CIP-2021 : B29C 45/03 : Aparatos de moldeo por inyección (moldeo por transferencia B29C 45/02).
CIP-2021 › B › B29 › B29C › B29C 45/00 › B29C 45/03[1] › Aparatos de moldeo por inyección (moldeo por transferencia B29C 45/02).
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06).
B29C 45/03 · Aparatos de moldeo por inyección (moldeo por transferencia B29C 45/02).
CIP2021: Invenciones publicadas en esta sección.
Aparato de posicionamiento de una unidad de inyección.
(13/06/2019) Aparato de posicionamiento de una unidad de inyección que comprende una unidad de inyección y un aparato para alinear una salida de la unidad de inyección con una entrada de un molde montado entre las planchas de una máquina de moldeo, comprendiendo el aparato para alinear:
un conjunto de posicionamiento que interconecta la unidad de inyección con una máquina de moldeo, incluyendo el conjunto de posicionamiento un conjunto de posicionamiento angular que permite la rotación de la unidad de inyección a través de un plano de barrido alrededor de un eje de barrido y un conjunto de posicionamiento lineal que permite una translación lineal de la unidad de inyección en el plano de barrido a lo largo de un eje de traslación,
en el que el…
Proceso y aparato para moldear un perfil de acristalamiento sobre un acristalamiento.
(06/03/2019) Un proceso para fabricar al menos dos acristalamientos encapsulados en bordes discretos diferentes en la misma operación de moldeo, incluyendo el proceso moldear un perfil de acristalamiento sobre al menos parte de la periferia de cada hoja de vidrio por medio de los pasos siguientes:
- proporcionar un molde que tiene al menos dos cavidades de molde diferentes,
- abrir el molde,
- cargar al menos dos hojas de vidrio diferentes en las al menos dos cavidades de molde diferentes del molde abierto,
- cerrar el molde,
- inyectar material elastomérico fluido a las al menos dos cavidades de molde diferentes,
- permitir que el material elastomérico endurezca,
- abrir el molde, y
- sacar los al menos dos acristalamientos encapsulados…
MATRIZ PERFECCIONADA PARA LA INYECCION DE MATERIAL.
(23/06/2016) 1. Matriz perfeccionada para la inyección de material, siendo de material flexible y estando la matriz compuesta por una tapa superior y una base inferior , las cuales se fijan o unen entre sí mediante una pluralidad de corchetes interiores de tal manera que al ser las caras interiores de la tapa superior y base inferior simétricas se generan por dicha unión una serie de conductos y habitáculos huecos, los cuales son llenados por material de naturaleza termoplástica, y en el que la matriz dispone de al menos una salida de vacío en la cara exterior de la base inferior , al igual que también dispone de una zona de refuerzo central en dicha base inferior, y en el que la matriz se caracteriza porque dispone de una configuración cuadrangular con puntos de inyección en su tapa superior equidistantemente dispuestos respecto del punto central…
Sistema para el moldeo por inyección de material plástico, particularmente adecuado para ser asociado con una unidad de soplado de material plástico moldeado.
(23/04/2014) Sistema de moldeo por inyección para material plástico, que comprende:
- una prensa que tiene una primera placa (11a) de presión y una segunda placa (11b) de presión asociadas, respectivamente, con un primer lado (13a) y un segundo lado (13b), opuesto al primer lado, de un molde , en el que dichas dos placas (11a, 11b) de presión son adecuadas para mover (f1) una de dichas placas de presión con respecto a la otra placa de presión con el propósito de cerrar entre las mismas dicho molde durante una etapa de inyección y moldeo de una pieza (P), con el propósito de aplicar una fuerza (F) de cierre para cerrar dicho molde , y
- un conjunto de distribución e inyección adecuado para distribuir e inyectar, en dicho molde , un material plástico (MP) fluido durante dicha etapa de inyección y moldeo, en el que dicho conjunto de distribución…
Conjunto de vaina de catéter producido mediante un proceso de moldeo por inyección en un único paso.
