Elemento de asiento moldeado a partir de material de poliolefina expandible y reticulable.
Método de fabricación de un elemento (1; 101) de asiento que comprende las fases siguientes:
- inyección en un molde de un material de poliolefina expandible y reticulable,
- reticulación y expansión de dicho material de poliolefina en el interior del molde, obteniendo de tal manera uncuerpo (2) que tiene la forma del molde,
- liberación espontánea del cuerpo (2) del molde debido a la expansión,
- prosecución de la expansión del cuerpo (2) fuera del molde hasta que se completa la expansión, y- acoplamiento de dicho cuerpo (2) con una plantilla (3, 103) fabricada de material rígido, cuando el cuerpo (2)ha completado la expansión y antes de que el material del cuerpo se contraiga durante el enfriamiento, y
- enfriamiento y termorretracción del cuerpo (2) controlado por la plantilla (3; 103), de tal manera que el cuerpocumple con las especificaciones originales de la plantilla,
en el que la plantilla (3) actúa como elemento de refuerzo del cuerpo (2), y
se proporcionan medios (33, 133) de fijación en la plantilla (3; 103) y la plantilla se fija a un bastidor (4, 104) desoporte, de manera que la plantilla (3) actúa como medio de fijación con el bastidor (4, 104) para anclar el asiento (1)al bastidor (4, 104).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2010/051582.
Solicitante: FINPROJECT - S.P.A.
Nacionalidad solicitante: Italia.
Dirección: Via San Gabriele 96 62010 Morrovalle (MC) ITALIA.
Inventor/es: VECCHIOLA,MAURIZIO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- A47C7/18 NECESIDADES CORRIENTES DE LA VIDA. › A47 MOBILIARIO; ARTICULOS O APARATOS DE USO DOMESTICO; MOLINILLOS DE CAFE; MOLINILLOS DE ESPECIAS; ASPIRADORES EN GENERAL. › A47C SILLAS (asientos especialmente concebidos para los vehículos B60N 2/00 ); SOFAS; CAMAS (capitonado en general B68G). › A47C 7/00 Elementos, partes constitutivas o accesorios de sillas o taburetes (fijación al suelo A47B 91/08). › con un material espumoso incorporado a la parte rellenada (colchones de espuma A47C 27/14).
- A47C7/20 A47C 7/00 […] › con refuerzos.
- B29C44/58 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 44/00 Conformación por presión interna generada en el material, p. ej. por hinchamiento o por espumación. › Moldes.
- B29C45/00 B29C […] › Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06).
- B29C65/66 B29C […] › B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto. › por eliminación de tensiones internas, p. ej. contracción de una de las partes a unir.
- B60N2/70 B […] › B60 VEHICULOS EN GENERAL. › B60N ASIENTOS ESPECIALMENTE ADAPTADOS PARA VEHÍCULOS; ADAPTACIONES DE VEHICULOS PARA PASAJEROS NO PREVISTAS EN OTRO LUGAR. › B60N 2/00 Asientos especialmente adaptados a los vehículos; Instalación o montaje de asientos en vehículos (asientos para vehículos ferroviarios B61D 33/00; asientos para ciclos B62J 1/00; asientos para aeronaves B64D 11/06, B64D 25/04, B64D 25/10). › Muelles de tapizado.
PDF original: ES-2421510_T3.pdf
Fragmento de la descripción:
Elemento de asiento moldeado a partir de material de poliolefina expandible y reticulable La presente solicitud de patente para invención industrial se refiere a un método de fabricación de un elemento de asiento fabricado de material de poliolefina expandible y reticulable, especialmente para vehículos.
La expresión “elemento de asiento” se refiere a un asiento, un respaldo y un reposacabezas. La presente invención no se limita exclusivamente a asientos para vehículos, y también se extiende a asientos de decoración de interiores, tales como taburetes, sillones, sofás y artículos similares.
Como se sabe, los materiales de poliolefina expandibles y reticulables se caracterizan por propiedades de ligereza, suavidad, resistencia al desgaste y al agua, siendo de este modo especialmente adecuados para fabricar diversos tipos de asientos.
