CIP-2021 : B22D 27/09 : aplicando presión.
CIP-2021 › B › B22 › B22D › B22D 27/00 › B22D 27/09[1] › aplicando presión.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B22 FUNDICION; METALURGIA DE POLVOS METALICOS.
B22D COLADA DE METALES; COLADA DE OTRAS MATERIAS POR LOS MISMOS PROCEDIMIENTOS O CON LOS MISMOS DISPOSITIVOS (trabajo de materias plásticas o sustancias en estado plástico B29C; tratamientos metalúrgicos, empleo de sustancias específicas que se añaden al metal C21, C22).
B22D 27/00 Tratamiento del metal en el molde durante el estado líquido o plástico (B22D 7/12, B22D 11/10, B22D 18/00, B22D 43/00 tienen prioridad).
B22D 27/09 · aplicando presión.
CIP2021: Invenciones publicadas en esta sección.
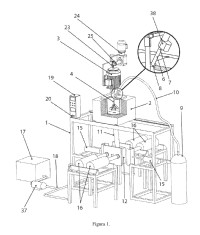
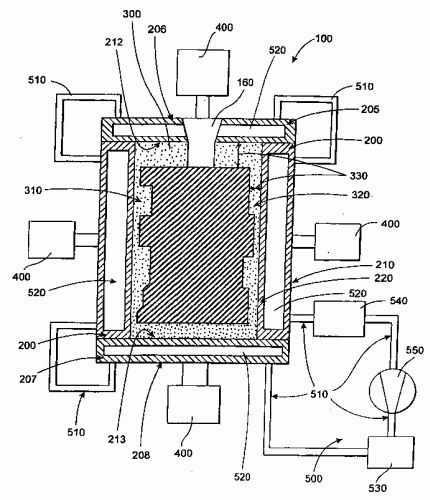
MÉTODO PARA LA MANUFACTURA DE MATERIALES COMPUESTOS DE MATRIZ METÁLICA DE ESTRUCTURA GLOBULAR CON PARTÍCULAS CERÁMICAS.
(16/07/2015). Ver ilustración. Solicitante/s: UNIVERSIDAD PONTIFICIA BOLIVARIANA. Inventor/es: MARTINEZ TEJADA,Hader Vladimir, VALENCIA GARCIA,Marco Fidel.
La presente invención corresponde a un método para la manufactura de materiales compuesto de matriz metálica con partículas cerámicas. El método comprende las etapas de obtención de colada en estado semisólido del material metálico con fracciones de sólido entre 0,3 y 0,6 con respecto al volumen de la colada procediendo primero a obtención de la colada en estado líquido y posteriormente al estado semisólido, agitación de la colada, adición de partículas cerámicas recubiertas con metal, moldeo de la colada, y forjado del material moldeado. El material compuesto obtenido por este método tiene una matriz metálica con una estructura globular. Igualmente se pueden manufacturar materiales metálicos con estructura globular, ejecutando todas las etapas del método con excepción de la etapa de adición de partículas. Adicionalmente, la invención comprende una máquina para ejecutar las etapas del método de la presente invención.
Procedimiento para la producción de un cuerpo moldeado de peso ligero y cuerpo moldeado de espuma metálica.
(04/03/2015) Cuerpo moldeado de peso ligero de espuma metálica, compuesto por una matriz metálica en la que están incluidas partículas y que encierra un gran número de huecos esencialmente esféricos y/o esencialmente elipsoidales, caracterizado porque las espuma metálica del cuerpo moldeado, al observarla desde el punto de vista espacial, presenta una distribución monomodal de las extensiones longitudinales proporcionalmente máximas de los huecos en el intervalo de entre 1,0 y 30,0 mm.
METODO Y DISPOSITIVO PARA MOLDEO EN COQUILLA.
(01/07/2005). Ver ilustración. Solicitante/s: VOLVO LASTVAGNAR AB. Inventor/es: LARSSON, BENGT- KE, SANDER, BERTIL, CARLSSON, ROLAND, DAHLBERG, SVEN-ERIK.