(24/07/2013) Un introductor de catéteres fabricado mediante el proceso consistente en:
suministrar una cánula que tiene un extremo distal formado para acceder a un vaso sanguíneo;
suministrar un molde con una cavidad dimensionada para producir un conjunto de vaina conun diámetro interior dimensionado para rodear la cánula, teniendo la cavidad una porción de vaina y unaporción de elemento de conexión, de tamaño mayor que la porción de vaina en al menos unadimensión;
suministrar una espiga de núcleo ;
situar la espiga de núcleo en el interior de la cavidad ; e
introducir por presión plástico fundido en la porción de elemento de conexión de tal manera que elplástico fundido se desplace a través de un espacio intermedio en forma anular…
Conjunto de vaina de catéter y proceso de moldeo por inyección de un único paso para hacer el mismo.
(06/05/2013). Solicitante/s: BECTON, DICKINSON AND COMPANY. Inventor/es: HARDING, WESTON, F., CASTRO,CYNTHIA,A, JOHNSON,STEVEN,W, GAWRELUK,Craig,N, PARRIS,Wayne,M, GUO,Lantao, LARSEN,Michael,C.
Una vaina para un introductor de catéteres, la vaina comprendiendo:
un extremo proximal ;
un extremo distal afilado para entrar en una abertura creada por una cánula ;una primera región adelgazada; y
una segunda región adelgazada situada frente a la primera región adelgazada, en donde la primera yla segunda regiones adelgazadas permiten la separación de la vaina en dos porciones semitubulares bajola aplicación de fuerzas opuestas contra el extremo proximal;
caracterizada porque
cada una de la primera y segunda regiones adelgazadas se extienden sustancialmente a lo largo de lalongitud de la vaina y tiene un grosor de pared variable a lo largo de la longitud de la vaina.
PDF original: ES-2402492_T3.pdf
FORMACION Y MONTAJE EN MOLDE DE UN CAPUCHON ACCIONADOR Y UNA BOQUILLAINSERTA.
(16/05/1998). Solicitante/s: S. C. JOHNSON & SON, INC.. Inventor/es: MUSIEL, D., JAMES, HADSELL, WILLIAM, C., OESTREICH, CRAIG, R.
SE PRESENTA UN MECANISMO DE MOLDEADO Y UN METODO PARA UTILIZAR ESE MECANISMO PARA FORMAR SIMULTANEAMENTE, MEDIANTE MOLDEADO A INYECCION, DOS PIEZAS MOLDEADAS DISEÑADAS PARA AJUSTAR ENTRE SI MEDIANTE INTERFERENCIA Y DESPUES, MIENTRAS LAS DOS PIEZAS MOLDEADAS ESTAN TODAVIA DENTRO DEL MECANISMO MOLDEADOR , REPOSICIONARLAS Y FIJARLAS ENTRE SI. LA ACCION RECIPROCA DE LAS PIEZAS MOVILES DEL MECANISMO DE MOLDEADO QUE REALIZA ESTE PROCESO PUEDE CONTROLARSE MEDIANTE UN MECANISMO DE LEVA TANTO DE DOS PIEZAS (14 Y 16) COMO DE UNA SOLA PIEZA . LAS DOS PIEZAS MOLDEADAS PUEDEN SER UN TAPON DE ACCIONAMIENTO Y UNA PIEZA DE INSERCION DE UNA BOQUILLA ROCIADORA.
FUNDICION INYECTADA DE OBJETOS DE MATERIAL PLASTICO CON NERVADURAS HUECAS.
(16/08/1997) SE DESCRIBE UN PROCESO Y APARATO PARA MOLDEO POR INYECCION Y UN ARTICULO DE PLASTICO CON UNA PORCION SALIENTE QUE SE FORMAN UTILIZANDO UNA CAVIDAD DE DERRAMAMIENTO . EL PROCESO INCLUYE LOS PASOS DE INYECCION SECUENCIAL DE PLASTICO FLUIDO Y GAS EN UNA CAVIDAD PATRON QUE TIENE UN ESPACIO QUE DEFINE POR LO MENOS UNA PORCION DE LA PARED DEL ARTICULO Y UN CANAL QUE DEFINE UNA PORCION SALIENTE DEL ARTICULO. SE INYECTA INICIALMENTE UNA CANTIDAD DE PLASTICO FLUIDO PARA RELLENAR SUSTANCIALMENTE LA CAVIDAD PATRON. UNA CARGA DE GAS PRESURIZADO SE INYECTA ENTONCES EN EL CANAL DE LA CAVIDAD PATRON PARA DESPLAZAR UNA PORCION DEL PLASTICO TODAVIA…
MAQUINA DE MOLDEO DE INYECCION VERTICAL.
