CIP-2021 : B21D 22/30 : para acabar los objetos ya formados por embutición.
CIP-2021 › B › B21 › B21D › B21D 22/00 › B21D 22/30[2] › para acabar los objetos ya formados por embutición.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B21D 22/00 hasta B21D 28/00: Estampado; Repujado; Embutido; Trabajo de las chapas de longitud definida por estirado; Corte por punzado
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F).
B21D 22/00 Conformación sin cortado, por estampado, repujado o embutido (por medio de operaciones que no sean las que utilizan dispositivos o herramientas rígidas, masas flexibles o elásticas B21D 26/00).
B21D 22/30 · · para acabar los objetos ya formados por embutición.
CIP2021: Invenciones publicadas en esta sección.
Procedimiento y herramienta para la fabricación de componentes de chapa.
(24/06/2020). Solicitante/s: THYSSENKRUPP STEEL EUROPE AG. Inventor/es: FLEHMIG, THOMAS, KIBBEN, MARTIN, MARX,ARNDT, CASPARY,DANIEL, NIERHOFF,DANIEL.
Procedimiento para la fabricación de componentes de chapa, comprendiendo el procedimiento:
- preformar una pieza de trabajo hasta formar un componente preformado , introduciéndose al menos por zonas material excedente en el componente preformado ; y
- calibrar el componente preformado hasta formar un componente con la forma final (2', 3') al menos parcialmente empleando el material excedente , recalcándose el componente preformado al menos por secciones;
caracterizado por que
- se calibran diferentes zonas (2a, 2b, 2c) del componente preformado con desfase en el tiempo.
PDF original: ES-2812825_T3.pdf
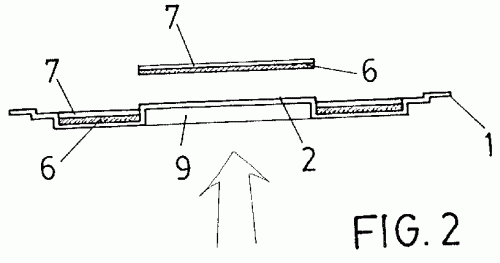
Procedimiento y dispositivo para la fabricación de una pieza de semimonocasco.
(29/04/2020) Procedimiento para la fabricación de una pieza de semimonocasco con un punzón de embutir (1, 1', 1") y una matriz de embutir (2, 2', 2"), en donde en una única etapa de trabajo el punzón de embutir (1, 1', 1'') se inserta en la matriz de embutir (2, 2', 2"), un llantón (17, 17', 17") se conforma previamente para formar una pieza en bruto de chapa (5, 5', 5") con al menos una sección de fondo (4, 4', 4"), al menos una sección de marco (14, 14', 14") y opcionalmente una sección de brida (23"), en donde durante la conformación previa con el punzón de embutir (1, 1', 1") se introduce un excedente de material en la sección de fondo (4, 4', 4"), la sección de marco (14, 14', 14") y/o la sección de brida (23") opcional de la pieza en bruto de chapa (5, 5', 5"), y la pieza en bruto…
Método de producción para refuerzo de pilar central.
(25/09/2019) Un método para producir un refuerzo de pilar central por medio de la conformación por presión de una preforma metálica, el refuerzo de pilar central comprende un cuerpo que es largo y parcialmente curvado sustancialmente en forma de arco y dos secciones con forma sustancial de T formadas en ambas porciones de extremo en la dirección longitudinal del cuerpo , y de ese modo se forma un panel que tiene una forma sustancial de I en una vista en planta, teniendo el cuerpo una sección transversal sustancialmente en forma de sombrero formada por una lámina superior curvada y larga, dos paredes verticales que se conectan con ambas…
Procedimiento para fabricar cuerpos de latas que tienen nervios axiales y fondo con reborde escalonado.