Sin embargo, los materiales de poliolefina expandibles y reticulables no se usan en general para fabricar elementos de asiento debido a que se ven afectados por algunos inconvenientes durante el proceso de preparación y realización.
De hecho, estos artículos se fabrican inyectando en el molde un material plástico que se expande y reticula en su interior. El molde se mantiene a una cierta temperatura de tal manera que garantiza que, durante el ciclo de tiempo en el que el material está encerrado en el interior del molde, se realiza la reticulación del material y la descomposición de las cargas en expansión.
Cuando se abre el molde, el producto se libera de manera espontánea del molde debido a su violenta expansión, continúa en expansión y, a continuación, empieza la contracción durante el enfriamiento. Los procesos de expansión y contracción no pueden controlarse con exactitud, proporcionando de este modo unos altos índices de rechazos durante la producción industrial.
Por consiguiente, el resultado sería un elemento de asiento que no cumple con los requisitos dimensionales establecidos a nivel de diseño y es difícil de usar para el montaje modular con otros elementos.
Además, debe considerarse que los materiales expandibles son en su mayoría materiales blandos. Por lo tanto, un elemento de asiento que use estos materiales debería acoplarse con un bastidor de soporte con el fin de hacerlo más compacto y usarlo. El acoplamiento del elemento de asiento con el bastidor de soporte no es sencillo debido a los cambios dimensionales del asiento después del moldeo, la expansión y la reticulación. De hecho, si el elemento de asiento está provisto de agujeros para recibir medios de fijación, puede que estos agujeros no coincidan con los agujeros del bastidor.
Por lo tanto, el acoplamiento del elemento de asiento con el bastidor es complejo y costoso, requiriendo un ajuste especial del elemento de asiento y/o el bastidor.
La solicitud de patente DE 27 17 268 desvela un elemento de asiento fabricado de poliuretano expandido. Aunque el aspecto del poliuretano expandido es similar al de la poliolefina expandida, cabe señalar que las dos tecnologías difieren en su proceso de producción. Por lo tanto, como se conoce, en la tecnología del poliuretano, el elemento de asiento se obtiene a partir del moldeo y se deja en el molde para que se enfríe.
La solicitud de patente DE 20 2006 013633 desvela un elemento de asiento que comprende un soporte fabricado de material rígido y una cubierta acoplada con el soporte para formar, de esta manera, una cavidad entre el soporte y la cubierta. La cavidad se llena inyectando un material de relleno. La cubierta fabricada de poliuretano, poliolefina u otro material impermeable es una cubierta premoldeada. Por lo tanto, la cubierta expandida (que también podría tener una base de poliolefina) es un material estable que ya se ha sometido a reticulación y, por consiguiente, ya no es objeto de cambios dimensionales.
El soporte y la cubierta premoldeada se disponen en un molde, en el que se inyecta material de relleno. La cubierta fabricada (también) de material de poliolefina se somete a termoformación, pero la poliolefina dentro de la cubierta no se somete a reticulación o cambio dimensional.
El documento EP 0 802 041 desvela un proceso de moldeo por inyección para suelas en EVA expandible y reticulable, en el que una plantilla, que consiste en una placa delgada y flexible, se coloca en la superficie superior de la suela, fuera del molde y durante el enfriamiento. A continuación, se extrae la plantilla de la suela después del enfriamiento.
El fin de la presente invención es eliminar los inconvenientes de la técnica conocida, diseñando un método de fabricación de un elemento de asiento fabricado de material expandido que cumple perfectamente con las características dimensionales del diseño original y, al mismo tiempo, es barato y fácil de producir e instalar.
Este fin se ha logrado de acuerdo con la presente invención, con las características ilustradas en la reivindicación 1 independiente adjunta.
En las reivindicaciones dependientes se desvelan unas realizaciones ventajosas.
El método de fabricación de un elemento de asiento de acuerdo con la presente invención comprende las fases de acuerdo con la reivindicación 1.