(01/11/1996). Solicitante/s: YKK CORPORATION. Inventor/es: KUSE, KAZUKI, YOSHIDA, HIROSHI.
UN PLACA ACCESORIO DE MOLDEO INFERIOR SE FIJA A UNA BASE MAQUINA Y TIENE MONTADA EN SU SUPERFICIE SUPERIOR MEDIO MOLDE . UN PLACA ACCESORIO DE MOLDEO SUPERIOR TIENE UNIDO MEDIO MOLDE MOVIBLE EN OPOSICION AL MOLDE , Y SE MUEVE HACIA ARRIBA Y ABAJO POR UNOS CILINDROS DE MOVIMIENTO DE MOLDEO (5,5A). UN DISCO GIRATORIO TIENE VARIOS AGUJEROS DE INSERCION DE CILINDROS DE INYECCION (3A) Y GIRA PIVOTADO SOBRE LA SUPERFICIE SUPERIOR DEL PLACA , EN CIRCULO Y EN ALINEACION VERTICAL CON LOS AGUJEROS (2A) DEL PLACA . UNAS UNIDADES DE INYECCION PLURAL , MONTADAS SOBRE EL DISCO SE UNEN AL MISMO COMO UNA UNIDAD, EN DISTANCIAS PREDETERMINADAS A LO LARGO DEL CIRCULO. EL DISCO GIRA HACIA UNA POSICION ANGULAR DIVIDIDA, UNA CADENA DE AJUSTE SE TRANSPORTA A LO LARGO DE LA EXTENSION DE SU TRAYECTORIA POR UNA LONGITUD PREDETERMINADA A CADA MOLDEO DE INYECCION POR MEDIO DE UN TRANSPORTADOR DE CADENA.
PERFECCIONAMIENTOS EN EL PROCEDIMIENTO Y MOLDE DE FABRICACION DE ELEMENTOS PASACABLES.
(01/08/1996). Ver ilustración. Solicitante/s: MECANISMOS AUXILIARES INDUSTRIALES, S.A. MAISA. Inventor/es: JORDA TEIXIDO,MIQUEL.
"PERFECCIONAMIENTOS EN EL PROCEDIMIENTO Y MOLDE DE FABRICACION DE ELEMENTOS PASACABLES". PROCEDIMIENTO EN EL QUE PREVIAMENTE SE MONTAN EN LOS EXTREMOS DE CADA UNO DE LOS CABLES LOS TERMINALES CORRESPONDIENTES PARA A CONTINUACION DESPUES DEL ALINEADO DE LOS MISMOS SE PROCEDE A SU ENCINTADO FORMANDO UN MAZO DE CABLES QUE SE INTRODUCE MANUALMENTE EN EL REHUNDIDO EXISTENTE EN LA PARTE INFERIOR (13D) Y (13I) DEL MOLDE BAJANDO SU PARTE SUPERIOR Y SUJETANDO EN UNA PRIMERA FASE DOS JUNTAS PROXIMAS DEL MAZO, AVANZANDO LA PARTE DERECHA DEL MOLDE HACIA LA IZQUIERDA SOBRE LA PARTE PARA EN UNA SEGUNDA FASE INTRODUCIR EN EL MOLDE COLA A 200 C Y 40 KG/CM2 QUE SE ALOJA ENTRE LOS CABLES DEL MAZO Y TODO EL VOLUMEN DE LA CAMARA , CREANDO UNA VEZ ENFRIADA, UN MAZO TOTALMENTE ESTANCO.
METODO DE FABRICACION CONTINUA DE ARTICULOS MOLDEADOS POR INYECCION Y APARATO PARA LO MISMO.