(27/07/2016) Un procedimiento de fabricación de un cuerpo de lata que tiene al menos un nervio axial y un fondo que incluye un reborde escalonado, comprendiendo dicho procedimiento:
colocar una copa que tiene una primera profundidad y un extremo cerrado sobre un bloque central de una matriz de reestirado, teniendo dicho extremo cerrado de dicha copa una periferia anular con conicidad hacia dentro;
desplazar relativamente un conjunto de troquel que incluye al menos un troquel de cordón axial sobre dicho bloque central en una única operación de estirado para:
conformar al menos un cordón axial en una pared lateral de dicha copa ;
conformar…
Procedimiento de prensado y dispositivo de prensado.
(20/11/2013) Procedimiento de moldeo a presión para el moldeo a presión de una parte inferior de una pieza de trabajo quetiene forma de extremo cerrado entre una matriz interior insertada en un extremo interior de la pieza de trabajo y una matriz exterior dispuesta sobre el exterior de la pieza de trabajo , que comprende:
mover la matriz exterior en la dirección axial de la pieza de trabajo mediante un mecanismo de movimientode la matriz exterior de manera que la parte inferior de la pieza de trabajo sea moldeada a presión entre lamatriz exterior y la matriz interior ,
caracterizado por el hecho de
agarrar la pieza de trabajo a través de un mecanismo de ajuste central…
Perfil de fondo de cuerpo de lata estirado y embutido.
(04/07/2013) Una lata de bebida, que comprende:
un cuerpo de lata de aluminio que tiene un espesor de 0.03cm (0,0108 pulgadas) o más fino, dicho cuerpo de lata teniendo un perfil de fondo , dicho perfil de fondo comprendiendo una porción de bóveda que tiene un primer y segundo radios de curvatura R1a y R1b , siendo R1a mayor que 3,8 cm (1,5 pulgadas) y el radio R1b entre 0,5 cm y 2,5 cm (0,2 pulgadas pulgadas y 1) en donde
la formación de dicho cuerpo de lata se completa sin llevar a cabo una etapa de reforma de dicho perfil de fondo para aumentar la resistencia de dicho perfil de fondo para satisfacer los requisitos del…
CONJUNTO DE FORMACIÓN DE FONDOS DE LATA.
(05/01/2012) Conjunto de formación de fondos de lata para formar el fondo de un cuerpo de lata y para su acoplamiento a un formador de cuerpos que tiene un punzón, comprendiendo dicho conjunto de formación de fondos :
a) un conjunto de carcasa que tiene una carcasa exterior , una carcasa de cilindro y una cámara de cubierta;
b) un conjunto de retenedor de anillo de sujeción que tiene medios de desviación para mover un anillo de sujeción , en el que dicho conjunto de retenedor de anillo de sujeción está construido y dispuesto para ser parcialmente posicionado dentro de dicha carcasa exterior ;
c) un anillo de sujeción y un mandril de estampación del domo para contactar con el cuerpo de la lata;
d) un conjunto de pistón que tiene un conjunto de pistón de transferencia , barras de empuje y…
SISTEMA DE DETECCIÓN PARA FIJAR A UNA MÁQUINA FORMADORA DE BOTE METÁLICO Y MÉTODO PARA MEDIR DINÁMICAMENTE LA ALINEACIÓN DE LOS PISTONES EN UNA MÁQUINA FORMADORA DE BOTE METÁLICO.
(01/07/2011) Un sistema de detección para ser fijado a una máquina formadora de botes metálicos teniendo el detector una estación de formación de fondo abovedado y al menos dos sensores , incluyendo la estación de formación de fondo abovedado dos o más soportes que incluyen sensores posicionales en sus extremos; medios para analizar los datos de desplazamiento del pistón proporcionados por los sensores posicionales durante el contacto con la estación del fondo abovedado en la posición de pistón completamente extendido ; medios para determinar, por medición en tiempo real, la probabilidad de desarrollo defectuoso en el perfil del abovedado de la lata; caracterizado por el hecho que los sensores posicionales montados en el final de los dos o más soportes son directamente adyacentes a la estación de formación del fondo abovedado…
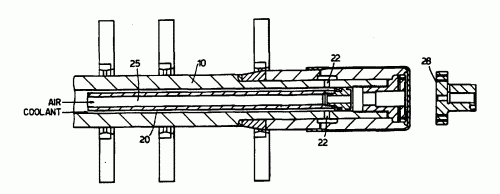
PROCEDIMIENTO PARA REDUCIR EL ESPESOR DE UN PRODUCTO DE FORMA DE CHAPA, Y UNA HERRAMIENTA DE REDUCCION DE ESPESOR.