El nuevo proceso de fabricación prevé un primera fase de expansión del asiento después de abrir el molde, y una fase de termorretracción durante la que el asiento se reduce (termorretracción) a las dimensiones deseadas durante el enfriamiento.
El uso de la plantilla da como resultado una serie de ventajas:
- permite un control perfecto de las dimensiones finales del cuerpo del elemento de asiento; -ofrece un sistema de refuerzo del elemento de asiento; -está provisto de medios de fijación estables y resistentes con el fin de anclar el asiento a un bastidor.
Las características adicionales de la invención se harán evidentes a partir de la descripción detallada siguiente, que hace referencia a realizaciones meramente ilustrativas, no limitantes, ilustradas en los dibujos adjuntos, en los que:
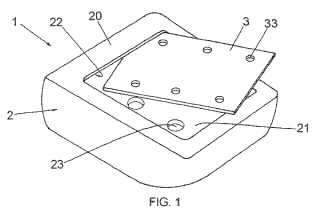
La figura 1 es una vista en perspectiva de una primera realización del elemento de asiento, en la que el cuerpo de material expandido acaba de salir del molde;
La figura 2 es una vista en sección transversal del elemento de asiento de la figura 1 después del montaje y antes de la termorretracción del cuerpo de material expandido;
La figura 3 es una vista en sección transversal del elemento de asiento de la figura 2 después del montaje, después de la termorretracción del cuerpo de material expandido;
La figura 4 es una vista en sección transversal del elemento de asiento de la figura 3 montado en un bastidor;
La figura 5 es la misma que la figura 2, a excepción de que muestra una segunda realización del elemento de asiento de la invención; y
La figura 6 es una vista en sección transversal del elemento de asiento de la figura 5 montado en un bastidor.
Haciendo referencia a las figuras 1-4 se desvela una primera realización de un elemento de asiento, que se indica, en general, con el número (1) .
El elemento (1) de asiento comprende un cuerpo (2) de material blando y una plantilla (3) de material rígido.
El cuerpo (2) está fabricado de un material de poliolefina expandible y reticulable, por medio del moldeo por inyección. El material de poliolefina se inyecta en el molde, se calienta y se somete a un proceso de reticulación. Durante el proceso de reticulación el material de poliolefina se expande, tomando la forma del molde. La expansión del material de poliolefina continúa y, a continuación, el cuerpo se libera de manera espontánea del molde.
Debe considerarse que el molde es a pequeña escala comparado con el asiento que debe fabricarse (por ejemplo, puede fabricarse un molde con una cavidad un 50% menor que el asiento) .
El cuerpo (2) está provisto en la superficie trasera de un bastidor (20) perimetral que define un asiento (21) rebajado adaptado para recibir la plantilla (3) . Los bordes internos del bastidor (20) perimetral definen alojamientos (22) socavados que tienen una forma de U volcada, adaptados para recibir los bordes de la plantilla (3) .
La figura 1 muestra un cuerpo (2) del elemento de asiento, básicamente con forma de paralelepípedo, con un bastidor (20) trasero rectangular; sin embargo, el cuerpo (2) puede darse en cualquier tipo de forma, con un perímetro circular o poligonal.
Preferentemente, los alojamientos (22) socavados se obtienen a lo largo de todo el perímetro interno del bastidor (20) ; sin embargo, solo pueden proporcionarse dos alojamientos (22) socavados en los lados opuestos del bastidor (20) . Se obtienen agujeros (23) ciegos en el asiento (21) trasero... [Seguir leyendo]
Reivindicaciones:
1. Método de fabricación de un elemento (1; 101) de asiento que comprende las fases siguientes:
- inyección en un molde de un material de poliolefina expandible y reticulable, -reticulación y expansión de dicho material de poliolefina en el interior del molde, obteniendo de tal manera un cuerpo (2) que tiene la forma del molde,
- liberación espontánea del cuerpo (2) del molde debido a la expansión,
-prosecución de la expansión del cuerpo (2) fuera del molde hasta que se completa la expansión, y
- acoplamiento de dicho cuerpo (2) con una plantilla (3, 103) fabricada de material rígido, cuando el cuerpo (2) ha completado la expansión y antes de que el material del cuerpo se contraiga durante el enfriamiento, y -enfriamiento y termorretracción del cuerpo (2) controlado por la plantilla (3; 103) , de tal manera que el cuerpo cumple con las especificaciones originales de la plantilla,
en el que la plantilla (3) actúa como elemento de refuerzo del cuerpo (2) , y se proporcionan medios (33, 133) de fijación en la plantilla (3; 103) y la plantilla se fija a un bastidor (4, 104) de soporte, de manera que la plantilla (3) actúa como medio de fijación con el bastidor (4, 104) para anclar el asiento (1) al bastidor (4, 104) .