(01/04/1996) UNA PIEZA (UNA BANDA MOVIL MOLDEADA EN UN CANAL DE COLADA Y ARTICULOS QUE SE UNEN A LA BANDA MOVIL MOLDEADOS EN UNA UNIDAD DE MOLDEADO POR INYECCION SE EXTRAE MEDIANTE UNA UNIDAD DE EXTRACCION MIENTRAS SE UNE CONTINUAMENTE A UNA PIEZA ANTERIOR PARA FORMAR UNA SERIE DE LAS PIEZAS. DURANTE LA ALIMENTACION DEL MOLDEADO Y LAS PIEZAS CONTINUAS , LOS ARTICULOS ESTAN SEPARADOS DE LA BANDA MOVIL MEDIANTE UN MEDIO DE CHOQUE DE LA UNIDAD DE SEPARACION . FINALMENTE, LOS ARTICULOS SEPARADOS Y LA BANDA MOVIL SE REUNEN MEDIANTE UNIDADES DE RECOGIDA FACILITADAS SEPARADAMENTE . DE ACUERDO A LA PRESENTACION PREFERIDA, DESPUES DE QUE LA BANDA MOVIL SE CURVE PARA NO RETORNAR A SU FORMA ORIGINAL USANDO MEDIOS…
UNIDAD INYECTORA Y PLASTIFICADORA PARA MAQUINAS DE FUNDICION INYECTADA PARA GOMA DE CAUCHO.
(01/12/1995) LA INVENCION TRATA DE UNA UNIDAD INYECTORA Y PLASTIFICADORA PARA MAQUINAS DE FUNDICION INYECTADA PARA GOMA DE CAUCHO CON UN DISPOSITIVO DE CIERRE VERTICAL E INYECCION CENTRAL DE LA MEZCLA DE CAUCHO CAPAZ DE FLUIR DESDE ARRIBA AL NIDO O NIDOS DE PERFILADO QUE CONTIENE EL MOLDE PARA FUNDICION INYECTADA, DONDE LA UNIDAD PASTIFICADORA SE COMPONE DE UN CILINDRO-HUSILLO Y UN ACCIONAMIENTO HELICOIDAL GIRATORIO Y LA UNIDAD INYECTORA DE UNO O VARIOS; LA HELICE PLASTIFICADA POR MEDIO DE UN ELEMENTO DE UNION ADECUADO ACCIONADO POR FRICCION EN EL CILINDRO-HUSILLO COMO EMBOLO ACCIONABLE EN LA DISPOSICION DE LOS CILINDROS Y EMBOLOS (CILINDRO(S) DE INYECCION), TIENE COMO CARACTERISTICAS ESPECIALES…
MAQUINA MANUAL DE INYECCION PARA RECICLAJE DE PLASTICOS.
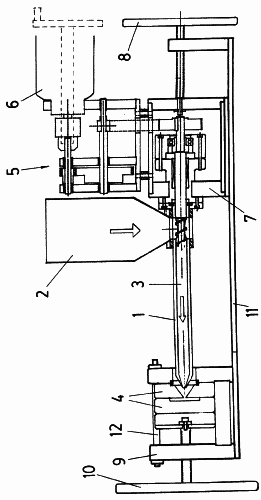
(16/10/1995). Ver ilustración. Solicitante/s: FUNDACION ESPAÑOLA DE LOS PLASTICOS PARA LA PROTECCION DEL MEDIO AMBIENTE. Inventor/es: BAEZA DE LOÑO, JESUS.
MAQUINA MANUAL DE INYECCION PARA RECICLAJE DE PLASTICOS DEL TIPO DE LAS QUE CONSTAN DE UN GRUPO DE INYECCION Y UN GRUPO DE MOLDE ESENCIALMENTE CARACTERIZADA PORQUE EL GRUPO DE INYECCION CONSTA DE UNA CAMARA DE PLASTIFICACION CONECTADA A UNA TOLVA DE ALMACENAMIENTO DE RESIDUOS PLASTICOS A RECICLAR, INCORPORANDO LA CITADA CAMARA UN HUSILLO INTERNO HELICOIDAL DE AVANCE DEL PLASTICO HACIA EL MOLDE DE CONFORMACION DE LA NUEVA PIEZA, CONSTITUYENDO EL HUSILLO EL EJE DE SALIDA DE UN REDUCTOR DE VELOCIDAD , A CUYO EJE DE ENTRADA SE ACOPLA POR UNO DE SUS EXTREMOS UN MOTOR ELECTRICO Y QUE DISPONE ACCESORIAMENTE DE UN VOLANTE DE ACCIONAMIENTO MANUAL ACOPLABLE AL CITADO EJE DE ENTRADA, ESTANDO EL CONJUNTO CONSTITUIDO POR, TOLVA , CAMARA DE PLASTIFICACION Y REDUCTOR DE VELOCIDAD VINCULADO A UN BASTIDOR DESPLAZABLE LONGITUDINALMENTE CON AYUDA DE UNAS GUIAS LATERALES HACIA EL GRUPO DEL MOLDE POR ACCION DE UN VOLANTE SITUADO EN EL EXTREMO LATERAL DEL BASTIDOR.