(01/05/2005). Ver ilustración. Solicitante/s: CORUS STAAL BV. Inventor/es: VAN DER AA, MICHIEL, ADRIANUS, HENRICUS, VAN DER AA, HENDRIKUS, CHRISTIANUS, ENGELBERTUS, RAS, HENDRIK, BASTIAAN, VAN VEENEN, WILLEM, JAN.
Un procedimiento para reducir el espesor de un producto en forma de chapa, que está formado por una chapa metálica recubierta en al menos una cara con una capa de plástico, comprendiendo la herramienta de reducción de espesor una superficie conformadora a lo largo de la cual se mueve el producto con una capa de recubrimiento plástico durante la reducción de espesor, y formando la superficie conformadora un ángulo de aplicación con respecto a la dirección de movimiento del producto, caracterizado porque el ángulo de aplicación varía a lo largo de la longitud de la superficie conformadora, en la dirección de movimiento del producto que pasa sobre la superficie conformadora, siendo este ángulo de aplicación más pequeño en la zona inicial de la superficie conformadora que en la siguiente zona de la superficie conformadora.
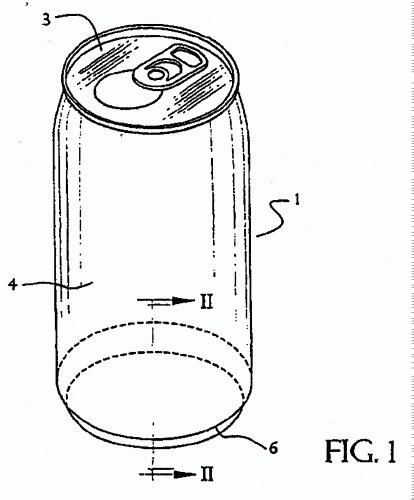
BASE DE LATA QUE TIENE RESISTENCIA A LA PRESION MEJORADA Y APARATO PARA SU FABRICACION.
(01/03/2005). Ver ilustración. Solicitante/s: CROWN PACKAGING TECHNOLOGY, INC. Inventor/es: CHENG, GIN-FUNG, JONES, FLOYD, A.
Una lata que comprende una pared lateral con un diámetro de aproximadamente 166, 04 mm y una base enteriza, comprendiendo la base: (i) una porción aproximadamente frustocónica que se extiende hacia abajo y hacia dentro desde dicha porción de pared lateral; (ii) una porción de nariz anular que se extiende hacia abajo desde dicha porción aproximadamente frustocónica; (iii) una sección central sustancialmente plana en forma de disco; y (iv) una sección de cúpula anular dispuesta entre dicha sección central sustancialmente plana y dicha nariz , siendo arqueada dicha sección de cúpula anular en sección transversal y cóncava hacia abajo, caracterizada porque dicha sección de cúpula anular tiene un radio de curvatura (R6) no mayor que aproximadamente 37, 47 mm.