2. Método de acuerdo con la reivindicación 1, caracterizado por que la cavidad del molde es menor que el asiento que debe obtenerse.
3. Método de acuerdo con la reivindicación 2, caracterizado por que la cavidad del molde es un 50% menor que el asiento que debe obtenerse.
4. Método de acuerdo con cualquiera de las reivindicaciones anteriores, caracterizado por que el molde se conforma de tal manera que el cuerpo (2) está provisto en la superficie trasera de un asiento (21) rebajado con un área ligeramente menor que la superficie del cuerpo, y dicha plantilla (3; 103) se inserta en el asiento rebajado.
7. Método de acuerdo con la reivindicación 1, caracterizado por que la plantilla se fija al bastidor con medios (133) de tornillo de la plantilla que se insertan en los agujeros (140) del bastidor.
Patentes similares o relacionadas:
Métodos, composiciones y mezclas para formar artículos que tienen resistencia al resquebrajamiento por estrés ambiental mejorada, del 15 de Julio de 2020, de VIVA HEALTHCARE PACKAGING LIMITED: Un proceso para la fabricación de artículos flexibles de paredes delgadas que comprende las etapas de moldeo por inyección de una mezcla de polímeros que tiene un MFI > […]
Métodos para formar artículos que tienen resistencia al agrietamiento por tensión ambiental, del 8 de Julio de 2020, de VIVA HEALTHCARE PACKAGING LIMITED: Un proceso para la fabricación de un artículo de paredes delgadas flexible, dicho proceso comprende moldear por inyección una mezcla de (a) por lo […]
Un método de fabricación de un sistema de apertura para un recipiente, del 13 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un método de fabricación de un sistema de apertura para un recipiente, comprendiendo el recipiente un material de envasado que tiene un exterior […]
Composiciones de polietileno, procesos y cierres, del 15 de Abril de 2020, de NOVA CHEMICALS (INTERNATIONAL) S.A.: Un cierre, comprendiendo dicho cierre una composición de polietileno bimodal que comprende: del 10 al 70 % en peso de un primer copolímero de etileno que tiene […]
Método para fabricar un elemento de conexión, elemento de conexión fabricado utilizando el método, herramienta para fabricar dicho elemento de conexión y un sistema de sujeción con dicho elemento de conexión, del 8 de Abril de 2020, de GOTTLIEB BINDER GMBH & CO. KG: Método para fabricar un elemento de conexión utilizando un método de moldeo por inyección, en donde, en una primera etapa, una parte de sujeción […]
Manija flexible con superficie parcialmente texturada, del 8 de Abril de 2020, de Eaton Intelligent Power Limited: Manija moldeada para un mango de herramienta destinada para ser agitada con fuerza y velocidad, comprendiendo: un elemento tubular formado […]
Método para fabricar un elemento de conexión, del 8 de Abril de 2020, de GOTTLIEB BINDER GMBH & CO. KG: Método para fabricar un elemento de conexión usando un método de moldeo por inyección de espuma, en donde una parte de sujeción con elementos […]
Herramienta de moldeo por inyección de plástico para la fabricación de un elemento de moldeo por inyección multicomponente, del 8 de Abril de 2020, de B. BRAUN MELSUNGEN AG: Herramienta de moldeo por inyección de plástico para la fabricación de un elemento de moldeo por inyección multicomponente con un componente […]