MAQUINA DE FUNDICION POR INYECCION.
(16/05/1993). Solicitante/s: ENGEL MASCHINENBAU GESELLSCHAFT M.B.H. HYDAC TECHNOLOGY GMBH. Inventor/es: STEINBICHLER, GEORG, LAMPL, ALFRED.
SE DESCRIBE UNA MAQUINA DE FUNDICION POR INYECCION CON UN DISPOSITIVO DE INYECCION DE MATERIAL PLASTIFICADO Y UN AMBOLO ACUMULAR PARA INTRODUCIR A PRESION UNOS GASES PROCEDENTES DE UN DEPOSITO DE RESERVA A UNA HERRAMIENTA DE MOLDE. ENTRE LA HERRAMIENTO DE MOLDE, EL DEPOSITO DE RESERVA Y EL EMBOLO ACUMULADOR SE CONECTA UN DISPOSITIVO PARA ELEVAR LA PRESION DEL GAS.
MAQUINA DE FUNDICION INYECTADA.
(16/11/1991). Solicitante/s: ENGEL MASCHINENBAU GESELLSCHAFT M.B.H. Inventor/es: LEONHARTSBERGER, HEINZ, ING.
MAQUINA DE FUNDICION INYECTADA CON UN MARCO MAGNETICO , UNA PLACA DE TENSADO MOVIL, ASI COMO POR LO MENOS UNA UNIDAD DE CILINDROS CON EMBOLO EN UN MECANISMO DE CIERRE HIDRAULICO O ELECTROMECANICO CON UNA PLACA CILINDRICA . LA PLACA CILINDRICA Y LA PLACA DE TENSADO FIJA ESTAN UNIDAS UNICAMENTE A TRAVES DEL MARCO DE LA MAQUINA . LA FUERZA DE CERRADO QUE SE PRODUCE DURANTE EL PROCESO DE FUNDICION Y LA FUERZA DE ACCIONAMIENTO ENTRE LA PLACA INTERMEDIA Y LA PLACA DE TENSADO SOLO SE DESVIAN A TRAVES DEL MARCO DE LA MAQUINA.
MAQUINA DE FUNDICION INYECTADA PARA LA FABRICACION DE PARTES DE MATERIAL PLASTICO.
(16/11/1991). Ver ilustración. Solicitante/s: WALTON MASTERS WERBEAGENTUR. Inventor/es: KAADEN, HANS-HEINRICH.
MAQUINA DE FUNDICION INYECTADA PARA LA FABRICACION DE PARTES DE MATERIAL PLASTICO, EN EL PROCEDIMIENTO DE FUNDICION INYECTADA O FUNDICION INYECTADA DE REACCION. LA MAQUINA DE FUNDICION INYECTADA, CONOCIDA POR LA PATENTE PRINCIPAL ALEMANA 34 28 780, POSEE UNA PLACA CENTRAL DIVIDIDA PARA TENSAR ENCIMA MOLDES. SOLTANDO EL DISPOSITIVO TENSOR RAPIDO LAS DOS PARTES DE PLACA PUEDEN DESPLAZARSE LATERALMENTE, EN CADA CASO, CON UNA MITAD DE MOLDE Y POR ELLO SE HACE ACCESIBLE POR AMBOS LADOS EL SISTEMA CONDUCTOR DE FUSION. CON EL PRESENTE INVENTO SE EFECTUA UNA AMPLIACION EN EL SENTIDO DE QUE LA INYECCION ES POSIBLE, EN CADA CASO, SOLO DE UN MOLDE O LA INYECCION SIMULTANEA DE DOS MOLDES, DE CONSTITUCION DIFERENTE. PARA ELLO LA PLACA CENTRAL MOVIL PARA TENSAR ENCIMA MOLDES ESTA CONSTITUIDA DIVIDIDA EN TRES Y ENTRE LAS TRES PARTES ESTA DISPUESTO EL SISTEMA CONDUCTOR DE FUSION.
PROCEDIMIENTO DE OBTENCION DE PIEZAS MOLDEADAS EN PLASTICO.