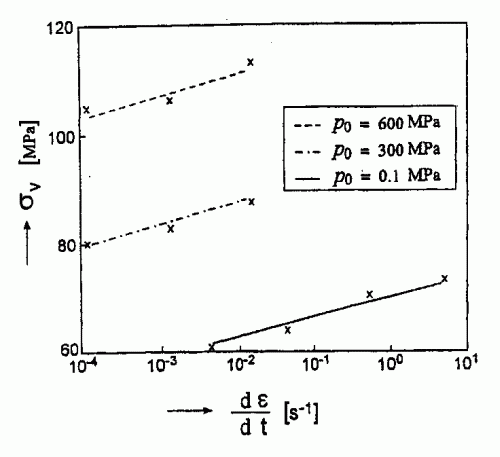
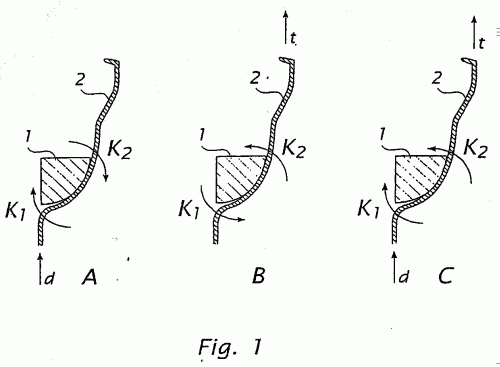
UTILIZACION DE LA TENSION DE TRACCION PARA DEFORMAR UN OBJETO METALICO EN FORMA DE UNA SUPERFICIE CIRCUNFERENCIAL.
(16/06/2004). Ver ilustración. Solicitante/s: CORUS STAAL BV. Inventor/es: VERMEIJ, JOHANNES, SCHAAPER, HANS, NICOLAAS.
Procedimiento para formación de un cuerpo constreñido en un objeto de metal que comprende una pared lateral en forma de una superficie circunferencial continua, haciendo que se mueva el objeto, con un movimiento relativo en la dirección longitudinal de la superficie circunferencial, después de una herramienta conformadora , de tal manera que la herramienta conformadora actúa sobre la pared lateral y, en el procedimiento, deforma la pared lateral, poniéndose la pared lateral en contacto con una herramienta conformadora solamente con el lado de fuera, caracterizado porque el objeto, al menos, se somete a tracción después de la herramienta conformadora.
FORMACION DE BASES PARA CUERPOS DE BOTES DE LATAS.
(01/07/1999). Ver ilustración. Solicitante/s: CARNAUDMETALBOX PLC CARNAUDMETALBOX SA. Inventor/es: MCMAHON, NEIL, DAVID.
LOS CUERPOS DE BOTES DE LATAS SE FORMAN NORMALMENTE ESTIRANDO Y EMBUTIENDO LAS PAREDES DE UNA COPA, INTRODUCIENDO UN FLUIDO ENTRE EL PUNZON Y LOS TROQUELES CONFORME LA COPA SALE DE LOS TROQUELES Y FORMANDO A CONTINUACION EL PERFIL DE BASE DESEADO. LOS CUERPOS DE BOTES DE LATA DE LA PRESENTE INVENCION SE PUEDEN PRODUCIR A PARTIR DE UN MATERIAL DURO DELGADO TAL COMO ACERO CON UNA REDUCCION DOBLE Y/O PUEDEN TENER PERFILES DE BASE MAS FUERTES EN TERMINOS DE RADIOS MAS ESTRECHOS Y EMBUTICIONES MAS PROFUNDAS QUE LAS QUE SE PODIAN OBTENER HASTA LA FECHA SIN RIESGO DE QUE SE RAJEN.
PROCEDIMIENTO DE FABRICACION DE PLACAS O LETREROS ROTULABLES POR EMBUTICION DE CARACTERES O SIGNOS.
(16/11/1997). Ver ilustración. Solicitante/s: INDUSTRIAS SAMAR'T. S.A.. Inventor/es: SANCHEZ CASADEVALL,ENRIQUE.
PROCEDIMIENTO DE FABRICACION DE PLACAS O LETREROS ROTULABLES POR EMBUTICION DE CARACTERES O SIGNOS. LA INVENCION CONSISTE EN EMBUTIR UNA PLACA DEFORMABLE FORMANDO UN DOBLE ESCALON, DISPONIENDO EN SU FONDO UN CUERPO LAMINAR QUE ES INMOVILIZADO Y CUBIERTO POR UNA LAMINA ADHESIVA QUE SE VINCULA A LA PLACA DEFORMABLE FORMANDO UN CONJUNTO QUE ES ROTULABLE POR EMBUTICION CON PUNZON DESDE LA CARA LIBRE DE LA PLACA CONTRA LA CARA RECUBIERTA, EMBUTICION QUE TOMA FORMA DE UNA LETRA, UN SIGNO O UN NUMERO Y QUE RECORTA SILUETANDOLA, LA CARA ADHESIVA Y EL CUERPO LAMINAR, SIENDO DICHA LAMINA ADHERIDA DE UN COLOR DISTINTO AL FONDO DE LA PLACA QUE ES VISTO A TRAVES DEL SILUETADO POR LA EMBUTICION.