Un dispositivo para colar hierro colado que incluye un molde metálico de enfriamiento rápido que tiene paredes exteriores y paredes interiores, cuyas paredes interiores están en contacto con un molde , medios de presurización para aplicar una presión en las paredes exteriores del molde de enfriamiento rápido, caracterizado porque los medios de presurización están destinados a aplicar una presión variable sobre las paredes exteriores, y porque dicho dispositivo incluye además medios de enfriamiento del molde de enfriamiento rápido para el enfriamiento variable de las paredes interiores de dicho molde de enfriamiento rápido.
PROCEDIMIENTO PARA LA FABRICACION DE PIEZAS DE FUNDICION DE METAL LIGERO Y MOLDE DE FUNDICION PARA LLEVARLO A CABO.
(16/07/2000). Solicitante/s: EISENWERK BRUHL GMBH. Inventor/es: BUCHBORN, MANFRED.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA ELABORACION DE PIEZAS DE FUNDICION DE METAL LIGERO, EN PARTICULAR CABEZAS DE CILINDRO, BLOQUES DE CILINDRO Y/O CARTER DE CIGUEÑAL PARA MOTORES DE COMBUSTION INTERNA, UTILIZANDO UN MOLDE PERDIDO A BASE DE ARENA QUE FORMA UNA CAVIDAD DE MOLDEO PARA LA PIEZA FUNDIDA. EL MOLDEO DE FUNDICION COMPRENDE PARTES SUPERIORES, AL MENOS UN NUCLEO Y AL MENOS UN ALIMENTADOR DE FORMACION DE LINGOTE A PRESION. EL MOLDE DE FUNDICION ESTA PROVISTO CON UNA PUERTA QUE EL MATERIAL FUNDIDO PUEDA LLENAR LA CAVIDAD DE MOLDEO BAJO EL EFECTO DE GRAVEDAD. UN NUCLEO DE COBERTURA, QUE COMPRENDE AL MENOS UN ALIMENTADOR Y ES IMPERMEABLE A LOS GASES AL MENOS EN AREAS PARCIALES ESTA COLOCADO SOBRE EL MOLDE DE FUNDICION. DE FORMA INMEDIATA DESPUES DE LA OPERACION DE LLENADO, EL ALIMENTADOR LLENADO CON METAL FUNDIDO O SOMETIDO A PRESION MEDIANTE UN GAS PRESURIZADO.
METODO Y EQUIPAMIENTO PARA ALIMENTAR VACIOS POR CONTRACCION EN PIEZAS COLADAS DE METAL.
(01/12/1997). Solicitante/s: GEORG FISCHER DISA A/S. Inventor/es: MOGENSEN, VAGN, PEDERSEN, STEEN, JESPERSEN, EMIL, HANSEN, PREBEN, N., RASMUSSEN, NIELS, W.
EN UN MOLDE CON UNA SUPERFICIE DE SEPARACION VERTICAL, CADA CAVIDAD (2, 2') DEL MOLDE ESTA CONECTADA A TRAVES DE UNA AMPLIA GARGANTA A SU PROPIO DEPOSITO POST-ALIMENTACION . UNA VEZ QUE EL MOLDE SE HA INFILTRADO, SE APLICA UNA PRESION GASEOSA A TRAVES DE UN CONDUCTO A UNA SUPERFICIE METALICA EN EL DEPOSITO DE POST-ALIMENTACION . ESTA PRESION GASEOSA NO ESTA PERMITIDO QUE SUPERE LA PRESION METALOSTATICA EN EL MOLDE POR LA SUPERFICIE, EN LA QUE SE APLICA LA PRESION, HASTA QUE EL METAL EN LA ENTRADA SE HAYA SOLIDIFICADO O LA ENTRADA SE HAYA BLOQUEADO DE ALGUNA OTRA FORMA. EN LA POSICION EN LA QUE SE ABRE EL CONDUCTO HACIA DENTRO DEL DEPOSITO DE POSTALIMENTACION, ESTA CUBIERTO POR UN ELEMENTO QUE ES IMPERMEABLE PARA EL METAL QUE SE HA INFILTRADO, PERO QUE ES IMPERMEABLE AL GAS PRESURIZADO. UNA VEZ QUE EL METAL EN LA ENTRADA SE HA SOLIDIFICADO O QUE LA ENTRADA SE HA BLOQUEADO DE ALGUNA OTRA FORMA, PUEDE AUMENTARSE LA PRESION GASEOSA.
{kind=link}
{kind=link}