(01/08/1991). Ver ilustración. Solicitante/s: RUIZ BOU,JAIME.
PROCEDIMIENTO DE OBTENCION DE PIEZAS MOLDEADAS EN PLASTICO. EL PROCEDIMIENTO CONSISTE EN PARTIR DE UN MOLDE DE ACERO , EN EL QUE SE DEFINE UN ALOJAMIENTO CON UNA CONFIGURACION CILINDRICA O CUALQUIER OTRA CONFIGURACION APROPIADA DE ACUERDO CON LA ANATOMIA EXTERIOR DE UN SEGUNDO MOLDE, SIENDO EL SEGUNDO MOLDE DE UN MATERIAL ELASTOMERO, A BASE DE DOS PIEZAS QUE EN SU PROPIO PROCESO DE MOLDEO Y MEDIANTE INTRODUCCION EN EL SENO DE LA CAVIDAD DE UN MODELO , CONFIGURAN LA CAVIDAD CORRESPONDIENTE A DICHA PIEZA, LA CUAL SE OBTIENE YA, EN UN PROCESO EN CONTINUO Y POSTERIORMENTE, ACTUANDO ESTE MOLDE ELASTOMERO CON LA COLABORACION DE UN PORTAMOLDES DE ACERO DISTINTO, COMO DEFINITIVO MOLDE DE INYECCION, MIENTRAS QUE EL MOLDE DE ACERO ES VALIDO PARA OBTENCION DE OTROS MOLDES ELASTOMEROS CON DIFERENTES MODELOS Y PARA LA OBTENCION DE DIFERENTES TIPOS DE PIEZAS EN PLASTICO.
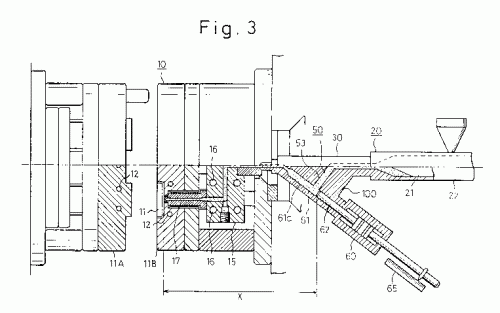
PROCEDIMIENTO Y APARATO PARA EL MOLDEO POR INYECCION.
(01/06/1991). Ver ilustración. Solicitante/s: SANRI KABUSHIKI KASISHA. Inventor/es: TSUTSUMI, SHIGERU.
PROCEDIMIENTO Y APARATO PARA EL MOLDEO POR INYECCION. SISTEMA PARA EL MOLDEO POR INYECCION POR UNA MAQUINA DE INYECCION CON UN MOLDE QUE COMPRENDE LAS FASES CONVENCIONALES FUNDAMENTALES INCLUYENDO UNA FASE DE PLASTIFICACION Y MEDICION DEL MATERIAL, UNA FASE DE INYECCION DEL MATERIAL Y UNA FASE DE MANTENIMIENTO DE PRESION DEL MATERIAL, PERO CON LA CARACTERISTICA ADICIONAL DE QUE EL PASO DE TOBERA ES INTERRUMPIDO A MITAD DE SU LONGITUD CON RESPECTO A LA COMUNICACION ENTRE EL INTERIOR DEL CUERPO DE LA MAQUINA Y LA CAVIDAD DE MOLDEO, DESPUES DE LA FASE DE INYECCION, PERO MIENTRAS LA FASE DE MANTENIMIENTO DE LA PRESION DEL MATERIAL ESTA SIENDO REALIZADA.
UNA UNIDAD DE ACRISTALAMIENTO ENCAPSULADA, Y METODO Y APARATO PARA FORMARLA.
(16/11/1990). Ver ilustración. Solicitante/s: LIBBEY-OWENS-FORD CO.. Inventor/es: WEAVER, WILLIAM R, MATZINGER, JAMES E.