METODO Y APARATO PARA FORMAR ARTICULOS REVESTIDOS DE HIERRO DE PARED.
(16/06/1994). Solicitante/s: CMB FOODCAN PLC. Inventor/es: HEYES, PETER JOHN, DIGBY, STEPHEN JOHN, WILLIAMS, STEVEN PAUL, AMBROSE, KEVIN MARK, MISTRY, PRAVIN.
UN ANILLO REVESTIDO DE HIERRO DE PARED PARA USAR EN COOPERACION CON UN PUNZON PARA REDUCIR EL ESPESOR DE UNA PARED LATERAL DE UNA BUTEROLA EXTRAIDO DE UNA LAMINA DE UNA PELICULA DE POLIESTER Y ALUMINIO DE HOJA O ALEACION DE ALUMINIO DE HOJA TIENE UNA SUPERFICIE DE ENTRADA TRONCO CONICA AL ANILLO QUE CONVERGE EN UN ANGULO DE ENTRE 1 Y 4 GRADOS EN UN EJE CENTRAL PERPENDICULAR AL PLANO DEL ANILLO Y TERMINA EN UNA PARTE PLANA DE POCA LONGITUD, MEDIDA EN DICHO EJE; Y LA SUPERFICIE DE SALIDA DIVERGENTE SE EXTIENDE DESDE DICHA PARTE PLANA EN UN ANGULO EN EL RANGO DE ENTRE 5 Y 15 GRADOS. EL ANILLO REVESTIDO DE HIERRO PUEDE ESTAR HECHO DE UN MATERIAL QUE TENGA UNA CONDUCTIVIDAD TERMICA MAYOR QUE 50W/M GRADOS C USADO EN COOPERACION CON UNA ESPECIE DE ANILLO DE UN DIAMETRO DE PARTE PLANA MENOR MANTENIDO SEPARADO DEL PRIMER ANILLO MEDIANTE UN SEPARADOR EN EL QUE SE APLICA UN FLUIDO REFRIGERANTE A LA BUTEROLA.
PROCEDIMIENTO PARA LA FABRICACION DE ENVASES CONFORMADOS.
(16/04/1982). Solicitante/s: PLM AB.
PROCEDIMIENTO PARA LA FABRICACION DE ENVASES CONFORMADOS. UNA PIEZA DE PARTIDA SE SOMETE A UN PROCESO DE EMBUTICION, SEGUIDO DE OTRO DE ESTAMPACION, PARA OBTENER EL ENVASE CONFORMADO QUE SE DESEA. DURANTE ESTOS PROCESOS SE EMPLEA COMO LUBRICANTE POLIETILENO-POLIPROPILENO DISPERSO EN UNA MEZCLA DE MONOETIL GLICOL ETER Y AGUA. A CONTINUACION SE INTRODUCE EL ENVASE EN UNA SOLUCION QUE CONTIENE DISPERSOS DISOLVENTES SOLUBLES E INSOLUBLES EN AGUA, UNA SERIE DE RESINAS Y AMINAS PARA QUE DESAPAREZCA DE SU SUPERFICIE EL PRODUCTO LUBRICANTE Y, MEDIANTE ELECTROLISIS, SE DEPOSITE EN ELLA UNA CAPA DE PROTECCION.
PROCEDIMIENTO Y UTIL PARA REEMBUTIR UNA COPA PREEMBUTIDA.
(01/12/1981). Solicitante/s: METAL BOX LIMITED.
