CORRECCION DEL RADIO DE LA FRESA), DE MANERA, QUE, AL AGRUPAR LOS CUERPOS BASICOS CORREGIDOS PARA FORMAR PIEZAS, LOS CONTORNOS CORREGIDOS SE CORTAN MUTUAMENTE Y DEFINEN ASI DE FORMA SENCILLA LOS DATOS DE LA TRAYECTORIA DE LA HERRAMIENTA.
UN METODO DE MECANIZAR UNA PIEZA DE TRABAJO HACIENDO USO DE UN PORTAHERRAMIENTA.
(01/11/1985). Solicitante/s: AE PLC..
METODO DE MECANIZAR UNA PIEZA DE TRABAJO. CONSISTE EN DEFINIR EL PERFIL DE LA PIEZA A MECANIZAR MEDIANTE UNA COMPUTADORA A LA QUE SE HAN SUMINISTRADO CIERTOS DATOS, LOGRANDO QUE MEDIANTE UNA SUCESION DE SEÑALES DIGITALES, LAS CUALES TRATADAS PRODUCEN UNA SEÑAL CONTINUA, QUE SE PASA A UN DISPOSITIVO DE CONTROL DE BUCLE CERRADO, QUE DETERMINA POSTERIORMENTE EL MOVIMIENTO DEL PORTAHERRAMIENTA. LA SEÑAL CONTINUA SE OBTIENE ASIGNANDO A CADA SUCESION CORRESPONDIENTE DE SEÑALES DE INTERVALOS DE TIEMPOS IGUALES, UNA SEÑAL DE AMPLITUD CONSTANTE.
UNA INSTALACION DE CONTROL PARA UNA MAQUINA HERRAMIENTA.
(01/07/1985). Solicitante/s: AE PLC..
INSTALACION DE CONTROL PARA UNA MAQUINA HERRAMIENTA.COMPRENDE UN DISPOSITIVO DE CONTROL DE REALIMENTACION DE UN SISTEMA DE CONTROL CONTINUO, DE BUCLE CERRADO, DE LA HERRAMIENTA, DONDE LA SALIDA DEL DISPOSITIVO ES ALIMENTADA A UN ACTUADOR DE HERRAMIENTA QUE DESPLAZA A ESTA AL PORTAHERRAMIENTA EN DIRECCION RADIAL Y DE ACUERDO CON UNA SEN/AL DE SALIDA; DONDE LA SALIDA DEL ACTUADOR DE LA HERRAMIENTA ES VIGILADA POR UN TRANSDUCTOR Y POR UN TRANSDUCTOR DE VELOCIDAD RADIAL DE LA HERRAMIENTA QUE PROPORCIONA SEN/ALES DE POSICION Y DE VELOCIDAD DE LA HERRAMIENTA PARA REALIMENTACION AL DISPOSITIVO DE CONTROL QUE HACE USO DE ESTAS SEN/ALES PARA MODIFICAR LA SEN/AL CONTINUA PROCEDENTE DEL DISPOSITIVO DE TRATAMIENTO DE SEN/ALES DE ACUERDO CON LAS SEN/ALES DE REALIMENTACION.
UN SISTEMA DE POSICIONAMIENTO DE ENTRADA DIGITAL Y SALIDA DE MANDO ANALOGICO.
(01/12/1980). Solicitante/s: INTERNATIONAL BUSINESS MACHINES CORPORATION.
SISTEMA DE VISUALIZACION GRAFICA VECTORIAL CONTROLADO POR COMPUTADOR. EN UN SISTEMA, DONDE LOS VECTORES ESTAN DEFINIDOS POR LAS COORDENADAS DE SUS PUNTOS EXTREMOS Y SUS LONGITUDES SON CALCULADAS A PARTIR DE ESTAS COORDENADAS, SE INCLUYE UN APARATO DE VISUALIZACION, SIENDO ESTE UN TUBO DE ALMACENAMIENTO DE OBSERVACION DIRECTA (DVST), SOBRE EL CUAL PUEDEN OBSERVARSE PRESENTACIONES VISUALES GRAFICAS VECTORIALES. PARA CONTROLAR LA POSICION DEL HAZ SOBRE EL DISPOSITIVO DE VISUALIZACION, SE DESARROLLAN SEÑALES DE UN CIRCUITO DE CONTROL DE DEFLEXION DE LA ABSCISA X Y UN CIRCUITO DE CONTROL DE DEFLEXION DE LA ORDENADA. Y AMBOS CIRCUITOS SON IDENTICOS Y DISPONEN DE UN GENERADOR DE DIFERENCIA ABSOLUTA QUE DETERMINA EN TODO MOMENTO LOS INCREMENTOS HABIDOS EN ABSCISAS Y ORDENADAS.
{kind=link}