UNA UNIDAD DE ACRISTALAMIENTO ENCAPSULADA, Y METODO Y APARATO PARA FORMARLA. LA UNIDAD DE ACRISTALAMIENTO ENCAPSULADA TIENE UNA PELICULA ESTABLE FRENTE A LA INTEMPERIE SOBRE UNA SUPERFICIE EXPUESTA DE LA JUNTA. CONFORME AL METODO, UNA LAMINA DE PELICULA SE COLOCA SOBRE LA SECCION DE UN MOLDE DE DOS PARTES QUE TIENE LA PARTE DE LA CAVIDAD QUE DEFINE LA SUPERFICIE A LA CUAL HA DE APLICARSE LA PELICULA. SE INYECTA UN MATERIAL FLUYENTE FORMADOR DE JUNTA EN LA CAVIDAD DE MOLDE, DETRAS DE LA PELICULA, PARA DEFORMAR LA PELICULA. CUANDO LA JUNTA SE CURA IN SITU, LA PELICULA SE UNE, POR FUSION A SU SUPERFICIE. LA UNIDAD ENCAPSULADA SE RETIRA DEL MOLDE Y LA PELICULA SOBRANTE SE RECORTA DE ALREDEDOR DE LA JUNTA. EL APARATO INCLUYE MEDIOS PARA REALIZAR CADA UNA DE LAS OPERACIONES ANTES SEÑALADAS.
METODO Y APARATO PARA FABRICAR UN TACON PARA UN ARTICULO DE CALZADO.
(01/05/1990). Solicitante/s: LIVENGSTON & DOUGHTY LIMITED. Inventor/es: HENRY SMITH, ROBERT.
METODO Y APARATO PARA FABRICAR UN TACON PARA UN ARTICULO DE CALZADO, QUE CONSTA DE UNA HORMA MONTADA EN UN CONJUNTO DE PISTON PIVOTABLE Y CILINDRO Y ES CARGADA CON UN ZAPATO SEMIFORMADO MIENTRAS ESTA PIVOTADO HACIA AFUERA DE UNA CAJA DE MAQUINA . LA HORMA ES A CONTINUACION PIVOTADA MANUALMENTE ALINEADA CON UNA CAVIDAD DE MOLDEO EN UNA CABEZA DE MOLDEO POR INYECCION , Y EL PISTON ES EXTENDIDO PARA EMPUJAR UNA SUELA DEL ZAPATO CONTRA UNA ABERTURA DE LA CAVIDAD . MATERIAL PLASTICO (PREFERIBLEMENTE QUE CONTENGA UN MATERIAL DE RELLENO COMO PASTA DE MADERA) ES INYECTADO EN LA CAVIDAD MOLDEANDO POR ELLO UN TACON EN LA SUELA.
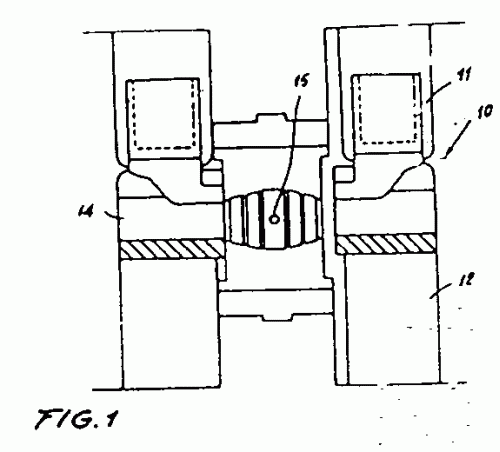
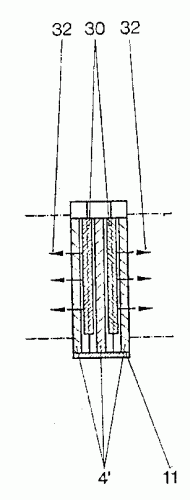
UN METODO DE HACER UN ACOPLAMIENTO DE TUBO O ARTICULO COMPUESTO ANALOGO.