PROCEDIMIENTO Y DISPOSITIVO DE REEMBUTIR UNA COPA PREEMBUTIDA. EL DISPOSITIVO COMPRENDE UNA MATRIZ ANULAR , UN PORTAPIEZAS ANULAR , UN ANILLO DE ENCAJAMIENTO Y UN MACHO O PUNZON , AL MOVERSE HACIA EL FONDO PLANO DE LA COPA , HACE PASAR LA PARED DE LA COPA A TRAVES DE UN TRAYECTO DEFINIDO POR LAS SUPERFICIES (16 Y 19) DEL PORTAPIEZAS Y LA MATRIZ , REDUCIENDOSE EL ESPESOR DE LA PARED EN LA ZONA CURVADA Y EL DIAMETRO DE LA COPA , A PARTIR DE LA SUPERFICIE DEL PORTAPIEZAS . DE APLICACION EN EL PROCESO DE FABRICACION DE BOTES.
UNA MAQUINA PARA EMBUTIR Y PLANCHAR RECIPIENTES.
(01/10/1980) Una máquina para embutir y planchar o estirar recipientes, que incluye un bastidor que tiene un conjunto de matriz de re-embutir, al menos un conjunto de estirar , y un conjunto des prendedor, dispuestos en serie y cada uno de los cuales tiene una abertura para definir una trayectoria, con un troquel movible a lo largo de dicha trayectoria a través de dichas aberturas, incluyendo por lo menos uno de dichos conjuntos un anillo que define dicha abertura y medios de centrado entre dicho bastidor y dicho anillo, caracterizada porque dichos medios de centrado incluyen una pluralidad de medios de carga espaciados circunferencialmente que producen fuerzas radiales…
UN DISPOSITIVO DE ESTAMPA DE PLANCHAR PARA USO CON UN TROQUEL PARA REDUCIR EL ESPESOR DE PARED DEL COSTADO DE UN BOTE METALICO.
(16/06/1980). Solicitante/s: NATIONAL CAN CORPORATION.
Una estampa de planchar está configurada con una conformación singular, teniendo una parte piloto enteriza, de modo que soporte el troquel y el bote durante la fase crítica del planchado sobre el borde desigual, dando así como resultado una pared de grueso más uniforme en la transición al borde desigual así como de la parte más larga del propio borde. Controlando exacta y eficazmente el grueso del borde largo en todas las etapa, es decir, reembutición, primera, segunda y tercera estampas de planchado, se eliminan virtualmente los desgarramientos y los cortes.
PERFECCIONAMIENTOS EN LOS SISTEMAS DE MATRICES DE EMBUTIR.
(16/12/1979). Solicitante/s: REYNOLDS METALS COMPANY.
Perfeccionamientos en los sistemas de matrices de embutir, que comprenden una pluralidad de hileras de matriz montadas en respectivas carcasas que a su vez están montadas en una estructura de soporte que incluye medios para lubricar las hileras de matriz, siendo susceptible al menos una carcasa de desviación elástica transversalmente respecto del eje de la matriz, caracterizados porque la carcasa desviable, o cada carcasa desviable está montada dentro de una corona de dedos metálicos susceptibles de desviación elástica que se extienden en la dirección axial desde un aro metálico.
PERFECCIONAMIENTOS EN LA FABRICACION DE RECIPIENTES SOMETIDOS A FUERTES CARGAS DE COMPRESION.
(01/06/1979). Solicitante/s: REYNOLDS METALS COMPANY.
Perfeccionamientos en la fabricación de recipientes sometidos a fuertes cargas de compresión, que tienen una pared lateral cilíndrica y una pared inferior que cierra uno de sus extremos, caracterizados porque la pared inferior se dota de un parte troncocónica cuyo extremo mayor se une a la pared lateral, una parte anular curva cuyo extremo mayor se une al extremo menor de la parte troncocónica, siendo la generatriz de la parte anular curva un arco circular convexo hacia el exterior del recipiente, y de una parte central de cierre del fondo unida al extremo menor de la parte anular curva.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}