(01/03/1988) METODO DE HACER UN TUBO O ACOPLAMIENTO DE TUBO O ARTICULO COMPUESTO ANALOGO, DE PLASTICO MOLDEANDO POR INYECCION EL TUBO DE PLASTICO O CUERPO DE ACOPLAMIENTO 1, MOLDEANDO POR INYECCION AL MENOS UN ARO HERMETICO 3 POR SEPARADO PERO DE FORMA SUSTANCIALMENTE SIMULTANEA, Y JUNTANDO DIRECTAMENTE EL CUERPO Y EL ARO HERMETICO DESPUES DEL MOLDEO MIENTRAS DICHOS COMPONENTES ESTAN TODAVIA EN ESTADO CALIENTE DE MOLDEO, DE MODO QUE SE FORME ENTRE ELLOS UNA UNION TERMICA DIRECTA. PREFERENTEMENTE, LOS MOLDES RESPECTIVOS ESTAN ABIERTOS, PERO LOS COMPONENTES NO SE SACAN SINO QUE SE JUNTAN PARA UNIRLOS MIENTRAS ESTAN EN POSICION EN LOS RESPECTIVOS MIEMBROS DE MOLDE 15, 19. DE ESTA FORMA SE ELIMINA LA MANIPULACION INTERMEDIA Y SE GARANTIZA QUE LOS COMPONENTES MOLDEADOS QUEDEN LIMPIOS Y CON LA FORMA Y DIMENSION…
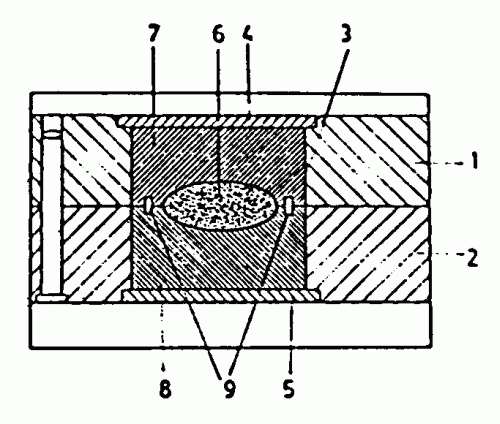
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE UNA PIEZA MOLDEADA POR INYECCION DE MATERIAL SINTETICO.
(16/02/1987). Solicitante/s: GEBR. HAPPICH GMBH..
DISPOSITIVO PARA LA FABRICACION DE UNA PIEZA MOLDEADA POR INYECCION DE MATERIAL SINTETICO. CONSTA DE: UN MOLDE PARA INYECCION COMPUESTO POR DOS MITADES (5 Y 6) ENTRE LAS QUE SUJETA EL SOPORTE , APOYANDO SU LADO ANTERIOR A LA MITAD Y QUE PRESENTA UN RECUBRIMIENTO DE AGENTE ADHERENTE EXCLUSIVAMENTE EN LA ZONA QUE SE HA DE DOTAR CON EL REALCE; UN ESCOTE DE QUE CONSTITUYE UNA CAVIDAD DE MOLDEO PARA EL REALCE Y UN ESCOTE DE QUE SE PUEDE ALIMENTAR CON UN ELEMENTO DE PRESION, SIENDO AMBOS ESCOTES PARALELOS ENTRE SI EN LA DIRECCION LONGITUDINAL DEL MOLDE . SE UTILIZA ESPECIALMENTE EN LA FABRICACION DE MOLDURA PARA VEHICULOS.
PERFECCIONAMIENTOS EN UN CONJUNTO DE MOLDEO POR INYECCION DE MATERIAS PLASTICAS.
(16/07/1986). Solicitante/s: INDUSTRIES PLASTIQUES MOULES-IPM.
CONJUNTO DE MOLDEO POR INYECCION DE MATERIAS PLASTICAS. CONSTA DE: UN BLOQUE INFERIOR DE ALEACION DE ALUMINIO QUE TIENE UN PRIMER ALOJAMIENTO MECANIZADO CERRADO POR UNA PLACA DE ACERO Y DOTADO CON UNOS EYECTORES ACCIONADOS POR UNA PLACA DE ANIOBRA MOVIL SOBRE COLUMNAS DE GUIA Y UN SEGUNDO ALOJAMIENTO QUE ENCASTRA A UN MOLDE INFERIOR (29K) Y UNBLOQUE SUPERIOR QUE TIENE UN ALOJAMIENTO (28K) QUE ENCASTRA A UN MOLDE SUPERIOR (29K), UN CANAL DE INYECCION DE MATERIA PLASTICA, UN ANILLO DE ADAPTACION A DICHO CANAL, UNA PLACA INSERTADA DE ACERO, DOS PLACAS DE ACERO FIJADAS POR TORNILLOS , ESCOTADURAS LATERALES QUE FIJAN EL BLOQUE AL PLATO DE LA PRENSA Y UNA ARANDELA DE ACERO PARA EVITAR SU MATADO LOCAL.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}